Изобретение относится к ремонтному производству и может быть использовано при восстановлении изношенных деталей с шипами медотом пластического г-формирования, например для восстановления крестовин карданных шарниров или шестерен насосов типа НШ,
Целью изобретения является повышение качества и производительность процесса восстановления, а также расширение области применения способа,
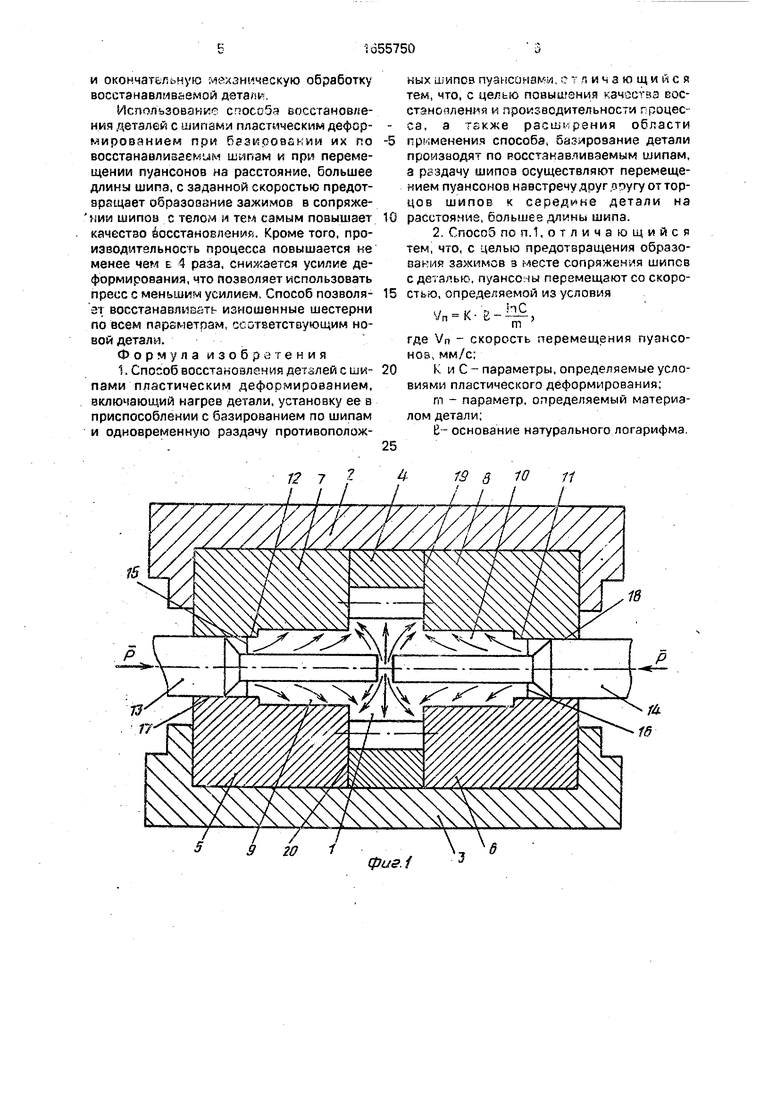
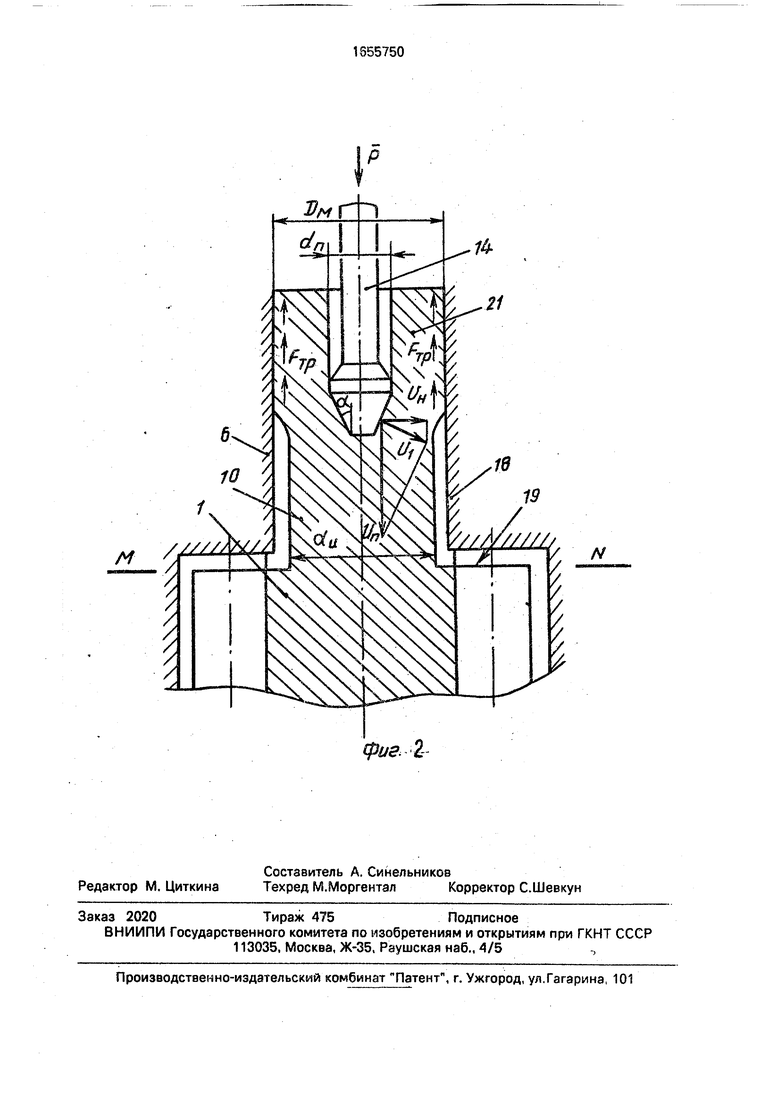
На фиг.1 представлена схема формообразования деталей с шипами;на фиг.2 - расчетная схема восстановления детали с шипами пластическим деформированием.
Восстанавливаемую деталь 1 с шипами нагревают до температуры начала пластического деформирования и устанавливают в приспособление, состоящее из верхней 2 и
нижней 3 полуобойм и размещенных в них зубчатой матрицы 4, двух нижних 5 и 6 и двух верхних 7 и 8 полуматриц под шипы детали (фиг.1). Базирование детали с шипами 1 в приспособлении производится по восстанавливаемым шипам 9 и 10 базирующими кольцевыми поясками 11 и 12, образующимися при смыкании полуматриц 5 и 7, 6 и 8.
Пластическое деформирование раздачей шипов 9 и 10 осуществляют, одновременно перемещая навстречу друг другу пуансоны 13 и 14 от торцов 15 и 16 шипов 9 и 10 к середине детали (фиг.1). При этом, как видно из фиг.2, силы контактного трения шипа 10 о стенки матрицы под шипы, образованные полуматрицами 6 и 8 при их смыкании в месте базирования шипа по базирующему пояску 11, а также в местах
О
ся ел
4 СП О
контакта восстанавливаемого шипа 0 с матрицей 6, 8 после раздачи 21 (фиг.2), препятствуют перемещению шипа 10 с пуансоном 14 и внедрению его в тело детали 1 в сечении МЫ сопряжения шипа 10с деталью 1. Перемещаются пуансоны 13.14 в направ- ляющих17,18, образованных при смыкании нижних 5, 6 и верхних 7, 8 полуматриц (фиг.1).
Если при перемещении пуансонов 13, 14 внутри шипов 9, 10 происходит раздача, то после перемещения пуансонов на расстояние, большее длины шипов, осуществляется обратное выдавливание металла, находящегося между пуансонами. На фмг.1 направление течения металла на клждой стадии процесса пластического деформирования детали показано стрелками. Обратное выдавливание металла на заключительной стадии пластического де- формирования детали позволяет более ка чественно заполнить гравюру матриц приспособления, а также обеспечить устранение износов плоскостей 19, 20, расположенныхперпендикулярноквосстанавливаемым шипам 9,10 (фиг. 1). Это стало возможным лишь благодаря наличию обратного выдавливания металла, находящегося между пуансонами.
Чтобы исключить внедрение шипов 9, 10 в тело детали 1 с последующим образованием зажимов, перемещение пуансонов 13 и 14 осуществляют со скоростью, при которой металл в месте сопряжения шипов с телом детали (сечение MN, фиг.2) не пере- ходит в пластическое состояние, при котором возможна была бы его деформация. Скорость перемещения пуансонов определяют из условия
Vr,
к,
где Vn - скорость перемещения пуансонов: К, С - параметры, определяемые условиями пластического деформироавния:
е - основание натурального логарифма; m - справочная величина, определяв- мая материалом детали.
Пример. Технологический процесс восстановления крестовины трактора Т - 150 К, ведущей и ведомой шестерен насосов НШ-46У.
Крестовину трактора Т - 150 К изготавливают из цементуемой стали 20 ХГНР, диаметр шипов крестовины 33,6 мм, максимальная длина крестовины 147 м, ди- аметр сквозного масляного отверстия 14.0 мм.
Шестерни изготавливают из цементуемой стали 18 ХГТ. Наружный диаметр ши- поа шестерни 26,0 мм, наружный диаметр
аенца шестерни 55,0мм, дллна шипов шестерни 42 мм, общая длина ведомой шестерни 116 мм а ведущей совместно с шлицевым хвостовиком 182,5 м Ведомрч шестерне имеет сквозное осевое отверс е диаметром 7,2 MV
Восстанавливаемую деталь 1 с шипами нагревают до температуры штамповки и устанавливают в приспособление. Гои закрывании приспособления деталь базируется специальными кольцевыми поясками 11, 12 по восстанавливаемым :иипагм 9, 10 Включив приводные гидроцилиндры ри гособ ления, осуществляют псасти1ч :кое деформирование детали 1 -vno- ременно перомещг0 пуансоны 13, 14 / ч.тречу доу| другу от торцов типов 15, б к середине детали. Госле прохождения пуансонами расстели.чя парного дли f1 -ипов плзсти меское деформирование детялм продолжают и осуществляют при этом обратное выдаливан е металла, находящегося между пуансонами 13 и 14. При этом более качественно заполняется гравюра матриц и создается возможность для образоьания припуска на поверхностях 19 и 20, располо- женньи перпендикулярна / вгчт,тэр°члива- шмпьм 9, 10 т.е., например, нл торцах шестерв насосов НШ.
Скорость перемещения пу ьггнов определяется ,THbiM nyre-i пс приведенному выражению и сгсгавлчег: для крестовины трактора Т-150 К 499 мм/t; для ведущей шестерни насос,- 4LU-46V 28,5 мм/с; для ведомой шострени насоса НШ-46У 8,1 мм/с Данная скорость позволяет избежать образования зажимов в месте сопряжения шипов с . После окончания пластического деформирование пуансоны 13 и 14 возвращают ч исходное положение, приспособтение открывают и извлекают восстановленную деталь 1. Вслед за гтим деталь направляется на механическую обработку.
Безокислительный нагрев восстанавливаемой детали производили в соляной ванне в расплаве соли Bad Деталь нагревали до температуры 1100..,1200° С, Время нагрева 2,5...3,0 мин.
Следует отметить, что при эосстэновпе- нии .алей типа крестовин с двумя парами шипов более рациональным чрляется ис- пользоаание приспособления с двумя паро- ми пуансонов. Это ПОЗВОЛРРТ обеспечить восстановление детали за одну установку без повторного нагрева с лучшим качеством и при более высокой производительности.
Вслед за пластическим деформирова нием осуществляли предварительную механическую обработку, затем термообработку
и окончаго/ч ую .иллзн««ческую обработку восстэнавл 1Вс1вмой детали
Иг I liiSOBcJi- / сюгьЗ вог ганоиле ni-,1 деталей с -липами пластическим дефс;р v и р о о ч и и е м пои f з и р о в с и и их Р о восстзнаалиагчг JM шипам и при перемещении пуансонов на расстояние, Большее длины шигэ, с заданной скоростью предотвращает образование зажимов в сопряже- Ч.ии шипов с телом и тем самым повышает качество восстановление Кроме того, про- иэеодмт°льносгь процесса повышается i e менее чем ь 1 раза, снижается усилие деформирования, что позволяет использовать пресс с меньшим усилием Способ позволя- 31 вогстанавлио- Т поношенные шестерни по всем параметрам соответствующим новой детали.
Формула изобр -геиия 1, Способ восстзпоал чия деталей с и пами пластическим дефос мированием, включающий нагрев детали, установку ее а приспособлении с базированием по шипам и одновременную раздачу противополож(-.с-Х иЬИПСВ ПуЧЬ CJH9N /1 1 И Ч 3 Ю Щ И II С Я
тем, что, с целью повышения ач::ег сос- ст- но ления и фои:асдитеяьиости ,-;оцес :а. а гг,кже paciL, ,.-эния области
гр|,менения способа б ирозание детали пооизаодят по росс1 знавтивоемым шипам, а раздачу шипоа осуществляют перемещением пуансонов навстречу доуг ппугу от тор- цов шипов к серед не детали на
расстояние большее длины шипа
2 Способ по п1,отличающийся тем, что, с делью пррдст&ращения образования зажимов а сопря-кения шипов с деталью, п/ансо ш перемещают со скоростью, определяемой из условия
7п - К
- Ј
где Vn - скорость теремещения пуансо- ноа мм/с,
К и С - параметры, определяемые условиями пластического деформирования,
гл - параметр, определяемый материалом детали,
В - основание натурального логарифма
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕСТЕРЕН | 1996 |
|
RU2110387C1 |
| Способ восстановления деталей типа крестовин карданного шарнира | 1974 |
|
SU1148206A1 |
| Способ восстановления шестерен | 1988 |
|
SU1648711A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| Способ Дагиса и Кошика восстановления деталей типа втулок | 1991 |
|
SU1782201A3 |
| Устройство для восстановления цилиндрических деталей раздачи | 1984 |
|
SU1186333A1 |
| Способ восстановления деталей типа крестовины | 1980 |
|
SU941144A1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ, РАВНОПРОЧНЫХ С ИСХОДНОЙ ТРУБОЙ | 2001 |
|
RU2205713C2 |
| Способ изготовления деталей типа стакана с фланцем | 1978 |
|
SU772668A1 |
Изобретение относится к ремонтному производству и может быть использовано при восстановлении изношенных деталей с шипами методом пластического деформирования. Цель изобретения - повышение качества восстановления и производительности процесса, а также расширение области применения способа. Способ предусматривает нагрев детали, установку ее в приспособление с базированием по восстанавливаемым шипам и восстановление ее раздачей пуансонами, которые перемещают навстречу друг другу от торцов шипов к середине детали на расстояние, большее длины шипа, за счет чего происходит обратное выдавливание металла, находящегося между пуансонами. Для предотвращения образования зажимов в месте сопряжения шипов с деталью скорость перемещения пуансонов определяют из условия, приведенного в описании изобретения. Способ позволяет восстановить шестерни по всем параметрам, соответствующим новой детали. 1 э.п. ф-лы, 2 ил. Ё
12
1В LZ
qjjel
/4
21
N
фиг. I
| Способ восстановления деталей типа крестовины | 1980 |
|
SU941144A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
