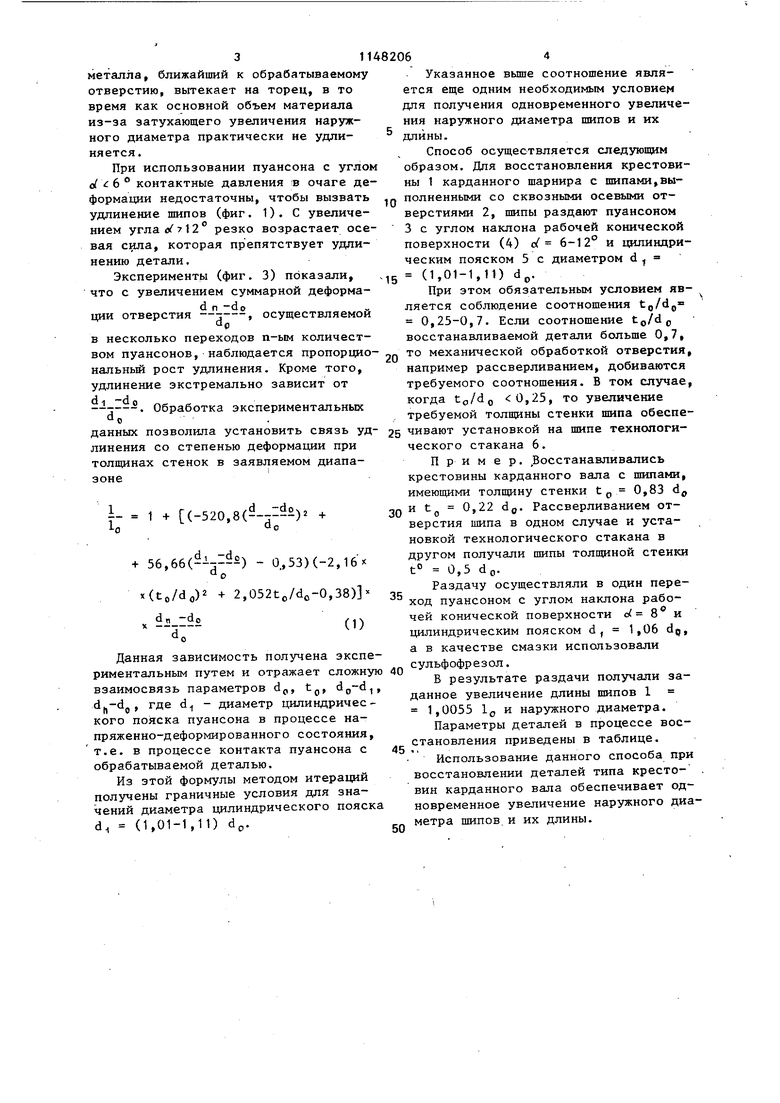
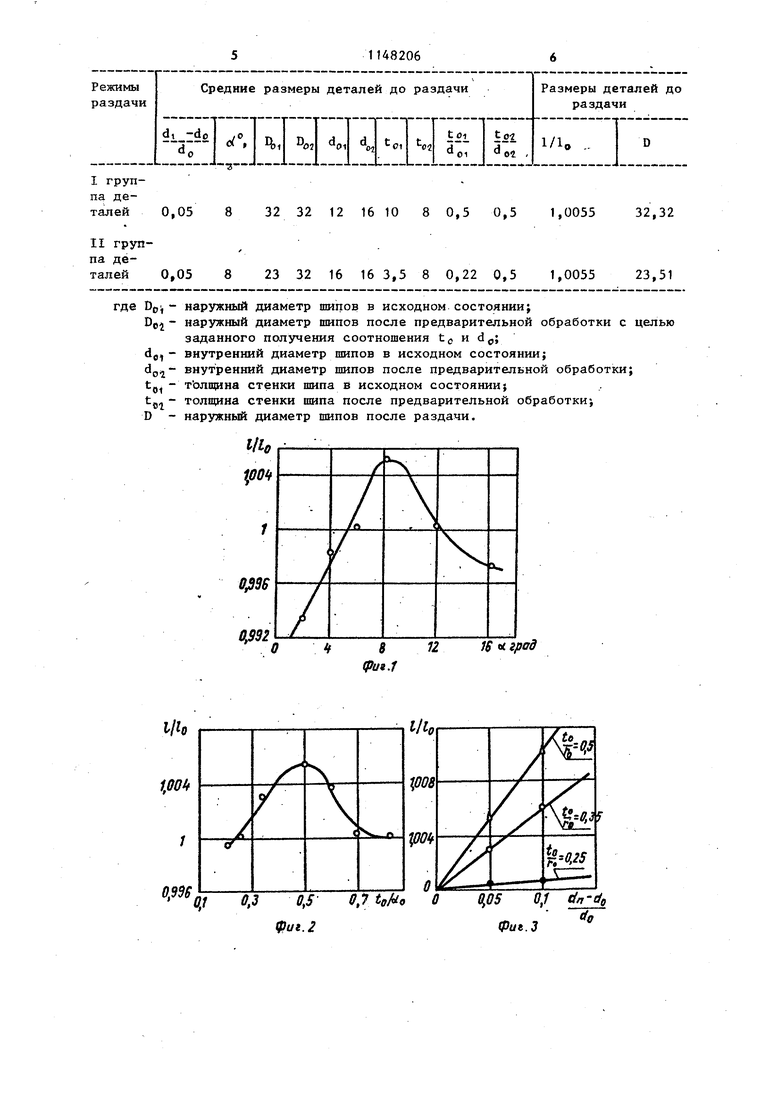
Изобретение относится к области машиностроения и может быть использовано при восстановлении изношенны или бракованных деталей трубчатой формы, например для восстановленияразмеров изношенных либо бракованны крестовин карданных пгарниров с пипа ми, вьшолненнь&си с осевь.ми отверОТИЯ1У И , Целью изобретения является расширение технологических возможностей путем обеспечения одновременного ув личения наружного диаметра шипов и их длины На фиг. 1 представлена зависимост изменения осевых размеров детали от угла наклона рабочей конической поверхности пуансона при раздаче детали с tj,/d О 5 50 и степенью деформа и 1 del цйи -г 05050; на фиг. 2 - зави |:;имость изменения осевых размеров де тали от толизины стенки при раздаче / и степенью пуансоном с углом деформации --:--. 0,050; . фиг.3 зависимость изменения осевых размеро детали от суммарной степени деформаd.n-:й1) при раздаче детахш с несколько переходов пуансоном а углом о/ степени d f -do даформациь: за один переход - О„050; на фиг, 4 - схема восстанов ления размеров шипа крестовины, требуемую толпю.ну стенки которого дости гают предварительным рассверливанием внутреннего отверстияj на фиг. 3 схема восстановления размеров 1липа крестовины требуемую толщину стенки которого достигают предварительным увеличением наружного диаметра. Как показали эксперименты (фиг.1) только при использовании пуансона и угле наклона рабочей конической поверхности б - 12 наблюдается удлинение крестовин, а во всех остальиьп : случаях - укорочение. Толщина стенки пп-шов также влияет на изменеьше их осевьк размеров как следует из фиг. 2, на которой .представлено изменеш-ге осевых размеров юкпов с различными толщинами стенок при раздаче пуансоном с углом 5/.8°Зависимость показывает, что в диапа. зонетолщин стенок tp/d 0,25-0,7, где to - толпщна стенки шипов; d внутренний диаметр шипов в исходном состоянии, наблюдается удлинение шипов, во всех остальных случаях оно отсутствует. Наличие удлинения при одновременном увеличении наружного диаметра шипов наблюдается только при указанном сочетании значений углов о( И толщин стенок и объясняется следующим. При раздаче тонкостенных шипов с tp/dj, 0,25 даже при всех значениях углов о( контактные давления в очаге деформации относительно невелики и не достигают величины критического контактного давления, приводящего к возникновению осевого течения материала в очаге деформации. В связи с тем, что контактные давления при раздаче.таких шипов ниже критич-еских, то толщина их стенки при этом изменяется незначительно. Учитывая постоянство объема, соотношение t . 0,25 dp вызывает укорочение длины шипов. Увеличение толщины стенки приводит к росту контактных давлений в очаге деформации. В сочетании с указанным значением углов of 6-12° при деформировании шипов с толщиной стенки tj,/dg 0,25 в зоне контакта возникают давления, дости-. гающие критической величины. В результате этого изменяется напряженнодеформированное состояние детали, начинается осевое течение материала, стенка детали существенно утоняется, что приводит к ее удлинению. Таким образом, появление удлинения прн одновременном увеличении наружного диаметра вызвано изменением напряженнодеформированного состояния детали, обусловленного достижением критических контактных давлений в очаге деформации. Этот случай является един- ственным из всех возможных видов деформированного состояния детали и выполняется только при одновременной реализации условий, указанных в формуле изобретения. Увеличение толщины стенки шипов выше указанного диапазона t 7 0,7 do изменяет напряженнодеформированное состояние детали и приводит к интенсификации осевого течения слоев материала, близлежащих к обрабатываемому отверстию. В результате замедляется увеличение наружного диаметра, а при , 5iO,9 никакой деформацией отверстия нельзя вызвать пластическое увеличение наружного диаметра. В этом случае, слой 31 металла, ближайший к обрабатываемому отверстию, вытекает на торец, в то время как основной объем материала из-за затухающего увеличения наружного диаметра практически не удлиняется. При использовании пуансона с угло of 6 контактные давления в очаге де формации недостаточны, чтобы вызвать (фиг. 1). С увеличеудлинение шипов нием угла ef резко возрастает осе вая сила, которая препятствует удлинению детали. Эксперименты (фиг. 3) показали, что с увеличением суммарной деформаd п -do ции отверстия -, осуществляемой в несколько переходов п-ым количеством пуансонов, наблюдается пропорцио нальный рост удлинения. Кроме того, удлинение экстремально зависит от Обработка экспериментальных данных позволила установить связь уд линения со степенью деформации при толщинах стенок в заявляемом диапазоне 1 + (-520,8(---)2 + QO + 56,66() - 0.,53) (-2,1 б -«(to/do) «- 2,052tjdo-0,38) d Данная зависимость получена экспе риментальным путем и отражает сложную взаимосвязь параметров d, t, dp-d, d|,-dg , где d - диаметр цилиндрического пояска пуансона в процессе напряженно-деформированного состояния, т.е. в процессе контакта пуансона с обрабатываемой деталью. Из этой формулы методом итераций получены граничные условия для значений диаметра цилиндрического пояск d (1,01-1,11) d 6 Указанное выше соотношение является еще одним необходимым условием для получения одновременного увеличения наружного диаметра шипов и их длины. Способ осуществляется следующим образом. Для восстановления крестовины 1 карданного шарнира с шипами,выполненными со сквозными осевыми отверстиями 2, шипы раздают пуансоном 3 с углом наклона рабочей конической поверхности (4) d - 6-12° и цилиндрическим пояском 5 с диаметром d (1,01-1,11) dp. При этом обязательным условием является соблюдение соотношения 0,25-0,7. Если соотношение восстанавливаемой детали больше 0,7, то механической обработкой отверстия, например рассверливанием, добиваются требуемого соотношения. В том случае, когда to/dj, 0,25, то увеличение требуемой толщины стенки шипа обеспечивают установкой на шипе технопогического стакана 6. Пример. Восстанавливались крестовины карданного вала с шипами, имеющими толщину стенки tp 0,83 d и tg 0,22 dp. Рассверливанием отверстия шипа в одном случае и установкой технологического стакана в другом получали шипы толщиной стенки t° 0,5 do. Раздачу осуществляли в один переход пуансоном с углом наклона рабочей конической поверхности of 8 и цилиндрическим пояском d 1,06 dp, а в качестве смазки использовали сульфофрезол. В результате раздачи получали заданное увеличение длины шипов 1 1,0055 IQ и наружного диаметра. Параметры деталей в процессе восстановления приведены в таблице. Использование данного способа при восстановлении деталей типа крестовин карданного вала обеспечивает одновременное увеличение наружного диаметра шипов, и их длины.
Iгруппа деталей 0,05 8 32 32 12 16 10 8 0,5 0,5 1,0055 32,32
IIгруппа деталей 8 23 32 16 16 3,5 8 0,22 0,5 1,0055 23,51
где наружный диаметр шипов в исходном состоянии;
DPJ - наружный диаметр шипов после предварительной обработки с целью
заданного получения соотношения t,, и d,; dg, - внутренний диаметр шипов в исходном состоянии; внутренний диаметр шипов после предварительной обработки; tp - толщина стенки шипа в исходном состоянии} t{, - толщина стенки шипа после предварительной обработки; D - наружный диаметр шипов после раздачи.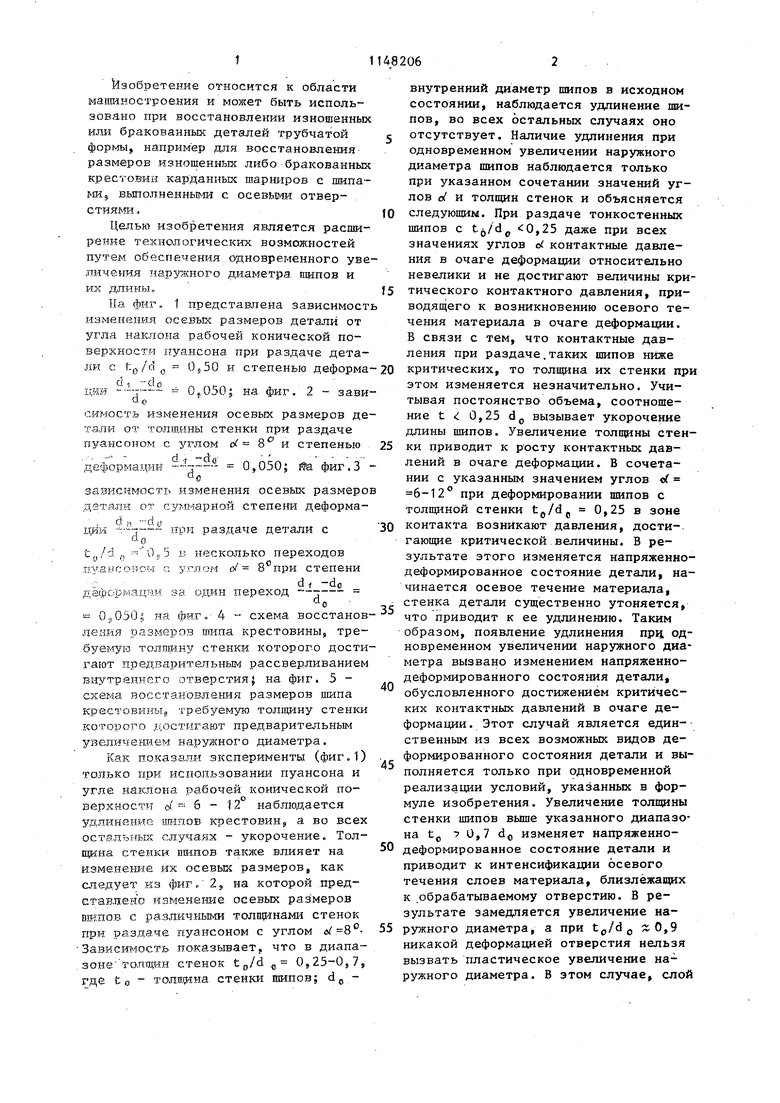
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления деталей с шипами пластическим деформированием | 1989 |
|
SU1655750A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ восстановления деталей типа крестовины | 1980 |
|
SU941144A1 |
| Способ восстановления пустотелых деталей раздачей | 1988 |
|
SU1593874A1 |
| Способ восстановления пустотелых изделий | 1987 |
|
SU1505737A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1981 |
|
SU1031710A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1989 |
|
SU1652041A1 |
| Способ изготовления полых поковок типа баллонов | 1989 |
|
SU1703235A1 |
| Способ деформирующего протягивания | 1988 |
|
SU1523318A1 |

1. СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ТИПА КРЕСТОВИН КАРДАННОГО ШАРНИРА с шипами, выполненными с осевыми отверстиями, включающий увеличение наружного диаметра шипов путем их раздачи пуансоном с рабочей конической поверхностью и цилиндрическим пояском и последующую чистовую обработку наружной поверхности шипов, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения одновременного увеличения наружного диаметра шипов и их длины, шипы крестовин предварительно обрабатывают до получения стенки толщиной t 
Y
A
0,3 0,5 0.1 0 0,05 0,1 dfj-dp
,
ui.2(Pue.J
иг.5
| Розенберг О.А | |||
| Механика взаимодействия инструмента с изделием при деформирующем протягивании Киев, Наукова думка, 1982, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
