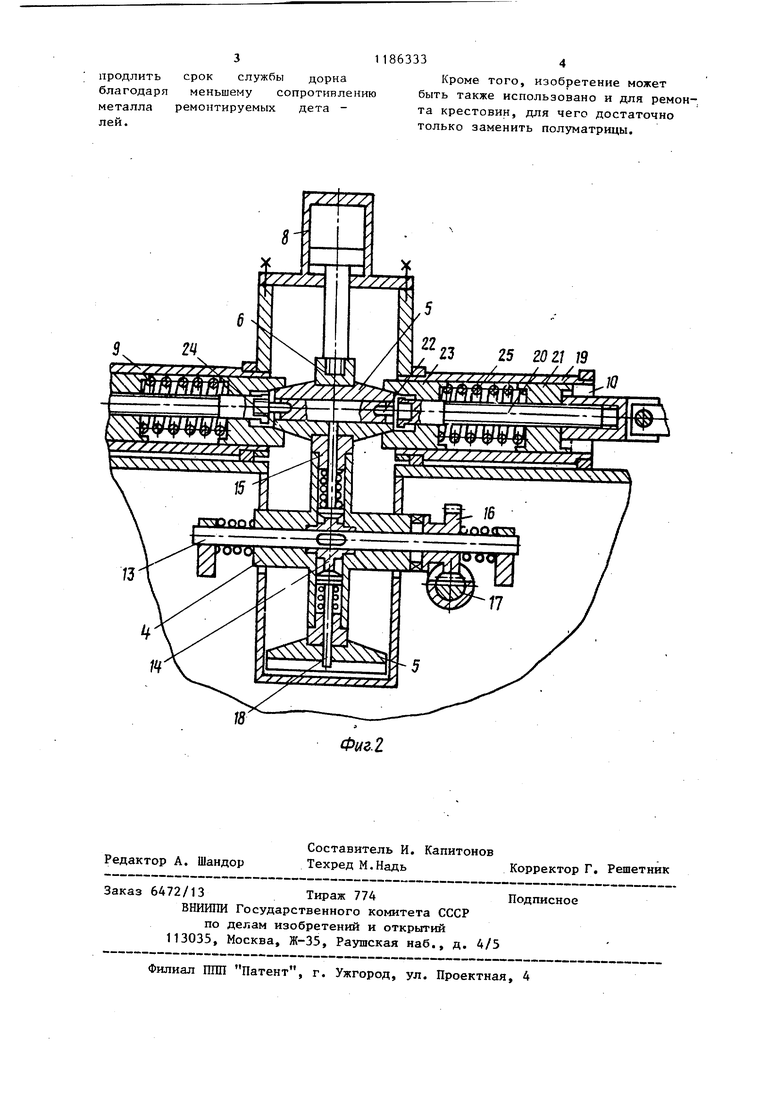
Изобретение относится к ремонтно му производству и может быть исполь зовано при восстановлении изношенны цилиндрических деталей типа пальцев или крестовин дифференциала. Цель изобретения - повышение качества восстанавливаемых деталей. На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 рабочие органы устройства в конце операции раздачи пальца дифференциала. Устройство для росстановления цилиндрических деталей, в частности пальцев дифференциала, содержит основание 1, привод 2, редуктор 3, приспособление для фиксации восстанавливаемой детали, включающее поворотную опору для детали, выполненную в виде ротора 4, несущего одну или несколько нижних полуматриц 5, подви ный держатель 6 верхней полуматрицы приводимый от пневмоцилиндра 8, и механизм осевого давления, содержащи -два силовых цилиндра 9 и 10,связанны с приводом 2 двуплечими рычагами с ответственно 11 и 12. Ротор 4 смонтирован на оси 13, на которой посажен эксцентрик 14, и содержит кольцо 15, на котором размещены нижние полуматрицы 5. Движение ротору 4 задает пневмоцилиндр (не показан) через пару шестерня 16 зубчатая рейка 17. Эксцентрик 14 воздействует на выталкиватель 18, установленный в канале, выполненном в кольце 15. В предлагаемой конструкции устро ства матрица собирается в рабочем положении тогда, когда одна из нижних полуматриц 5 уст.навливается в верхнее положение при повороте ротора 4 и опускании на нее верхней полуматрицы 7 с помощью пневмоцилиндра 8. Силовые цилиндры 9 и 10 смонтиро ваны по обе стороны от матрицы в сборе. Каждьй силовой цилиндр содер жит гильзу 19 и шток 20 с поршнем 2 На конце штока 20 выполнен дорн 22 и здесь же подвижно по отношению к штоку 20 и гильзе 19 установлена обойма 23, имеющая коническое входное отверстие 24, в котором находит ся дорн 22. Обойма 23. подпружинена к поршню 21 пружиной 25. Матрица в сборе (фиг. 2) имеет полость для укладки в нее восстанавливаемого пальца и осевые сквозные отверстия на торцах для прохода дорнов 22. Устройство работает следующим образом. Поворотом ротора 4 нижнюю полуматрицу 5 с уложенным в нее пальцем устанавливают в нужное положение и опускают держатель 6, закрепляя таким образом верхней полуматрицей 7 полуматрицу 5. Затем от привода 2 через редуктор 3 и двуплечие рычаги 11 и 12 силовые цилиндры 9 и 10 перемещают свои штоки 20 в направлении матрицы. Штоки 20 и обоймы 23 движутся как одно целое до тех пор, пока обоймы 23 своими коническими отверстиями 24 не наденутся на матрицу. Таким образом матрица, распоЛоженньй в ней палец и дорн 22 располагаются на одной оси. Кроме того, полуматрицы 5 и 7 оказываются в замке, образованном отверстием 24. При дальнейшем движении штока 20 обойма 23 остается неподвижной, и шток поршнем 21 сжимает пружину 25, тем самым дополнительно сжимая полуматрицы, а дорны 22 внедряются в тело восстанавливаемого пальца и раздают его. После завершения операции раздачи пальца силовые цилиндры 9 и 10 разводят, затем раскрывают матрицу путем подъема держателя 6 и ротор 4 делает поворот на угол, достаточный для установки в рабочее положение следующей нижней полуматрицы 5 с уложенным в нее пальцем, а отремонтированный палец вы18. Затем талкивается выталкивателем все операции повторяются. Процесс восстановления пальца происходит в закрытой матрице, т.е. форма и размер пальца контролируется матрицей, что обеспечивает высокое качество восстановления. Дополнительные операции по наращиванию торцов или механической обработке восстановленного пальца не требуются. Опора для детали, выполненная в виде ротора с полуматрицами, позволяет осуществить подачу пальцев, например, по наклонному желобу и сбор восстановленных пальцев в приемный лоток, что позволяет автоматизировать работу устройства. Кроме того, использование предварительно нагретых деталей позволяет продлить благодаря металла лей. срок службы дорна меньшему сопротивлению ремонтируемых дета 11863334Кроме того, изобретение может быть также использовано и для ремонта крестовин, для чего достаточно только заменить полуматрицы.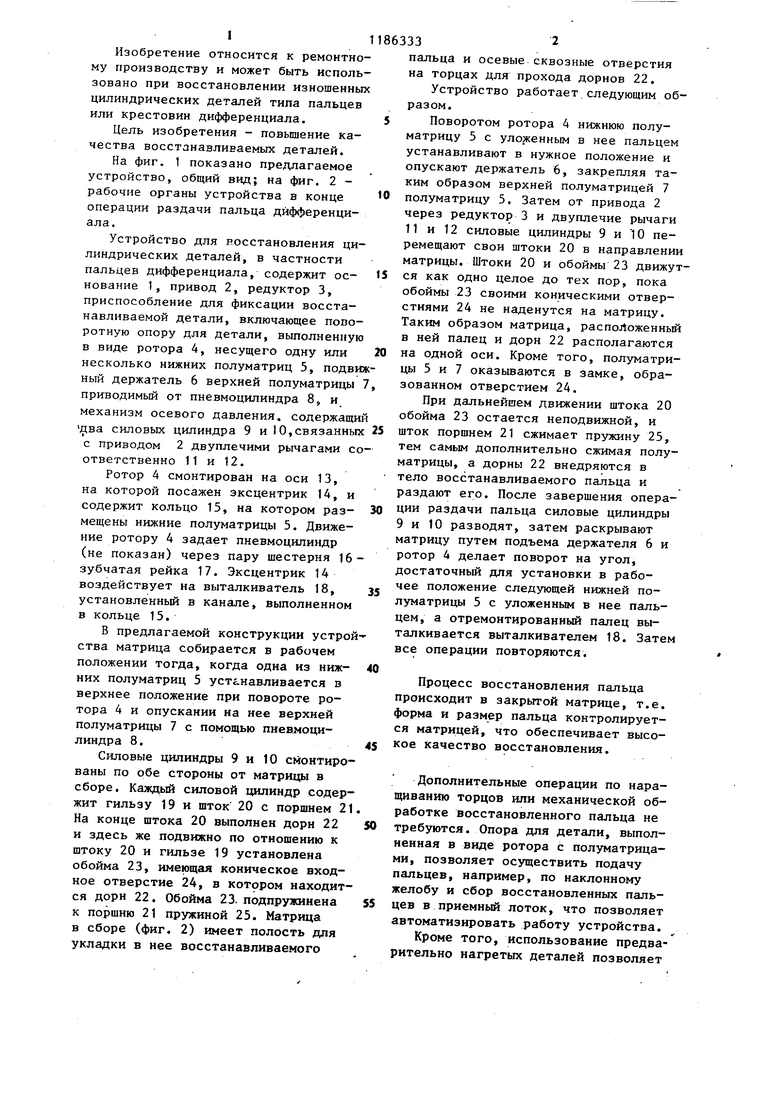
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых деталей методом раздачи их по диаметру | 1987 |
|
SU1465154A1 |
| Ковочный пакет для горячей безоблойной штамповки | 1986 |
|
SU1433619A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1982 |
|
SU1013186A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Устройство для формоизменения раздачей полых металлических заготовок | 1987 |
|
SU1417968A1 |
| Устройство для раздачи трубных заготовок | 1984 |
|
SU1292878A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1981 |
|
SU1031710A1 |
| Устройство для изготовления деталей типа турбинных лопаток | 1981 |
|
SU1030084A1 |
| Устройство для восстановления деталей | 1990 |
|
SU1742018A1 |
УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ РАЗДАЧИ, содержащее смонтированное в станине загрузоч-ное устройство в виде ротора, а также соосно установленные с двух тордов ротора с возможностью перемещения в осевом направлении дорны и конические обоймы, отличающееся тем, что, с целью повьшения качества восстановления, оно снабжено нижними полуматрицами, закрепленными по периферии ротора, и размещенной на станине верхней полуматрицей с приводом ее перемещения в направлении к полуматрице ротора, размещенной по оси дорнов, а диаметр заходного участка конического отверстия обоймы выполнен по о высоте торцовых частей (верхней и (Л нижней) полуматриц в сомкнутом положении.
| Автоматический станок для разделки концов трубок радиаторов | 1950 |
|
SU91690A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
