Изобретение относится к оборудованию для гальванической обработки, в частности к подвескам для эмалирования алюминиевых деталей типа колпачок, и может быть использована в автоматических линиях, имеющих большое количество ванн и подвесок.
Цель изобретения - упрощение конструкции, повышение надежкости фиксации и удобства монтажа деталей.
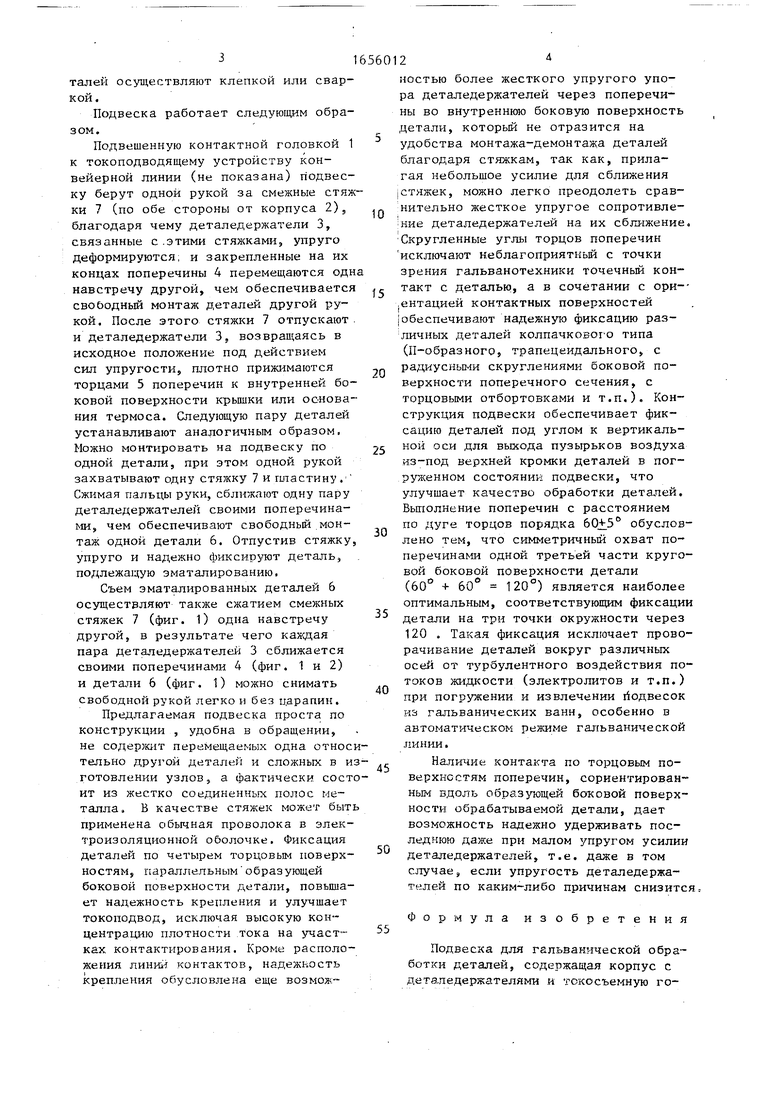
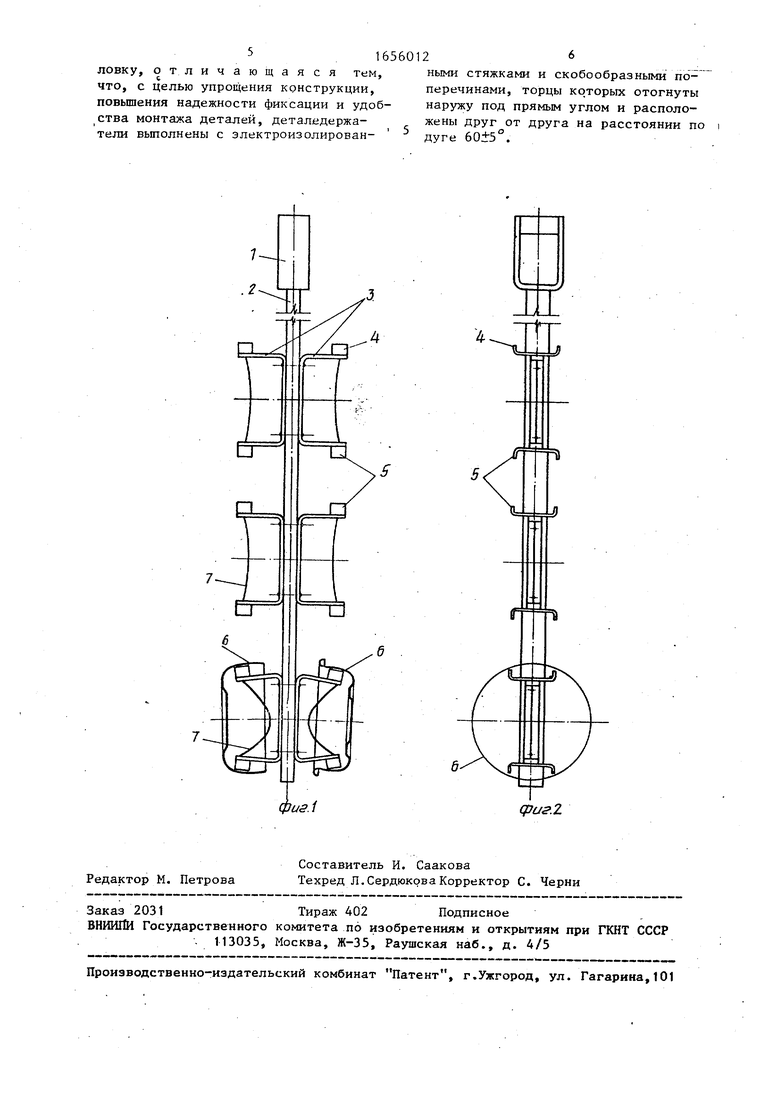
На фиг. 1 и 2 представлена подвеска, общий вид.
Подвеска состоит из токосъемной головки 1, жестко присоединенной к корпусу 2. На последнем симметрично относительно ее плоскости расположены пары деталедержателей 3, к концам которых присоединены поперечины 4 скобообразного сечения. Торцы 5 поперечин отогнуты наружу и сориентированы вдоль образующей детали 6, а углы торцов сьруглены.
Расстояние между торцами одной поперечины 10 - 11 см, что соответствует примерно 60 по дуге окружности, описанной вокруг них, что то же самое, по дуге окружности боковой поверхности обрабатываемой детали. Все детали деталедержателей соединены с корпусом алюминиевыми заклепками. Электроизолированные стяжки 7 закреплены с помощью отверстий поперечин 4 и могут быть в натянутом или прослабленном положении. Все детали подвески желательно выполнять из сходного по химическому составу материала, например алюминиевых сплавов АД-1, Д-16, АМГ, причем сплав Д-16, как наиболее упругий материал, следует применять для деталедержателей, несущих упругую нагрузку, а мягкий материал АМГ лучше применять для поперечин, что способствует улучшению контакта с деталью. Соединение деО
ел
Os
о
ю
талей осуществляют клепкой или сваркой.
Подвеска работает следующим образом.
Подвешенную контактной головкой 1 к токоподводящему устройству конвейерной линии (не показана) подвеску берут одной рукой за смежные стяж ки 7 (по обе стороны от корпуса 2), благодаря чему деталедержатели 3, связанные с этими стяжками, упруго деформируются, и закрепленные на их концах поперечины 4 перемещаются одн навстречу другой, чем обеспечивается свободный монтаж деталей другой рукой. После этого стяжки 1 отпускают и деталедержатели 3, возврап ясь в исходное положение под действием сил упругости, плотно прижимаются торцами 5 поперечин к внутренней боковой поверхности крышки или основания термоса. Следующую пару деталей устанавливают аналогичным образом, Можно монтировать на подвеску по одной детали, при этом одной рукой захватывают одну стяжку 7 и пластину. Сжимая пальцы руки, сближают одну пару деталедержателей своими поперечинами, чем обеспечивают свободный монтаж одной детали 6. Отпустив стяжку, упруго и надежно фиксируют деталь, подлежащую эматалированию.
Съем эматалированных деталей 6 осуществляют также сжатием смежных стяжек 7 (фиг. 1) одна навстречу другой, в результате чего каждая пара деталедержателей 3 сближается своими поперечинами 4 (фиг. 1 и 2) и детали 6 (фиг. 1) можно снимать свободной рукой легко и без царапин. Предлагаемая подвеска проста по конструкции , удобна в обращении, не содержит перемещаемых одна относительно другой деталей и сложных в изготовлении узлов, а фактически состоит из жестко соединенных полос металла. В качестве стяжек может быть применена обычная проволока в электроизоляционной оболочке. Фиксация деталей по четырем торцовым поверхностям, параллельным образующей боковой поверхности детали, повышает надежность крепления и улучшает токоподвод, исключая высокую концентрацию плотности тока на участках контактирования. Кроме расположения линии контактов, надежность крепления обусловлена еще возмозь
0
5
0
5
0
5
0
5
ностью более жесткого упругого упора деталедержателей через поперечины во внутреннюю боковую поверхность детали, который не отразится на удобства монтажа-демонтажа деталей благодаря стяжкам, так как, прилагая небольшое усилие для сближения Iстяжек, можно легко преодолеть сравнительно жесткое упругое сопротивление деталедержателей на их сближение. Скругленные углы торцов поперечин исключают неблагоприятной с точки зрения гальванотехники точечньй контакт с деталью, а в сочетании с ори-- ентацией контактных поверхностей обеспечивают надежную фиксацию различных деталей колпачковото типа (П-образного} трапецеидального, с радиусными скруглениями боковой поверхности поперечного сечения, с торцовыми отбортовками и т.п.). Конструкция подвески обеспечивает фиксацию деталей под углом к вертикальной оси для выхода пузырьков воздуха из-под верхней кромки деталей в погруженном состоянии подвески, что улучшает качество обработки деталей. Выполнение поперечин с расстоянием по дуге торцов порядка 6Q±5° обусловлено тем, что симметричный охват поперечинами одной третьей части круговой боковой поверхности детали (60 +60 120°) является наиболее оптимальным, соответствующим фиксации детали на три точки окружности через 120 . Такая фиксация исключает проворачивание деталей вокруг различных осей от турбулентного воздействия потоков жидкости (электролитов и т.п.) при погружении и извлечении подвесок из гальванических ванн, особенно в автоматическом режиме гальванической линии.
Наличие контакта по торцовым поверхностям поперечин, сориентированным вдоль образующей боковой поверхности обрабатываемой детали, дает возможность надежно удерживать последнюю даже при малом упругом усилии деталедержателей, т.е. даже в том случае, если упругость деталедержателей по каким-либо причинам снизится,
Формула изобретения
Подвеска для гальванической обработки деталей, содержащая корпус с детапедержателями и токосъемную головку, о
тличающая ся тем, что, с целью упрощения конструкции, повышения надежности фиксации и удобства монтажа деталей, деталедержа- тели выполнены с электроизолированными стяжками и скобообразными по- перечинами, торцы которых отогнуты наружу под прямым углом и расположены друг от друга на расстоянии по дуге 60±5°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для гальванической обработки деталей | 1986 |
|
SU1315529A1 |
| Подвеска для гальванической обработки деталей | 1988 |
|
SU1576595A1 |
| Устройство для нанесения локального гальванического покрытия | 1989 |
|
SU1703718A1 |
| БАРАБАН ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2019 |
|
RU2715272C1 |
| Устройство для гальванической обработки деталей | 1989 |
|
SU1730213A1 |
| Подвеска для гальванической обработки деталей | 1986 |
|
SU1344820A1 |
| Подвеска для гальванической обработки деталей | 1985 |
|
SU1298265A1 |
| Мольберт | 1990 |
|
SU1750652A1 |
| Подвеска для гальванической обработки деталей | 1985 |
|
SU1312122A1 |
| Подвеска для локальной гальванической обработки стержневых деталей с головкой типа болтов | 1985 |
|
SU1310457A1 |
Изобретение относится к гальванотехнике. Цель изобретения - упрощение конструкции, удобства монтажа деталей и повышение надежности фиксации. Цель достигается конструкцией деталедержателей, а именно выполнением их со скобообразными поперечинами и стяжками. Торцы поперечин отогнуты наружу под прямым углом и сориентированы вдоль образующей боковой поверхности детали. 2 ил.
изА
фаг.2
| Подвеска для гальванической обработки деталей | 1986 |
|
SU1341249A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Бартл Д., Мудрох О | |||
| Технология химической и электрохимической обработки поверхностей металлов | |||
| К.: Маш- гиз, 1961, с | |||
| Способ получения сульфокислот из нефтяных масел | 1911 |
|
SU428A1 |
| Приспособление для подвешивания тележки при подъемках сошедших с рельс вагонов | 1920 |
|
SU216A1 |
