При перемещении штока 15 по наклонной поверхности копира 27 упор-досы- латель 20 совершает горизонтальное перемещение до ободка корпуса 10. Затем шток 15 с наклонной поверхностью переходит .на горизонтальный участок копира 27„ Если при установке
Изобретение относится к контактной сварке и может быть использовано в устройствах для ориентации крьшпси относительно ободка корпуса микросхемы и фиксации их в положении для сварки непосредственно в процессе .перемещения на конвейере
Целью изобретения является повьшге- ние производительности.
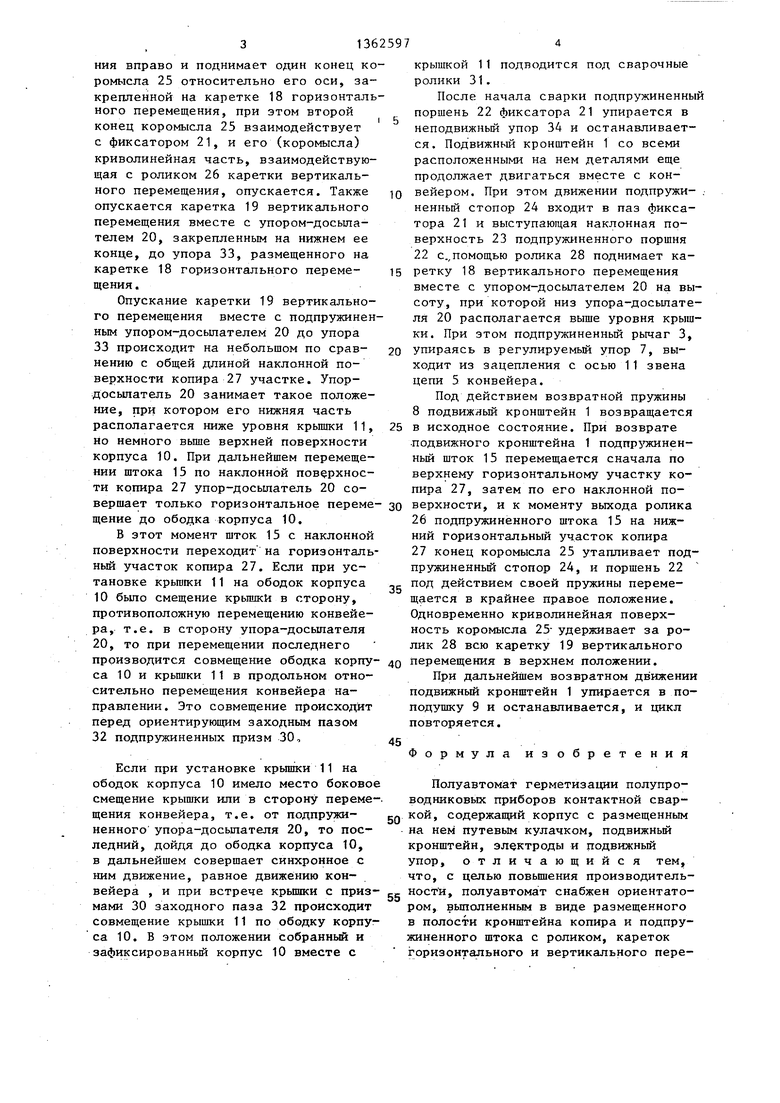
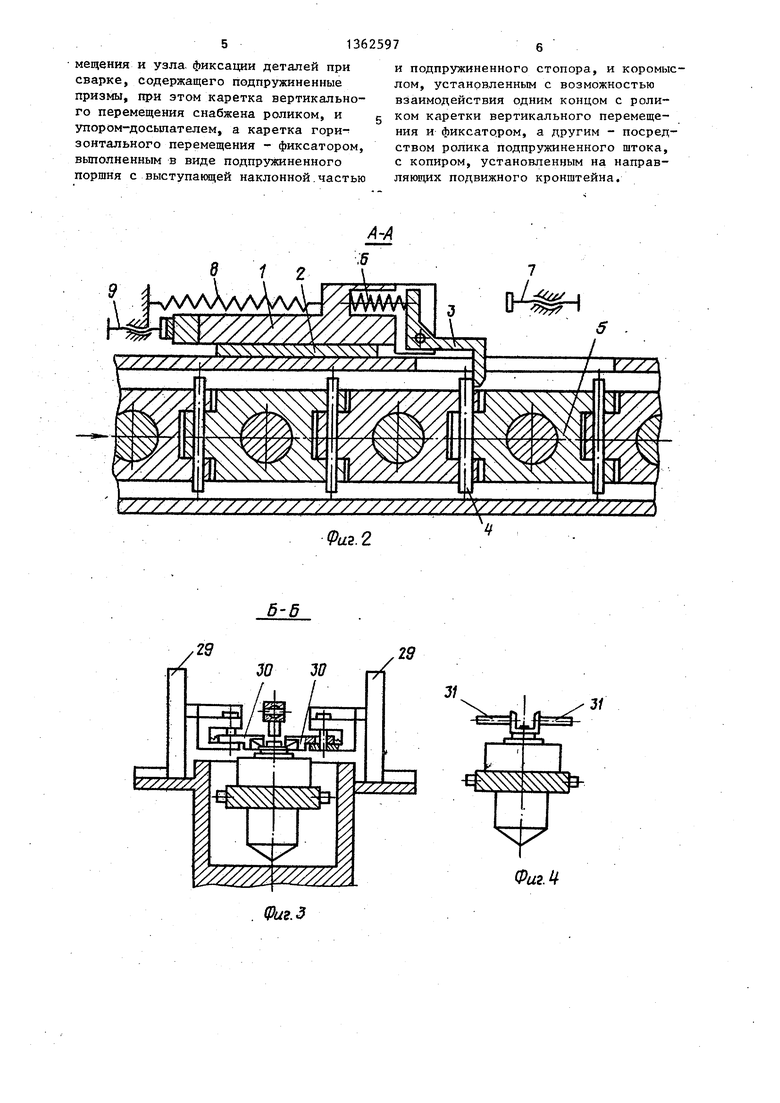
На фиг.1 показан механизм гермети- зации полупроводниковых приборов; на фиг.2 - разрез А-А на фиГо1; на фиг.З - разрез Б-Б на фиГо1} на фиг.4 - сварочные рамки,разрез на фиг.5 - вид Г на фиг.1. .
Полуавтомат содержит подвижный кронштейн 1, расположенный в корпусе направляющих 2, на котором закреплен, подпружиненный рычаг 3, который своим захватом зацепляется с осями 4 зве- ньев цепи 5 конвейера под действием пружины 6 и перемещает подвижной кронштейн 1 до регулируемого упора 7. Обратный ход подвижного кронштейна 1 обеспечивается возвратной пружиной 8 и ограничивается подушкой 9. В звенья цепИ 5 конвейера устанавливаются вручную корпуса 10 и крьшпси 11 микросхем.
В корпусе подвижного кронштейна 1 имеются полость 12 и отверстие 13 в стенках 14, в которых установлен подпружиненный шт.ок 15, на сотором закреплен расположенный в полости 12 копир 16, от перемещения копира 16 че через ролик 17 получает движение установленная в той же полости каретка 18 горизонтального перемещения. На выступающей за пределы полости 12 - . части каретки 18 горизонтального пе- ремещения установлена каретка 19 вертикального перемещения, на нижнем
крышки 11 на ободок имеется смещение в сторону упора-досьтателя 20,то при перемещении последнего будет произведено совмещение ободка корпуса 10 и крышки 11 в продольном относительно перемещения конвейера направлении. 5 ил.
конце которой закреплен подпружиненный упор-досыпатель 20. Также на каретке 18 горизонтального перемещения установлены фиксатор 21, состоящий и подпружиненного поршня 22 с выступающей наклонной частью 23 и подпружиненного стопора 24, коромысло 25, один конец которого через подпружиненный шток 15, оканчивающийся роликом 26, связан с неподвижным копиром 27, установлен.ным на корпусе направляющих 2 подвижного кронштейна 1, а второй конец взаимодействует с роликом 28 каретки вертикального перемещения и с подпружиненным стопором 24 фиксатора 21. На раме полуавтомата жестко закреплен узел 29 фиксации деталей в положение для сварки, включающий две подпружиненные призмы 30, установленные над конвейером, непосредственно перед сварочными роликами 31 и выполненные со скосами, обра зукндйми ориентирующий заходный паз 32 для собранного корпуса микросхемы поджимаемого на этом участке конвейера подпружиненным упором-досылателем 20 до начала сварки.
Устройство работает следующим образом.
Подпружиненный рычаг 31 своим захватом входит в зацепление с осью 4 звена цепи 5 движущегося конвейера и приводит в движение ПОДВИЖНЕЙ кронштейн 1.
При перемещении подвижного кронштейна 1 подпружиненньй шток 15 своим роликом 26 наезжает на наклонную поверхность копира 27 и перемещается вверх. При этом одновременно копир 16, закрепленный на подпружиненном штоке 15, через ролик 17 перемещает каретку .18 горизонтального перемещения вправо и поднимает один конец коромысла 25 относительно его оси, закрепленной на каретке 18 горизонтального перемещения, при этом второй конец коромысла 25 взаимодействует с фиксатором 21, и его (коромысла) криволинейная часть, взаимодействующая с роликом 26 каретки вертикального перемещения, опускается. Также опускается каретка 19 вертикального перемещения вместе с упором-досьта- телем 20, закрепленным на нижнем ее конце, до упора 33, размещенного на каретке 18 горизонтального перемещения .
Опускание каретки 19 вертикального перемещения вместе с подпружиненным упором-досылателем 20 до упора 33 происходит на небольшом по сравнению с общей длиной наклонной поверхности копира 27 участке. Упор- досылатель 20 занимает такое положение, при котором его нижняя часть располагается ниже уровня крьпшси 11, но немного вьше верхней поверхности корпуса 10. При дальнейшем перемещении штока 15 по наклонной поверхности копира 27 упор-досыпатель 20 совершает только горизонтальное переме- зо верхности, и к моменту выхода ролика щение до ободка корпуса 10.26 подпружиненного штока 15 на нижнаклонной
В этот момент шток 15 с поверхности переходит на горизонтальный участок копира 27. Если при установке крьшжи 11 на ободок корпуса 10 бьшо смещение крьшжИ в сторону, противоположную перемещению конвейера, т.е. в сторону упора-досыпателя 20, то при перемещении последнего
35
НИИ горизонтальный участок копира 27 конец коромысла 25 утапливает под- пружиненньй стопор 24, и поршень 22 под действием своей пружины перемещается в крайнее правое положение. Одновременно криволинейная поверхность коромысла 25- удерживает за ролик 28 всю каретку 19 вертикального
производится совмещение ободка корпу- 40 перемещения в верхнем положении.
са 10 и крьшгки 11 в продольном относительно перемещения конвейера направлении. Это совмещение происходит перед ориентирующим заходным пазом 32 подпружиненных призм 30,
Если при установке крьшжи 11 на ободок корпуса 10 имело место боковое смещение крышки или в сторону переме-. щения конвейера, т.е. от подпружиненного упора-досыпателя 20, то последний, дойдя до ободка корпуса 10, в дальнейшем совершает синхронное с ним движение, равное движению кон-
45
При дальнейшем возвратном движ подвижный кронштейн 1 упирается в подушку 9 и останавливается, и ци повторяется.
Формула изобретен
Полуавтомат герметизации полуп водниковых приборов контактной св gQ кой, содержащий корпус с размещен на нем путевьм кулачком, подвижны кронштейн, электроды и подвижный упор, отличающийся т что, с целью повьш1ения производит
вейера , и при встрече крышки с приз- -с ност и, полуавтомат снабжен ориентато- нами 30 заходного паза 32 происходит ром, выполненным в виде размещенного совмещение крышки 11 по ободку корпуса 10. В этом положении собранный и
в полости кронштейна копира и подпружиненного штока с роликом, кареток горизонтального и вертикального перезафиксированньй корпус 10 вместе с
крьшкой 11 подводится под сварочные ролики 31.
После начала сварки подпружиненный поршень 22 фиксатора 21 упирается в неподвижный упор 34 и останавливается. Подвижный кронштейн 1 со всеми расположенными на нем деталями еще продолжает двигаться вместе с кон0 вейером. При этом движении подпружи- . ненный стопор 24 входит в паз фиксатора 21 и выступающая наклонная поверхность 23 подпружиненного поршня 22 с., помощью ролика 28 поднимает ка5 ретку 18 вертикального перемещения вместе с упором-досылателем 20 на высоту, при которой низ упора-досьшате- ля 20 располагается выше уровня крыщ- ки. При этом подпружиненный рычаг 3,
0 упираясь в регулируемый упор 7, выходит из зацепления с осью 11 звена цепи 5 конвейера.
Под действием возвратной пружины 8 подвижный кронштейн 1 возвращается
5 в исходное состояние. При возврате ПОДВИЖНОГО кронштейна 1 подпрз жинен- ный шток 15 перемещается сначала по верхнему горизонтальному участку копира 27, затем по его наклонной по35
НИИ горизонтальный участок копира 27 конец коромысла 25 утапливает под- пружиненньй стопор 24, и поршень 22 под действием своей пружины перемещается в крайнее правое положение. Одновременно криволинейная поверхность коромысла 25- удерживает за ролик 28 всю каретку 19 вертикального
45
При дальнейшем возвратном движении подвижный кронштейн 1 упирается в по- подушку 9 и останавливается, и цикл повторяется.
Формула изобретения
Полуавтомат герметизации полупроводниковых приборов контактной свар- gQ кой, содержащий корпус с размещенным на нем путевьм кулачком, подвижный кронштейн, электроды и подвижный упор, отличающийся тем, что, с целью повьш1ения производительност и, полуавтомат снабжен ориентато- ром, выполненным в виде размещенного
в полости кронштейна копира и подпружиненного штока с роликом, кареток горизонтального и вертикального перемещения и узла- фиксации деталей при и подпружиненного стопора, и коромыс сварке, содержащего подпружиненные лом, установленным с возможностью призмы, при этом каретка вертикально- взаимодействия одним концом с роли- го перемещения снабжена роликом, и с ком каретки вертикального перемеще- упором-досыпателем, а каретка гори- зонтального перемещения - фиксатором, вьтолненным в виде подпружиненного поршня с выступакнцей наклонной.частью
ния и фиксатором, а другим - посредством ролика подпружиненного штока, с копиром, установленным на направляющих подвижного кронштейна.
и подпружиненного стопора, и коромыс лом, установленным с возможностью взаимодействия одним концом с роли- ком каретки вертикального перемеще-
ния и фиксатором, а другим - посредством ролика подпружиненного штока, с копиром, установленным на направляющих подвижного кронштейна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат герметизации полупроводниковых приборов контактной сваркой | 1988 |
|
SU1590290A2 |
| Полуавтомат герметизации полупроводниковых приборов контактной сваркой | 1987 |
|
SU1547998A2 |
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| АВТОМАТ ЗАРЯЖАНИЯ ТАНКОВОЙ ПУШКИ | 2007 |
|
RU2366882C2 |
| Устройство для автоматической смены инструментальных блоков | 1983 |
|
SU1131629A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Устройство для получения гофрированных деталей из ленты | 1980 |
|
SU899199A2 |
| Устройство для резки стеклянных трубок в процессе вытягивания | 1975 |
|
SU538999A1 |
| Способ герметизации прямоугольных корпусов микросхем | 1988 |
|
SU1655709A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
Изобретение относится к контактной сварке и может быть использовано в устройствах для ориентации крьшпси относительно ободка корпуса микросхем и фиксации их в положении для сварки. Целью изобретения является повышение производительности. 25 12 ТВ 22 y (Л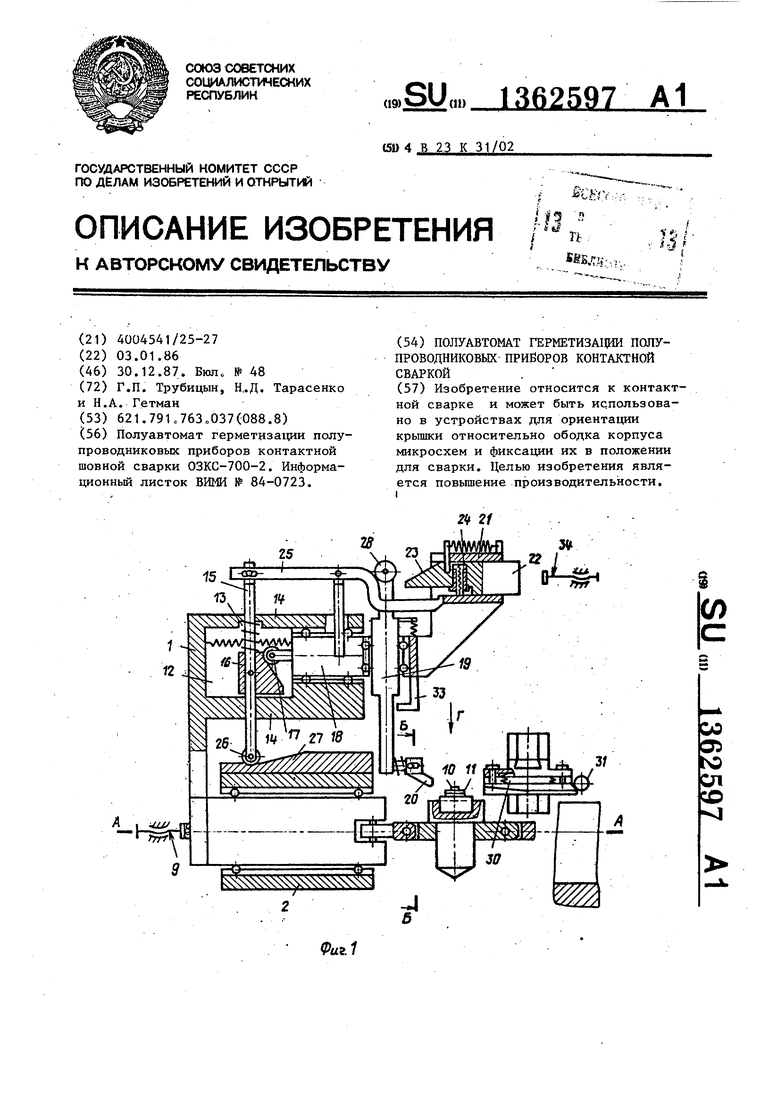
.2
if
Фиг.
. Фиг.З
Вид Г
Редактор т. Парфенова
Составитель Н. Тютченкова
Техред Л.Сердюкова Корректоре, Черни
Заказ 6339/10Т раж 970
ВЕШИЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое.предприятие, г. Ужгород, ул. Проектная, 4
ш
фиг. 5
Подписное
| Машина для отмеривания теста | 1925 |
|
SU700A1 |
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
