Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию.
Целью изобретения является повышение производительности и точности штамповки.
На чертеже изображен термоупругий пресс, разрез.
Пресс содержит кольцевой контейнер 1, размещенный в контейнере сердечник 2 с системой охлаждения в виде выполненных в сердечнике 2 каналов 3, клапана 4 подачи охлаждающей жидкости и трубопроводов 5, а также С нагревательными элементами 6, центральным отверстием 7 и рельефом на его наружной поверхности, устройство измерения теплового расширения сердечника 2 в виде последовательно соединенных между собой чувствительного элемента, датчика 8 перемещения, компаратора 9 и сигнализатора 10 окончания штамповки. При этом чувствительный элемент выполнен в виде размещенного в отверстии 7 сердечника 2 усеченного конуса 11с углом конусности больше угла самоторможения из материала с коэффициентом теплового расширения меньшим, чем у материала сердечника 2, отверстие 7 в сердечнике 2 выполнено в виде конуса с размерами, соответствующими размерам чувствительного элемента, а клапан А подачи охлаждающей жидкости связан с компаратором 9 и нагревательными элементами 6 сердечника 2.
Термоупругий пресс работает следующим образом.
После нагрева контейнера 1 в него помещают сердечник 2 с плотно надетой заготовкой. Сердечник 2 нагревается (от контейнера и нагревательных элементов) и, расширяясь, деформирует заготовку, а чувствительный элемент 11 из-за разности коэффициентов теплового линейного расширения перемещается вдоль оси термоупругого пресса. В процессе опускания чувствительного элемента 11 его положение фиксируется датчиком 8 перемещения, сигнал с котрого поступает на компаратор 9, где сравнивается текущее увеличение диаметра сердечника с заданным. В момент, соответствующий полному заполнению металлом рельефа сердечника 2, сигнализатор 10окончания штамповки, поданным компаратора 9 вырабатывает сигнал о завершении процесса (звуковой или световой). Кроме того, с компаратора 9 поступает сигнал на отключение нагревательных элементов 6 и открытие клапана А подачи охлаждающей жидкости.
Фиксация момента окончания штамповки позволяет увеличить выход годного за
счет снижения брака на недооформление детали и сократить время процесса.
Формула изобретения Термоупругий пресс, преимущественно
для штамповки, сребренных оболочек, содержащий кольцевой контейнер, размещенный в контейнере сердечник с центральным отверстием и рельефом на его наружной поверхности, а также систему охлаждения в
виде выполненных в сердечнике каналов, отличающийся тем, что, с целью повышения производительности и точности штамповки, он снабжен устройством измерения теплового расширения сердечника,
выполненным в виде последовательно соединенных между собой чувствительного элемента, датчика перемещения, компаратора и сигнализатора окончания штамповки, при этом чувствительный элемент
выполнен в виде размещенного в отверстии сердечника усеченного конуса с углом конусности больше угла самоторможения из материала с коэффициентом теплового расширения меньшим, чем у материала сердечника, сердечник снабжен нагревательными элементами, отверстие в нем выполнено в виде конуса с размерами, соответствующими размерам чувствительного элемента, система охлаждения выполнена с клапаном
подачи охлаждающей жидкости, связанным с компаратором и нагревательными элементами сердечника.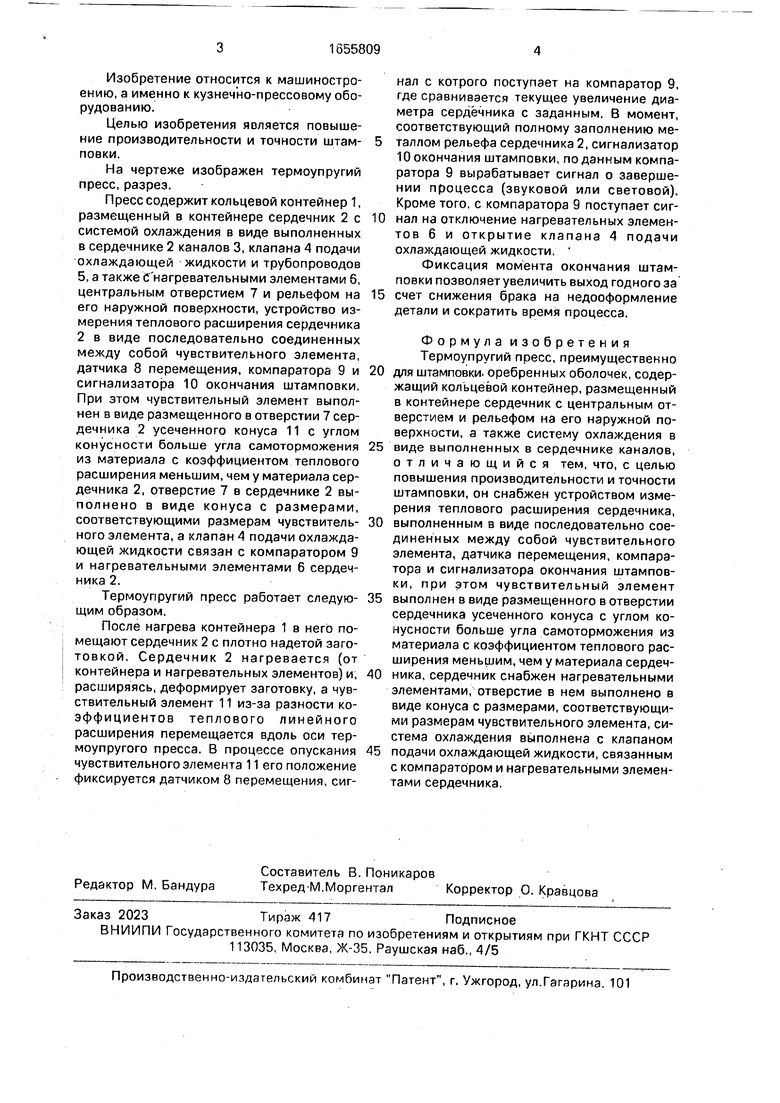
| название | год | авторы | номер документа |
|---|---|---|---|
| Термоупругий пресс | 1989 |
|
SU1676824A1 |
| Термоупругий пресс | 1990 |
|
SU1708640A1 |
| Термоупругий пресс | 1980 |
|
SU944950A1 |
| Термический пресс | 1976 |
|
SU601180A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Термический пресс | 1986 |
|
SU1390070A1 |
| Узел охлаждения термического пресса | 1979 |
|
SU854741A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ СЛОЖНОПРОФИЛЬНЫХ НАНОСТРУКТУРНЫХ КОНСТРУКЦИОННЫХ И ФУНКЦИОНАЛЬНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2508961C2 |
| Термический пресс | 1978 |
|
SU804521A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию для штамповки оребренных оболочек. Цель изобретения - повышение производительности и точности штамповки. Пресс содержит контейнер (К) 1, сердечник (С) 2 с конусным отверстием 7 и устройство измерения теплового расширения С 2 в виде 10 последовательно соединенных между собой размещенного в отверстии 7 С 2 усеченного конуса 11 из материала с коэффициентом теплового линейного расширения меньшим, чем у материала С 2, датчика 8 перемещения, компаратора 9 и сигнализатора 10 окончания штамповки. Пресс снабжен охлаждающей системой с клапаном 4, связанным с сигнализатором 10. После нагрева К 1 в него помещают С 2 с плотно надетой заготовкой. По мере нагрева С 2 конус 11 перемещается вдоль оси С 2. После достижения положения, соответствующего полному заполнению рельефа С 2, компаратор 9 формирует сигнал об окончании штамповки, с него поступает сигнал на включение сигнализатора 10, отключение нагревательных элементов и открытие клапана 4 подачи жидкости. 1 ил. w Ё О ел ел 00 о о
| Термический пресс | 1978 |
|
SU804521A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
