Изобретение относится к обработке металлов давлением, в частности к оборудованию для термоупругой штамповки оребренных обечаек.
Цель изобретения - расширение технологических возможностей термрпресса за счет увеличения рабочего хода сердечника.
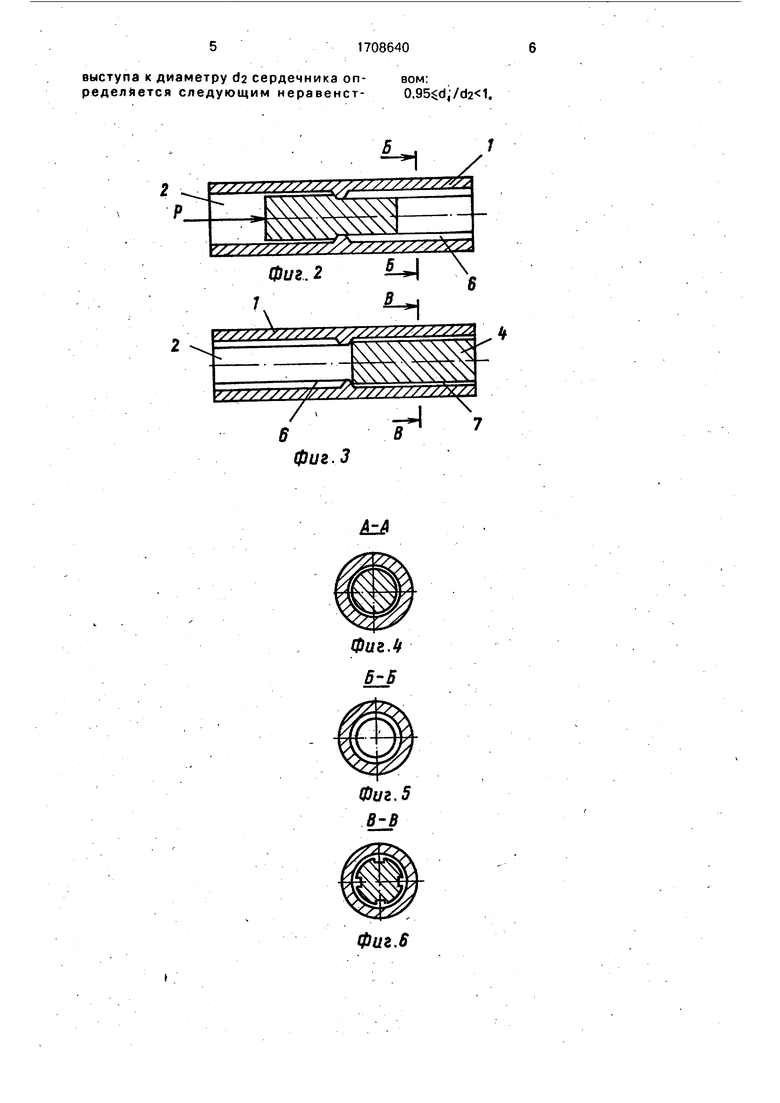
На фиг. 1 представлена схема устройства, сердечник расположен в левой полости: на фиг. 2 - схема устройства в момент перемещения сердечника; на фиг. 3 - схема устройства при расположении сердечника в правой полости; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 2; на фиг. 6-разрез В-В на фиг. 3.
Термоупругий пресс состоит из цилиндрического контейнера 1 с двумя формообразующими полостями: левой 2 и правой 3, размещенного внутри контейнера 1 сердечника 4 из материала с эффектом памяти формы, узла деформирования сердечнмк.а, выполненного в виде кольцевого выступа 5 на внутренней поверхности контейнера 1 и размещенного между полостями 2 и 3. Отношение диаметра кольцевого выступа 5 к диаметру сердечника 4 определяется следующим неравенством:
0,95 di/d2 1,
где di - внутренний диаметр кольцевого выступа;
d2 - диаметр сердечника.
Выбор соотношения определяется следующим образом.
Максимально возможная степень де. формации сердечника из материала с эффектом памяти формы составляет около 10%. Другими словами, справедливо отношение
()/d ,1 и далее
d2°/d 0,1;
О.
-4 0,9 или di/d2 0,95, что является - d
нижней границей соотношения размеров. Полное же отсутствие предварительной деформации сердечника достигается при равенстве или di/d2 1.
Таким образом,
0,95 di/d2 1,
Очевидно, что в этом соотношении учтены деформац| онные возможности всего спектра известных сплавов с эффектом па мяти формы.
Термоупругий пресс работает следующим образом.
Заготовку 6 помещают в правую полость 3 контейнера 1. Сердечник 4 в это время расположен в левой полости 2 (фиг. 1). Послеэтого к торцу сердечника 4 прикладывают нагрузку, например, посредством пуансона (не показан), которая заставляет сердечник 4 д вформироваться, перемещаясь через образованный кольцевым выступом 5 калибровочный канал в правую полость 3 (фиг. 2). При этом диаметр сердечника 4 уменьшается с d2 до di. Деформирование производят ари температуре проявления прямого мартенситного превращения у материала сердечника 4.
После этого термоупругий пресс нагревают до тeмпepatypы проявления эффекта памяти формы у материала сердечника 4. Сердечник 4 вспоминает форму и деформирует заготовку с получением рельефа на ее внутренней поверхности (фиг. 3).
После завершения штамповки термоупругий пресс охлаждают до температуры проявления прямого мартенситного превращения у материала Сердечника 4. В левую полость 2 контейнера 1 вставляют заготовку 6, сердечник 4 деформируют снова, перемещая его в левую полость 2 контейнера 1, а отштампованная обечайка 7
извлекается из правой полости 3.
Изобретение позволяет получить большую степень деформации заготовки при термоупругой штамповке по сравнению с известными техническими решениями.
Изменение соотношения di/d2 в указанных пределах при одном и том же внутреннем диаметре сердечника позволяет получать втулки одинакового внутреннего диаметра с различной толщиной стенки.
Кроме того, изменением соотношения di/d2 можно варьировать степень деформации заготовки и получать регламентированный уровень механических свойств применительно, например, к сталям и сплавам, проявляющим мартенситные превращения с изотермической кинетикой.
Формулаизобретения
Термоупругий пресс для штамповки цилиндрических обечаек с внутренним рельефом, включающий сердечник, выполненный из материала b эффектом памяти формы и узел деформирования сердечника, о т л и ч аю щ и и с я тем, что, с целью расширения технологических возможностей за счет увеличения рабочего хода сердечника, он снабжен цилиндрическим контейнером, охватывающим сердечник и имеющим две
формообразующие полости, а узел деформирования сердечника выполнен в виде размещенного между упомянутыми полостями кЪльцевого выступа на внутренней поверхности контейнера, причем отношение внутреннего диаметра di кольцевого
выступа к диаметру d2 сердечника оп- вомределйется следующим неравенст-0.95$d,.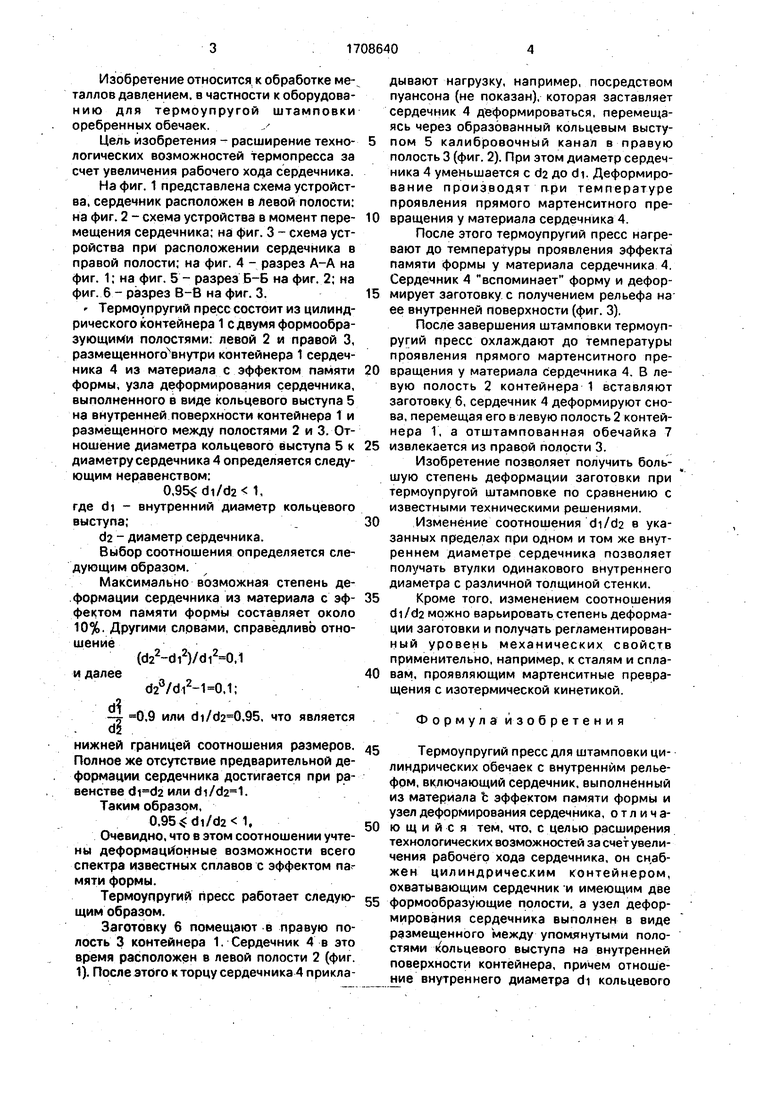
| название | год | авторы | номер документа |
|---|---|---|---|
| Термоупругий пресс | 1989 |
|
SU1655809A1 |
| Термоупругий пресс | 1980 |
|
SU944950A1 |
| Способ получения полых изделий с внутренним рельефом | 1989 |
|
SU1682210A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ СЛОЖНОПРОФИЛЬНЫХ НАНОСТРУКТУРНЫХ КОНСТРУКЦИОННЫХ И ФУНКЦИОНАЛЬНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2508961C2 |
| Термический пресс | 1978 |
|
SU804521A1 |
| Термоупругий пресс | 1989 |
|
SU1676824A1 |
| СПОСОБ ЗАДАНИЯ ДЕФОРМАЦИОННЫХ СВОЙСТВ В ОБРАЗЦАХ ИЗ СПЛАВА НИКЕЛИДА ТИТАНА ТН-1 | 2021 |
|
RU2792037C1 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ СПЛАВА НИКЕЛИДА ТИТАНА TH-1 | 2010 |
|
RU2451106C2 |
| Термический пресс | 1985 |
|
SU1320079A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ СПЛАВА, ОБЛАДАЮЩЕГО ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2007 |
|
RU2375467C2 |
Изобретение относится к обработке металлов давлением, в частности к оборудова-.нию для термоупругой штамповки оребренных обечаек. Цель изобретения - расширение технологических возможностей За счет увеличения рабочего хода сердечника. Термоупругий пресс содержиткольцевой контейнер 1 с двумя формообразующими полостями (П) и размещенным между ними кольцевым выступом 5. а также сердечник (С) 4. выполненный из материала с эффектом памяти формы (ЭПФ). причем отношение диаметра кольцевого выступа di к диаметру С d2 определяется следующим HepaBeHCTBOM:0.95^di/d2< 1.Перед началом штамповки С деформиру^ет^ерез калибровочный канал, образованный кольцевым выступом, с перемещением С из одной-П в другую, куда предварительно помещена заготовка 6. После нагрева С до температуры проявления ЭПФ он изменяет форму и производит штамповку заготовки с получением оребренной обечайки. По окончании процесса С деформируют, перемещая его полость, а обечайку извлекают из контейнера. 6 ил.слVJ о002:о>&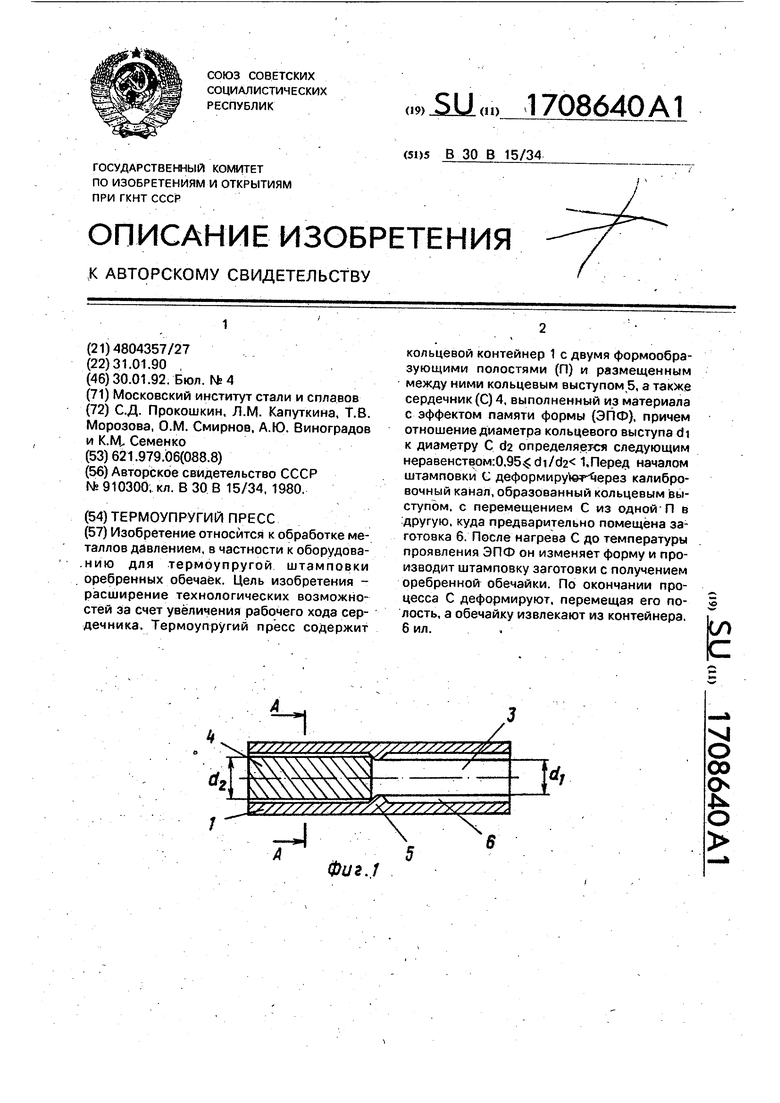
2
//
Фиг.З
М Ч
iSw
0
г
| Способ получения полых изделий с рельефом на внутренней поверхности | 1980 |
|
SU910300A1 |
| кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
