(54) ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛБНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Подъемник-снижатель | 1979 |
|
SU850388A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ | 1973 |
|
SU407738A1 |
| Конвейерная линия для изготовления листовых асбестоцементных изделий | 1980 |
|
SU982924A1 |
| Технологическая линия для изго-ТОВлЕНия СТРОиТЕльНыХ издЕлий | 1978 |
|
SU808298A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
1
Изобретение относится к технике, предназначается для изготовления изделий из строительных и формовочных смесей и может быть использовано в промышленности строительных материалов, строительной и литейной промышленности.
Известна конвейерная установка для изготовления железобетонных изделий, содержащая формовочный конвейер с формами, вагонетками, технологическим оборудованием и камерой термообработки, выполненной многоярусной, по торцам которой установлены синхронно работающие подъемники-снижатели подачи и выгрузки форм, а на посту формования конвейера смонтирован стационарных подъемник-снижатель 1.
Наиболее близкой к изобретению является технологическая линия для изготовления строительных изделий, включающая формовочный конвейер с подвижными формами, оборудование для подготовки форм, зарядки их арматурой, виброформующее и виброуплотняющее устройства, механизмы доводки, распалубки, термокамеры, расположенные в плоскости, параллельной формовочному конвейеру, многоярусную термокамеру, конвейера возврата форм, подъемники-снижатели, смонтированные по концам конвейеров и подвижный бетонораздаточный бункер, установленный на эстакаде, соединяющей бетонный узел с бетоноукладчиком 2.
Известные установки не решают задачи повыщения производительности и гибкости технологии и организации производства широкой и изменяемой во времени номенклатуры изделий повышенной заводской готовности с одновременным сокращением цикла формования изделий.
Цель изобретения - повышение производительности и технологических возможностей линии.
Указанная цель достигается тем, что на технологической линии для изготовления 15 строительных изделий, включающей формовочный конвейер с подвижными формами, оборудование для подготовки форм, зарядки их арматурой, виброформовочное и виброуплотняющее устройства, механизмы доводки, распалубки, термокамеры, расположенные в плоскости, параллельной формовочному конвейеру, многоярусную термокамеру, конвейера возврата форм, подъмники-снижатели, смонтированные по концам конвейеров, и подвижный бетонораздаточный буккер, установленный на эстакаде, соединяющей бетонный узел с бетоноукладчиком, термокамеры, расположенные в плоскости, параллельной формовочному конвейеру, выполнены разомкнутыми, а в разрыве между их частями установлена многоярусная термокамера, которая выполнена разомкнутой, расположена в плоскости, перпендикулярной формующему конвейеру и снабжена подъемником-снижателем с поворотной платформой для сообщения ярусов многоярусной термокамеры с ветвями формовочпого конвейера, причем разомкнутые термокамеры, расположенные в плоскости параллельной формовочному конвейеру выполнены многоярусными.
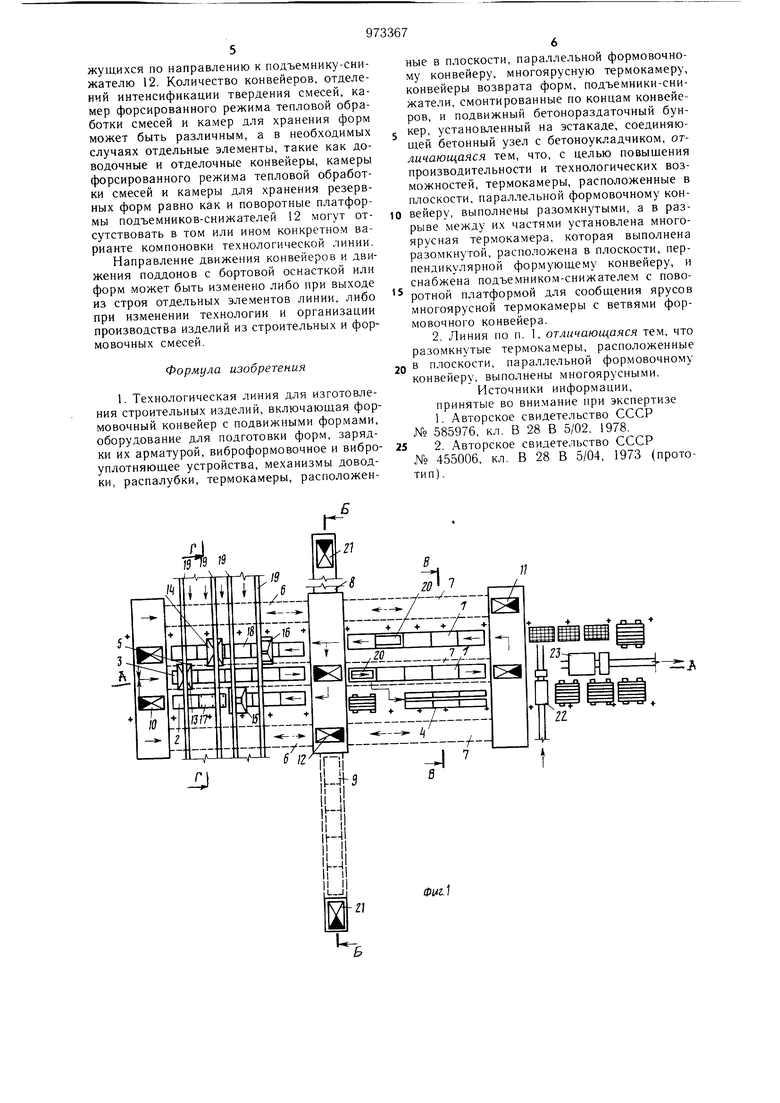
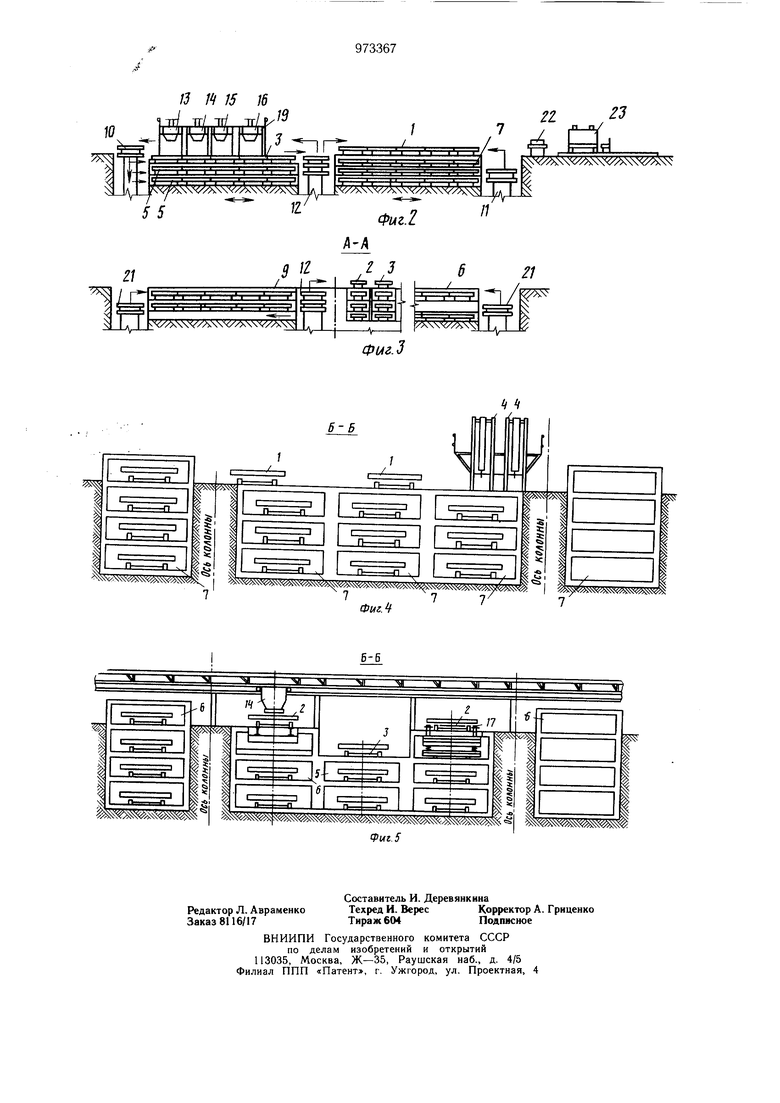
На фиг. 1 изображена технологическая линия, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - то же, сечение Б-Б на фиг. 1; на фиг. 4 - то же, сечение В-В на фиг. 1; на фиг. 5 - то же, сечение Г-Г на фиг. 1.
Технологическая линия изготовления изделий содержит подготовительный конвейер для перемещения поддонов с бортовой оснасткой 1, формующий конвейер для перемещения поддонов с бортовой оснасткой 2, доводочный конвейер для перемещения поддонов с бортовой оснасткой 3, отделочный конвейер для перемещения изделий 4, камера форсированного режима тепловой обработки отформованных смесей 5, отделения интенсификации твердения отформованных смесей б и 7, разомкнутая многоярусная камера для резервных форм и для форсированной тепловой обработки изделий 8 и 9, передвижные подъемники-снижатели без поворотной платформы 10 и 11, передвижные подъемники-снижатели с поворотной платформой 12, укладчики смеси 13-16, виброплощадки 17, эстакада подачи смеси 19, поддон с бортовой оснасткой или форма 20, подъемник-снижатель 21, тележка для подачи армокаркасов 22, тележка для вывоза готовых изделий 23.
Работа технологической линии осуществляется следующим образом.
При включении подготовительного конвейера 1, находящиеся на нем поддон или форма 20, движутся по направлению к подъемникам-снижателям 11, затем с помощью одного подъемника-снижателя 11 поддон или форма перегружаются на один из параллельных подготовительных конвейеров 1 и движутся по направлению к передвижным подъемникам-снижателям с поворотной платформой 12. На подготовительных конвейерах с помощью соответствующего типового оборудования проводятся операции по механизированной подготовке форм (распалубке, чистке, съему изделий, смазке, сборке форм и т. д.).
Подготовленные поддоны с бортовой оснасткой или формы подаются конвейером 1 на передвижной подъемник-снижатель 12 и с его помощью устанавливаются на один
из параллельно расположенных в одном или разных уровнях формующих конвейеров 2. На формующих конвейерах укладка смеси производится послойно или на весь объем формооснастки с помощью последовательно расположенных смесеукладчиков 13-16, при этом укладчики смеси 15 и 16 могут попеременно производить укладку смеси в поддон с бортовой оснасткой или формы, установленные на параллельных формующих конвейерах.
Уплотнение смеси проводится с помощью виброплощадок 17 и 18 и вибронасадки, закрепленной на укладчиках смеси 15. Заглаживание смеси проводится с помощью вращающегося ролика, закрепленного на укладчике смеси 13. Отформованное изделие на поддоне с бортовой оснасткой или в форме подается одним из формующих конвейеров на передвижной подъемник-снижатель 10 и устанавливается либо в отсеки отделений интенсификации твердения смесей 6, расположенные в разных уровнях, либо подаются на параллельные камеры форсированного режима тепловой обработки смесей 5, либо на доводочные конвейеры 3, расположенные в одном или разных уровнях.
На доводочном конвейере отформованные изделия подвергаются дополнительным доводочным операциям (затирка или укладка крощки и т. д.).
После прохождения тепловой обработки изделий в отделении интенсификации твердения смесей 6 поддон с бортовой оснасткой или формы с изделиями подаются на подъемник-снижатель 12 и с его помощью устанавливаются на подготовительный конвейер 1, а снятое с подготовительного конвейера изделие подается на отделочный конвейер 4.
В случае, если поддон с бортовой оснасткой или форма резервируется, она с помощью подъемника-снижателя с поворотной платформой 12 устанавливается в многоярусную камеру для резервных форм 8 или 9, а взамен ее на подъемник-снижатель 12 из многоярусной камеры путем неоднократного перемещения форм из яруса в ярус, поддон с бортовой оснасткой с помощью подъемника-снижателя 12 устанавливается на подготовительный конвейер 1. Аналогично может быть организовано и форсирование тепловой обработки остродефицитных изделий после проведения операций на доводочном конвейере 3 или в камере форсированного режима тепловой обработки 5.
При относительно мягких режимах тепловой обработки поддон с бортовой оснасткой или форма после прохождения доводочных операций или прохождения форкамеры 5 устанавливается на подъемник-снижатель 12 и подается в отделения интенсификации твердения смесей 7, а затем устанавливается на подъемник-снижатель 11 и подается на один из параллельно установленных конвейеров подготовительного отделения, движущихся по направлению к подъемнику-снижателю 12. Количество конвейеров, отделений интенсификации твердения смесей, камер форсированного режима тепловой обработки смесей и камер для хранения форм может быть различным, а в необходимых случаях отдельные элементы, такие как доводочные и отделочные конвейеры, камеры форсированного режима тепловой обработки смесей и камеры для хранения резервных форм равно как и поворотные платформы подъемников-снижателей 12 могут отсутствовать Б том или ином конкретном варианте компоновки технологической линии. Направление движения конвейеров и движения поддонов с бортовой оснасткой или форм может быть изменено либо при выходе из строя отдельных элементов линии, либо при изменении технологии и организации производства изделий из строительных и формовочных смесей.
Формула изобретения
ные в плоскости, параллельной формовочному конвейеру, многоярусную термокамеру, конвейеры возврата форм, подъемники-снижатели, смонтированные по концам конвейеров, и подвижный бетонораздаточный бункер, установленный на эстакаде, соединяющей бетонный узел с бетоноукладчиком, огличающаяся тем, что, с целью повышения производительности и технологических возможностей, термокамеры, расположенные в плоскости, параллельной формовочному конвейеру, выполнены разомкнутыми, а в разрыве между их частями установлена многоярусная термокамера, которая выполнена разомкнутой, расположена в плоскости, перпендикулярной формующему конвейеру, и снабжена подъемником-снижателем с поворотной платформой для сообщения ярусов многоярусной термокамеры с ветвями формовочного конвейера.
в плоскости, параллельной формовочному конвейеру, выполнены многоярусными.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 585976, кл. В 28 В 5/02, 1978.
№ 455006, кл. В 28 В 5/04, 1973 (прототип).
/J W /5 Ю тт/ тг/ тт/ тг/Рх vX xX XXV/WVVW X .Фиг.2
Фмг.З
