Известны установки для изготовления железобетонных изделий, включающие конвейер для перемещения телел ек с формами, привод, формовочные и распалубочные посты и пропарочную камеру.
Однако известные установки имеют много Р.ЯЗЛИЧНЫХ механизмов, пропарочная камера в HFX занимает значительную площадь, а из-за отсутствия зоны выдержки изделия сразу подвергаются тепловой обработке, что снижает их качество.
Цель настоящего изобретения - повысить производительность и упростить транспортные операции.
Достигается это тем, что пропарочная камера выполнена с перегородками, разделяющими ее на зоны, а конвейер для перемещения форм выполнен с двумя кри волинейными направляющими, поддерживающими звездочками и трехосными тележками, связанными между собой непрерывными гибкими тяговыми нитями.
Кроме того, с целью удержания тележек с формами в горизонтальном положении при их подъеме и опускании, направляющая в конце горизонтального участка выполнена с тремя прорезями в виде полуокружностей, нейтральная ось которых равна диаметру начальной окружности звездочки, а щирица прорези-:-. диаметру полускатов тележки.
И наконец, целью изобретения является одновременное передвижение, подъем ,и опускание тележек с формами. Достигается это тем, что оси средних полускатов выступают на величину, равную ширине звездочки, за которую закреплены тяговые нити.
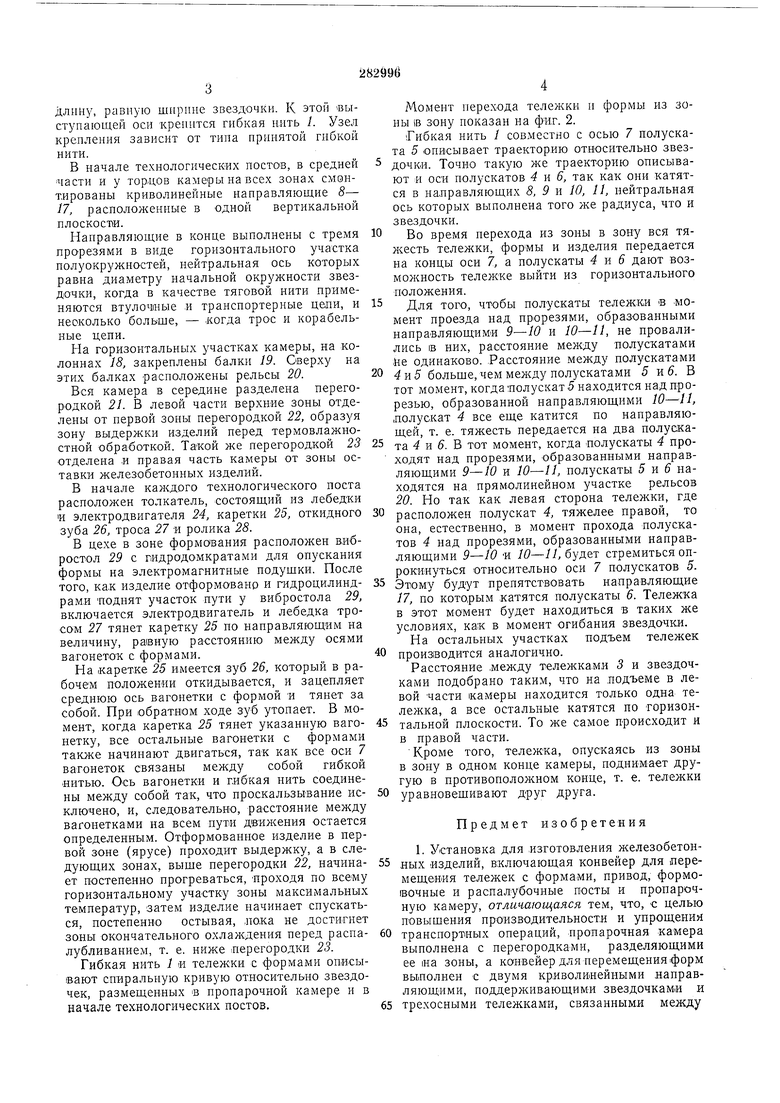
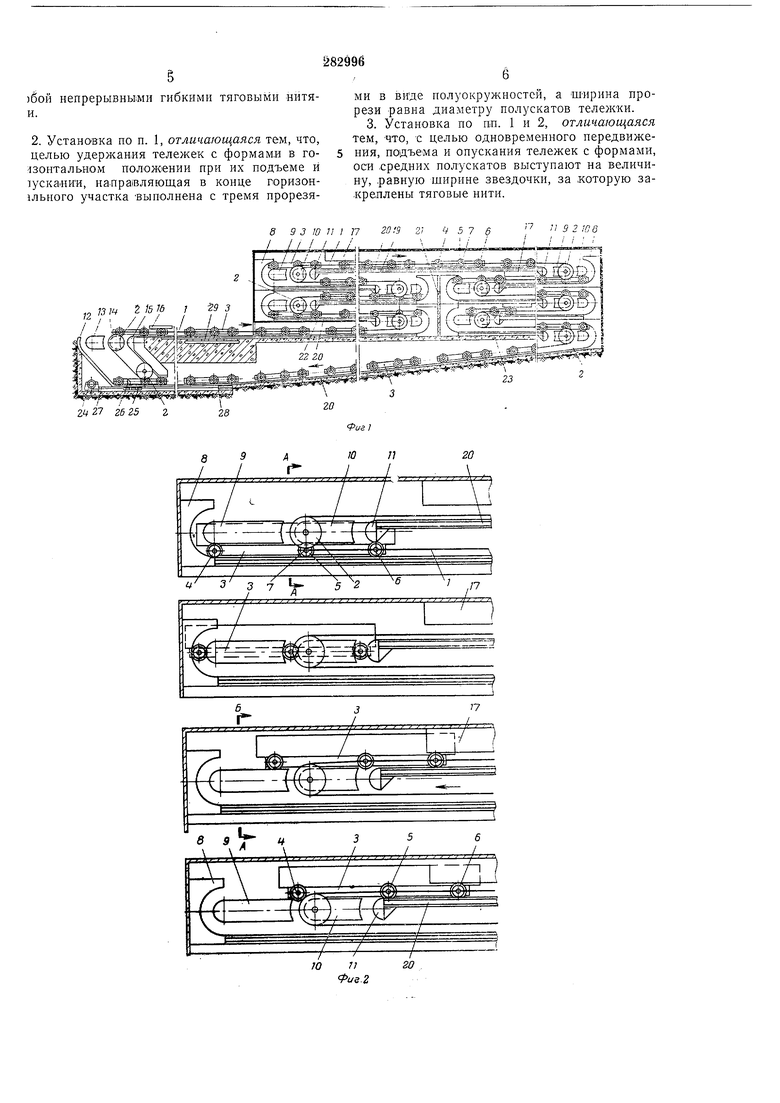
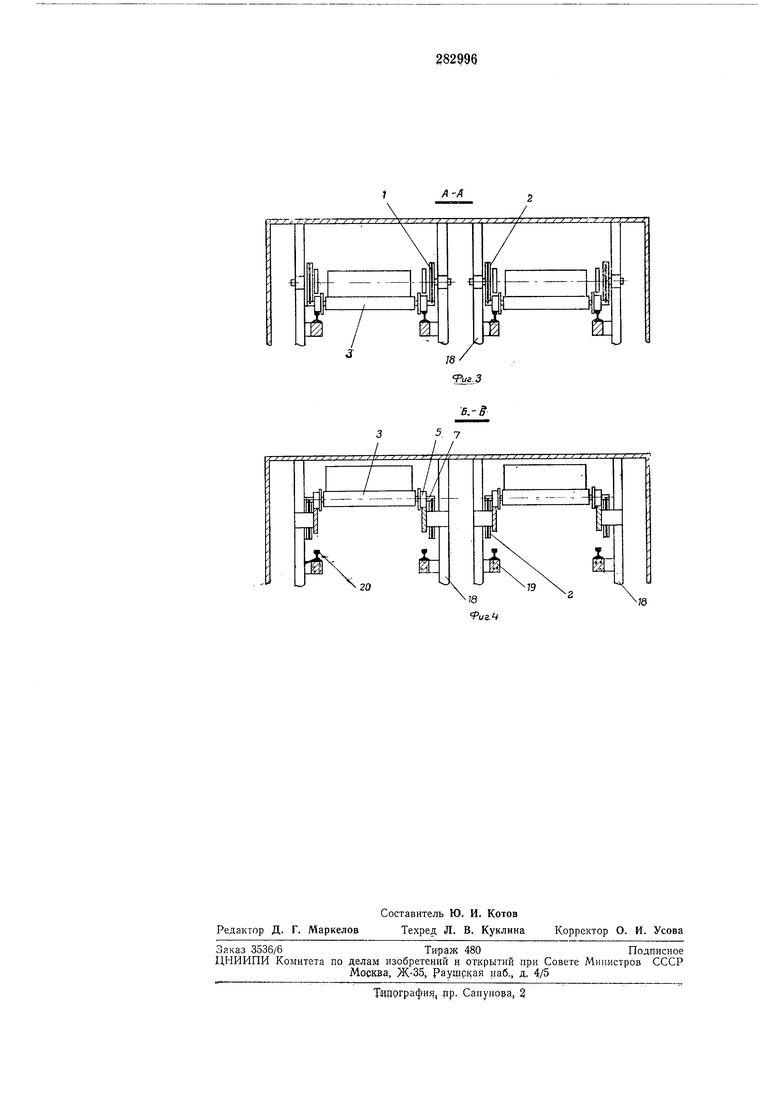
На фиг. 1 показаны посты формовки и пропарочная камера, продольный разрез; на фиг. 2 - передача тележки с формой с яруса на Ярус; на фиг. 3 - поперечный разрез по Л-А на фиг. 2; на фиг. 4 - поперечный разрез по Б-Б на фиг. 2.
Установка для изготовления железобетонных изделий состоит их технологических посТОВ. пропарочной камеры и конвейера.
Технологические посты размещены в цехе. Пропарочная камера, с целью сокращения производственных площадей, вынесена за пределы цеха. Камера по всей длине разделена
на зоны. Во всех зонах камеры смонтирован непрерывный многоярусный конвейер, состоящий из двух гибких тяговых нитей 1 (трос, корабельная цепь, втулочная цепь и т. д.), которые огибают поддерживающие звездочки 2,
расположенные в начале технологических постов и во всех зонах пропарочной камеры. длину, равную ширине звездочки. К этой .выступающей оси кренится гнбкая н.нть 1. Узел KpenvieHHH зависит от типа нрниятой гибкой нити. В начале технологических постов, в средней части и у тордов камеры на всех зонах смонтированы криволинейные направляющие 8- 17, располол енные в одной вертикальной ПЛОСКОСТ1И. Нанравляющие в конце выполнены с тремя прорезямн в виде горизонтального участка полуокружностей, нейтральная ось которых равна диаметру начальной окружности звездочки, когда в качестве тяговой нити применяются втулочиые и транснортерные цели, и несколько больше, - -когда трОС и корабельные цепи. На горизонтальных участках камеры, на колоннах 18, закреплены балки 19. Сверху на этих балках расположены рельсы 20. Вся камера в середине разделена нерегородкой 21. В левой части верхние зоны отделены от первой зоны перегородкой 22, образуя зону выдержки изделий перед термовлажностной обработкой. Такой же перегородкой 23 отделена и правая часть камеры от зоны оставки железобетонных изделий. В начале каждого технологического поста расположен толкатель, состоящий из лебедки и электродвигателя 24, каретки 25, откидного зуба 26, троса 27 я ролика 28. В цехе в зоне формования расположен вибростол 29 с гидродОМкратами для опускания формы на электромагнитные подушки. После того, как изделие отформовано и гндроцилиндрами ПОДНЯТ участок пути у вибростола 29, включается электродвигатель и лебедка тросом 27 тянет каретку 25 но направляющим на величину, равную расстоянию между осями вагонеток с формами. На каретке 25 имеется зуб 26, который в рабочем положении откидывается, и зацепляет среднюю ось вагонетки с формой и тянет за собой. При обратном ходе зуб утопает. В момент, когда каретка 25 тянет указанную вагонетку, все остальные вагонетки с формами таюке начинают двигаться, так как все оси 7 вагонеток связаны между собой гибкой НИТЬЮ. Ось вагонетки и гибкая нить соединены между собой так, что нроскальзьгвание исключено, и, следовательно, расстояние между вагонетками на всем пути остается определенным. Отформованное изделие в первой зоне (ярусе) проходит выдержку, а в следующих зонах, выше перегородки 22, начинает постепенно прогреваться, лроходя по всему горизонтальному участку зоны максимальных температур, затем изделие начинает снускаться, постененно остывая, лока не достигнет зоны окончательного охлаждения перед распалубливанием, т. е. ниже перегородки 23. 10 15 20 25 30 35 40 45 50 55 60 65 Момент перехода тележки и формы из зоны 1В зону показан на фиг. 2. Гибкая нить / совместно с осью 7 полуската 5 описывает траекторию относительно звездочки. Точно такую же траекторию онисывают и оси полускатов 4 и 6, так как они катятся в налравляющих 8, 9 и 10, 11, нейтральная ось которых выполнена того же радиуса, что и звездочки. Во время нерехода из зоны в зону вся тяжесть тележки, формы и изделия передается на концы оси 7, а полускаты 4 и 6 дают возможность тележке выйти из горизонтального положения. Для того, чтобы полускаты тележки в момент проезда над прорезями, образованными направляющими 9-10 и 10-11, не нровалились IB них, расстояние между нолускатами йе одинаково. Расстояние между полускатами 4и5 больще,чем между полускатами 5 и 6. В тот момент, когда полускат 5 находится над прорезью, образованной направляющими 10-11, лолускат 4 все еще катится по направляющей, т. е. тяжесть передается на два нолуската 4 и 6. Ъ тот момент, когда лолускаты 4 проходят над прорезями, образованными направляющими 9-W и 10-11, нолускаты 5 я 6 находятся на прямолинейном участке рельсов 20. Но так как левая сторона тележки, где расположен лолускат 4, тяжелее нравой, то она, естественно, в момент прохода полускатов 4 над прорезями, образованными направляющими 9-10 и , будет стремиться опрокинуться относительно оси 7 нолускатов 5. Этому будут лрепятствовать направляющие 17, по которым катятся полускаты 6. Тележка в этот момент будет находиться в таких же условиях, как в момент огибания звездочки. На остальных участках подъем тележек производится аналогично. Расстояние между тележками 3 и звездочками подобрано таким, что на лодъеме в левой части камеры находится только одна тележка, а все остальные катятся по торизонтальной плоскости. То же самое происходит и в правой части. Кроме того, тележка, опускаясь из зоны в зону в одном конце камеры, поднимает другую в противоположном конце, т. е. тележки уравновешивают друг друга. Предмет изобретения 1. Установка для .изготовления железобетонных изделий, включающая конвейер для перемещения тележек с формами, привод, формовочные и раслалубочные посты и пропарочную камеру, отличающаяся тем, что, с целью повыщения производительности и упрощения транспортных операций, пропарочная камера выполнена с перегородками, разделяющими ее 1на зоны, а конвейер для перемещения форм выполнен с двумя криволинейными направляющими, поддерживающими звездочками и трехосными тележками, связанными между )6ой непрерывными гибкимн тяговымн нитяи. 2. Установка по п. 1, отличающаяся тем, что, целыо удержания тележек с формами в го-5 13онтальн10м положении при их подъеме и lycKa HHH, направляющая в конце горизон1льного участка выполнена с тремя прорезяв 9 3 Ю 11 I 17 I 11 I / /,, / / гц 27 26 25 ми в виде полуокружностей, а ширина прорези равна диаметру полускатов тележки. 3. Установка по пп. 1 и 2, отличающаяся тем, что, с целью одновременного передвижения, подъема и опускания тележек с формами, оси .средних полускатов выступают на величину, .равную ширине звездочки, за которую за-креплены тяговые нити. V 5 7 5
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1961 |
|
SU147494A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ФОРМОВОЧНЫХ МАСС | 1971 |
|
SU305069A1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| Поточная линия для производства керамических изделий | 1981 |
|
SU986797A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Пропарочная камера | 1978 |
|
SU800170A1 |
| Установка для изготовления железобетонных изделий | 1973 |
|
SU476165A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1978 |
|
SU776921A1 |
| Конвейерная линия для изготовления строительных изделий | 1980 |
|
SU897517A1 |
| Подвесной толкающий конвейер | 1988 |
|
SU1668229A1 |
Ъ -i У 5
/7
Xl-Д
7d
