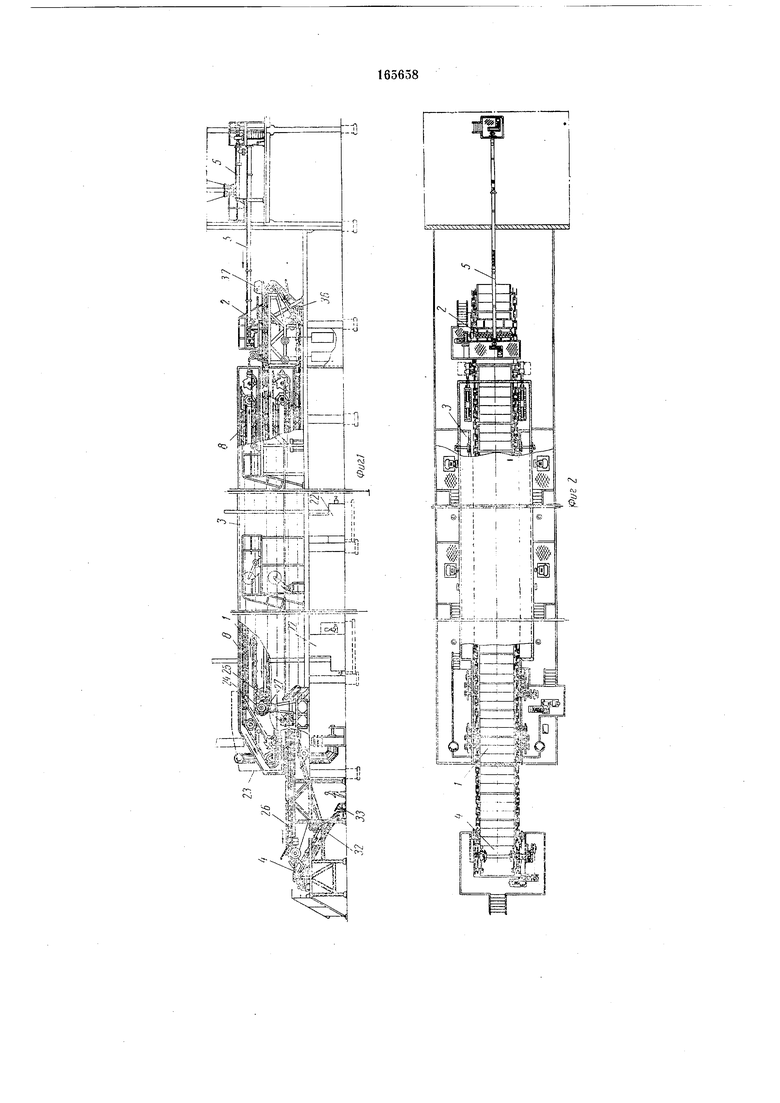
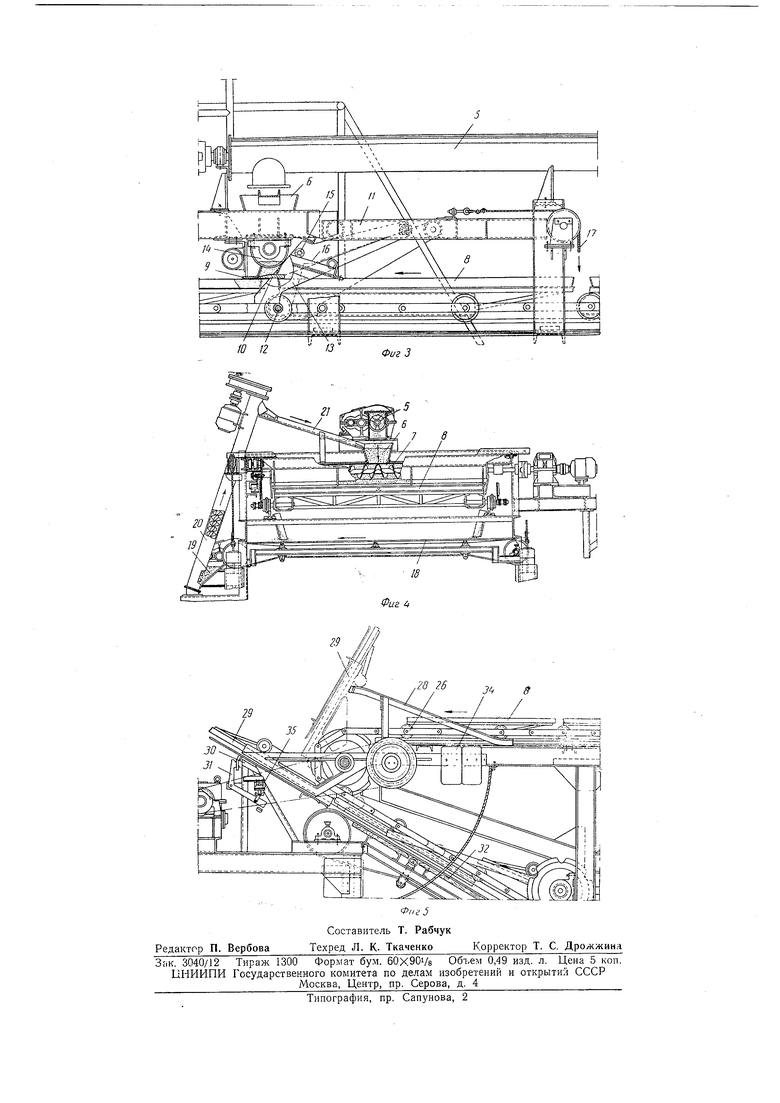
Известны установки для сушки тенлоизоляциоппых изделий, например плит, скорлуп, содержаидие многоярусный вертикально замкнутый конвейер, перемещающий изделия от загрузочного устройства через сущильную камеру к разгрузочному устройству. Предложенная установка отличается от известных тем, что на входной ветви конвейера размещено формовочное устройство, состоящее из винтового пресса, подающего теплоизоляционную массу в поддоны-тележки, и фасонной (или гладкой) виброрейки, формующей свободную поверхность изделий. Alexaнизм для передачи в горизонтальном положении с яруса на ярус поддонов-тележек с отформованными изделиями выполнен в виде двух сиихронно работающих профилированных звездочек, расположенных одна от другой на расстоянии, равном базе катков поддонов-тележек, входящих в гнезда профилированных звездочек. В установке применен запирающий щиток, перекрывающий зазоры между поддонами-тележками во время их прохождепия под формовочным устройством, а для механнзацнн процесса разгрузки поддонытележки выполнены опрокидывающимися навстречу новоротной платформе, принимающей н передающей высушенные изделия на разгрузочный транспортер. Такое выполнение установки позволяет осуществлять пепрерывный процесс формовки и сушки и повышает ее производительность. На фиг. 1 изображен общий вид установки; на фиг. 2 - вид установки сверху; на фиг. 3 - формовочное устройство; на фиг. 4 - поперечный разрез формовочного устройства и на фиг. 5 - разгрузочное устройство. Установка для формовки и сушки теплоизоляционных изделий содерлсит многоярусный вертикально замкнутый конвейер /, перемещающий изделия от формовочного устройства 2 через сушильную камеру 3 к разгрузочному устройству 4. Формовочное устройство размещено на входной ветви конвейера и состоит из смесителей 5 щнекового тина для неремешивания сухих компонентов с жидким щликером, бункера 6, расположенного посредине полотна конвейера, из которого с помощью винтового пресса 7 теплоизоляционная масса подается в поддоны-тележки 8. Свободная поверхность изделий формуется виброрейкой 9, имеющей гладкую форму при формовке плит и фасонную - при формовке скорлуп. Для предотвращения просыпания массы через зазоры между поддонами-тележками во время их прохождения под формовочным устройством применен запирающий щиток 10, жестко соединенный с кареткой П. Ширина щитка превышает ширину щели межЮ 2 13
Фиг 3
Фиг 4 Составитель Фиг J Т. Рабчук
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления профилированных минераловатных изделий | 1980 |
|
SU908781A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНОЙ КЕРАМИКИ Р.С.ЦАГОЛОВА | 1992 |
|
RU2018445C1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU973367A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1995 |
|
RU2054354C1 |
| Линия для изготовления жестких минераловатных плит из гидромассы | 1977 |
|
SU773034A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯИЗДЕЛИЙ | 1970 |
|
SU282996A1 |
| Автоматическая линия для разгрузки бетонных элементов на поддонах из сушильных вагонеток | 1982 |
|
SU1115906A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная система для транспортирования изделий на тележках | 1978 |
|
SU791571A1 |
| Способ загрузки транспортных тележек в сушильную камеру | 1981 |
|
SU1028983A1 |