Изобретение относится к технологическому оборудованию для изготовления магнитопроводов электрических машин и может быть использовано в электротехнической промышленности.
Цель изобретения - повышение качества изготовления магнитопровода путем устранения погрешностей геометрической формы его зубцовой зоны.
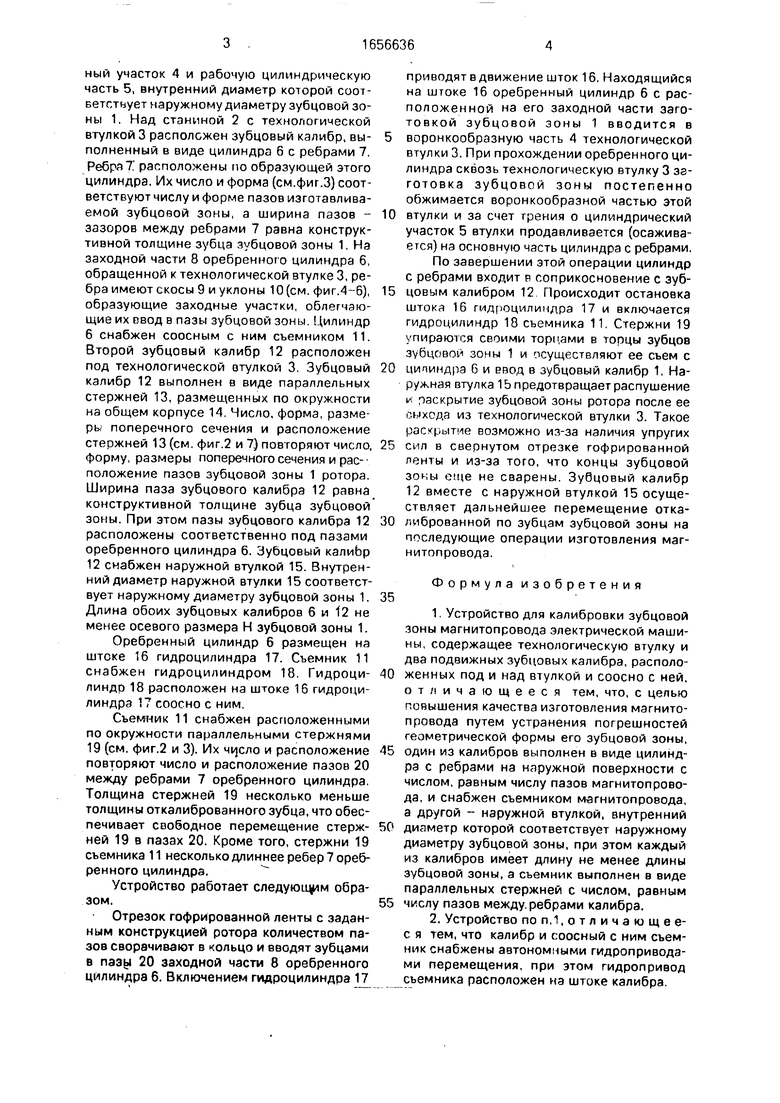
На фиг. 1 показана изготавливаемая зуб- цовая зона ротора, имеющая пазы, обращенные внутрь; на фиг.2 - основные узлы предлагаемого устройства, вертикальное сечение; на фиг.З - сечение А-А на фиг.2; на
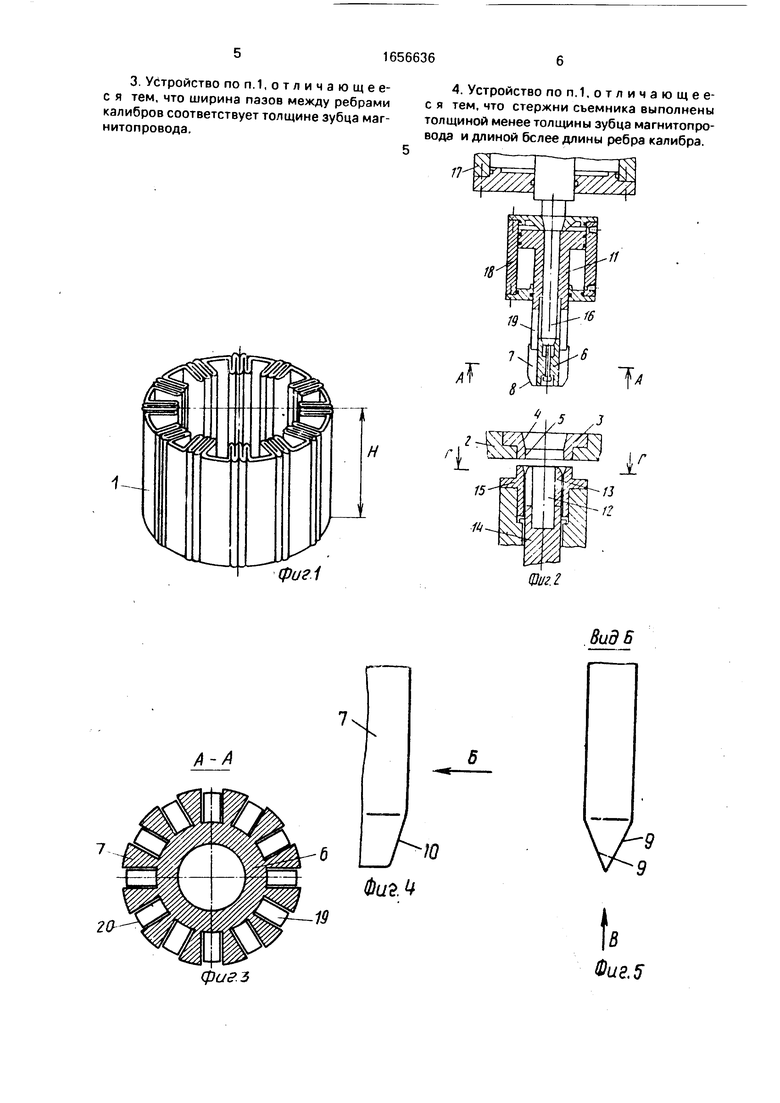
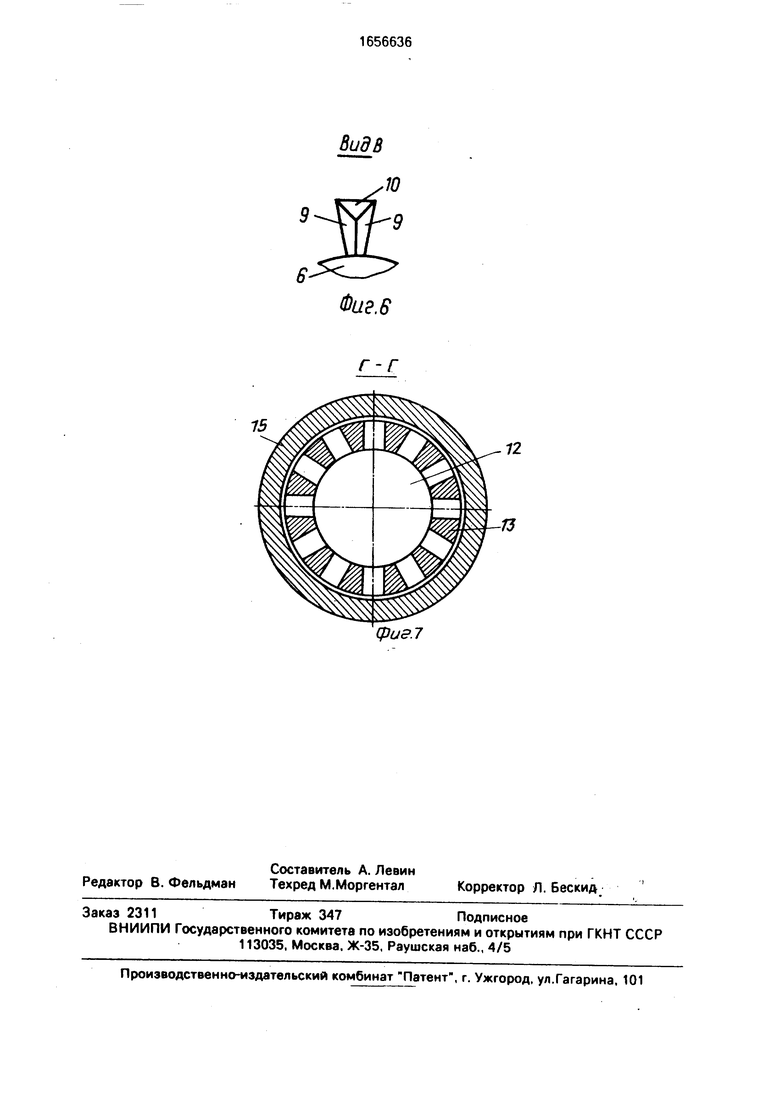
фиг.4 - ребро цилиндра в заходной части; на фиг.5 - вид по стрелке Б на фиг.4; на фиг.6 - вид по стрелке В на фиг.5; на фиг.7- сечение Г-Г на фиг.2.
Устройство предназначено для калибровки зубцов зубцовой зоны 1, изготавливаемой из отрезка гофрированной ленты путем ее сворачивания пазами внутрь, т.е. к центру зубцовой зоны. Такая зубцовая зона предназначена, как правило, для изготовления магнитопровода ротора.
На станине 2 устройства размещена технологическая калибрующая втулка 3. которая содержит воронкообразный приемо
СП
о о со
0
ный участок 4 и рабочую цилиндрическую часть 5, внутренний диаметр которой соответствует наружному диаметру зубцовой зоны 1. Над станиной 2 с технологической втулкой 3 расположен зубцовый калибр, выполненный в виде цилиндра б с ребрами 7. Ребра7. расположены по образующей этого цилиндра. Их число и форма (см.фиг.3) соответствуют числу и форме пазов изготавливаемой зубцовой зоны, а ширина пазов - зазоров между ребрами 7 равна конструктивной толщине зубца зубцовой зоны 1. На заходной части 8 сребренного цилиндра 6, обращенной к технологической втулке 3, ребра имеют скосы 9 и уклоны 10 (см. фиг.4-6), образующие заходные участки, облегчающие их ввод в пазы зубцовой зоны. Цилиндр 6 снабжен соосным с ним съемником 11. Второй зубцовый калибр 12 расположен под технологической втулкой 3. Зубцовый калибр 12 выполнен в виде параллельных стержней 13, размещенных по окружности на общем корпусе 14. Число, форма, размеры поперечного сечения и расположение стержней 13 (см. фиг.2 и 7) повторяют число, форму, размеры поперечного сечения и рас- положение пазов зубцовой зоны 1 ротора. Ширина паза зубцового калибра 12 равна конструктивной толщине зубца зубцовой зоны. При этом пазы зубцового калибра 12 расположены соответственно под пазами оребренного цилиндра 6. Зубцовый калиЬр 12 снабжен наружной втулкой 15. Внутренний диаметр наружной втулки 15 соответствует наружному диаметру зубцовой зоны 1. Длина обоих зубцовых калибров 6 и 12 не менее осевого размера Н зубцовой зоны 1. Сребренный цилиндр 6 размещен на штоке 16 гидроцилиндра 17. Съемник 11 снабжен гидроцилиндром 18. Гидроци- линдо 18 расположен на штоке 16 гидроци- линдрз 17 соосно с ним.
Съемник 11 снабжен расположенными по окружности параллельными стержнями 19 (см. фиг.2 и 3). Их чцсло и расположение повторяют число и расположение пазов 20 между ребрами 7 оребренного цилиндра. Толщина стержней 19 несколько меньше толщины откалиброванного зубца, что обеспечивает свободное перемещение стержней 19 в пазах 20. Кроме того, стержни 19 съемника 11 несколько длиннее ребер 7 оребренного цилиндра.
Устройство работает следующем образом.
Отрезок гофрированной ленты с заданным конструкцией ротора количеством пазов сворачивают в кольцо и вводят зубцами в пазы 20 заходной части 8 оребренного цилиндра 6. Включением гидроцилиндра 17
приводят в движение шток 16. Находящийся на штоке 16 сребренный цилиндр б с расположенной на его заходной части заготовкой зубцовой зоны 1 вводится в
воронкообразную часть 4 технологической втулки 3. При прохождении оребренного цилиндра сквозь технологическую втулку 3 заготовка зубцовой зоны постепенно обжимается воронкообразной частью этой
втулки и за счет грения о цилиндрический участок 5 втулки продавливается (осаживается) на основную часть цилиндра с ребрами. По завершении этой операции цилиндр с ребрами входит Р соприкосновение с зубцовым калибром 12 Происходит остановка штока 16 гидроцилиидра 17 и включается гидроцилиндр 18 съемника 11. Стержни 19 упираются своими торцами в торцы зубцов зубцовои зочы 1 и осуществляют ее съем с
ципиндра 6 и ввод в зубцовый калибр 1. Наружная втулка 1Ь предотвращает распушение и раскрытие зубцовой зоны ротора после ее выхода из технологической втулки 3. Такое раскрытие возможно из-за наличия упругих
сил в свернутом отрезке гофрированной ренты и из-за того, что концы зубцовой зоны еще не сварены. Зубцовый калибр 12 вместе с наружной втулкой 15 осуществляет дальнейшее перемещение откалиброванной по зубцам зубцовой зоны на последующие операции изготовления маг- нитопровода.
35
Формула изобретения
1.Устройство для калибровки зубцовой зоны магнитопровода электрической машины, содержащее технологическую втулку и два подвижных зубцовых калибра, располо0 женных под и над втулкой и соосно с ней, отличающееся тем, что, с целью повышения качества изготовления мэгнито- провода путем устранения погрешностей геометрической формы его зубцовой зоны,
5 один из калибров выполнен в виде цилиндра с ребрами на наружной поверхности с числом, равным числу пазов магнитопровода, и снабжен съемником магнитопровода, а другой - наружной втулкой, внутренний
0 диаметр которой соответствует наружному диаметру зубцовой зоны, при этом каждый из калибров имеет длину не менее длины зубцовой зоны, а съемник выполнен в виде параллельных стержней с числом, равным
5 числу пазов между, ребрами калибра.
2.Устройство поп,1,отличающее- с я тем, что калибр и соосный с ним съемник снабжены автономными гидроприводами перемещения, при этом гидропривод съемника расположен на штоке калибра.
3. Устройство по п. 1,отличающее- с я тем, что ширина пазов между ребрами калибров соответствует толщине зубца маг- нитопровода.
4. Устройство поп.1,отличающее- с я тем, что стержни съемника выполнены толщиной менее толщины зубца магнитопро- вода и длиной белее длины ребра калибра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления зубцовой зоны магнитопровода электрической машины | 1986 |
|
SU1582282A1 |
| Магнитопровод ротора электрической машины | 1988 |
|
SU1598054A1 |
| Способ изготовления магнитопроводов электрических машин | 1984 |
|
SU1314419A1 |
| Магнитопровод электрической машины | 1979 |
|
SU884036A1 |
| Разъемный статор электрической машины | 1975 |
|
SU584392A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075351A1 |
| Способ изготовления зубцовой зоны магнитопроводов | 1984 |
|
SU1228191A1 |
| Способ изготовления электрической машины | 1986 |
|
SU1365262A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU693511A1 |
Изобретение может быть использовано в электротехнической промышленности и относится к технологическому оборудованию для изготовления магнитопроводов. Цель изобретения - повышение качества изготовления путем устранения погрешностей геометрической формы зубцовой зоны. На станине 2 устройства размещена технологическая калибрующая втулка 3, которая содержит воронкообразный приемный участок 4. Над втулкой 3 расположен зубцо- вый калибр, выполненный в виде цилиндра 6 с ребрами. На заходной части 8 сребренного цилиндра 6, обращенной к технологической втулке 3, ребра 7 имеют скосы и уклоны. Цилиндр 6 с ребрами снабжен соос- ным с ним съемником 11, выполненным в виде расположенных по окружности параллельных стержней 19. Второй зубцовый калибр 12 расположен под технологической втулкой 3, выполнен в виде параллельных стержней 13, размещенных по окружности на общем корпусе 14 и снабжен наружной втулкой 15. Цилиндр 6 с ребрами размещен на штоке 16 гидроцилиндра 17. Съемник 11 снабжен гидроцилиндром 18. Гидроцилиндр 18 расположен на штоке 16 гидроцилиндра 17 соосно с ним. 1 и 3 з.п. ф-лы, 7 ил. со с
1-.
фиг.1
фиг.ъ
Вид В
Ю
Ц
V i.
Фие.5
Вид В
Фиг. 6
я
фигЛ
| Авторское свидетельство СССР Nfc 1198664,кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
