Изобретение относится к обработке металлов давлением, а именно к устройствам для формирования пустотелых изделий.
Цель изобретения - расширение технологических возможностей.
На фиг. 1 представлено устройство, первая стадия его работы; на фиг. 2 - формообразующие элементы, поперечное сечение, на первой стадии работы; на фиг. 3 - устройство, вторая стадия работы; на фиг. 4 - формообразующие элементы, поперечное сечение, на второй стадии работы; на фиг. 5 - устройство, третья стадия работы; на фиг. 6 - формообразующие элементы, поперечное сечение, на третьей стадии работы; на фиг. 7 - вид полученного изделия.
Устройство для формирования пустотелых изделий содержит пуансон, состоящий из центрального стержня 1 с основанием и конической боковой поверхностью 2, охватывающих стержень нескольких формообразующих элементов в виде комплектов, образованных элементами 3 и 4, расположенными в чередующемся между собой в окружном направлении порядке. Формообразующие элементы имеют внешние рабочие поверхности и конические поверхности 5.
О
ел
xj О
ел о
со
Формообразующие элементы 4 имеют опорные продольные поверхности 6. Устройство содержит также обойму 7, установ- ленную с возможностью осевого перемещения относительно стержня 1 в пределах, ограниченных шпилькой 8. Обойма имеет фланец 9 и кольцо 10, перемещающиеся вдоль обоймы. Кольцо 10 при помощи нескольких натяжных пружин 11 поджимается вверх. Пружины равномерно распределены по кольцу 10. Обойма выполнена с продольными пазами 12, в которых размещены шпильки 13, связанные с формообразующими элементами 4. Формообразующие элементы 3 имеют рабочие выступы 14, а формообразующие элементы 4 имеют рабочие выступы 15. Формообразующие элементы 3 связаны с обоймой посредством шпилек 16.
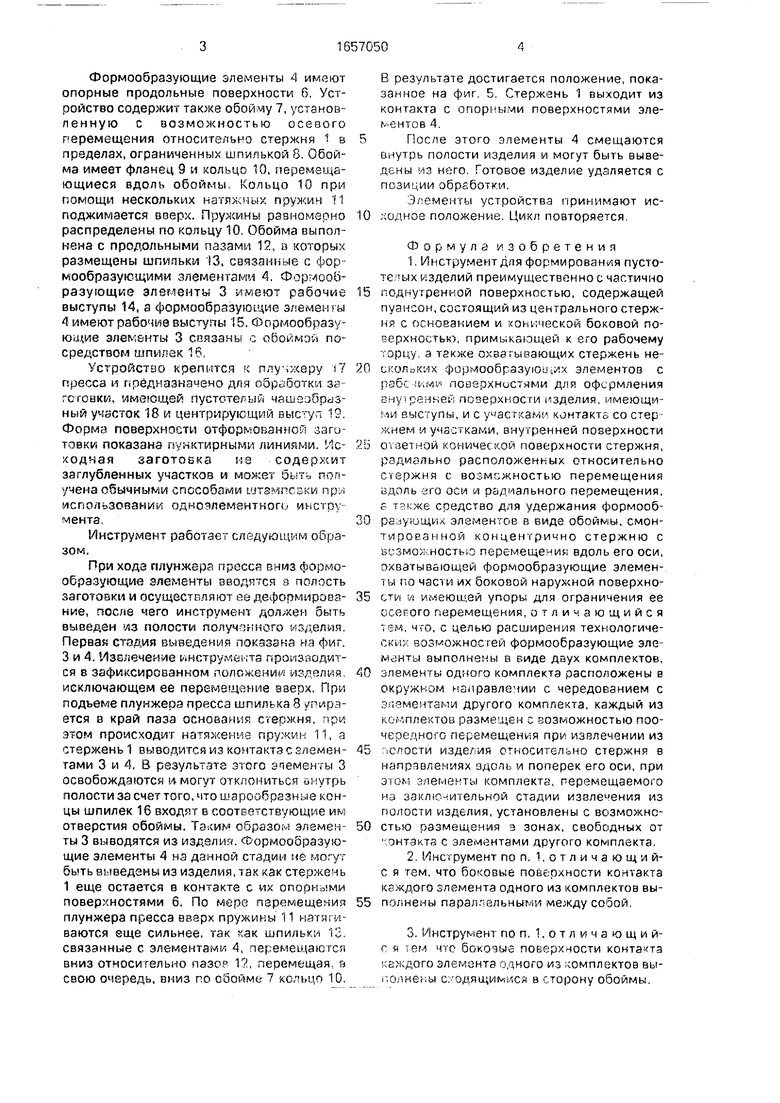
Устройство крепится к плучжеру 17 пресса и предназначено для обработки заготовки, имеющей пустотелый чашеобразный участок 18 и центрирующий выступ 19. Форма поверхности отформованной заготовки показана пунктирными линиями. Исходная заготовка не содержит заглубленных участков и может быть получена обычными способами штамповки при использовании одноэлементного инструмента.
Инструмент работает следующим образом.
При ходе плунжера пресса вниз формообразующие элементы вводятся в полость заготовки и осуществляют ее деформирование, после чего инструмент должен быть выведен из полости полученного изделия. Первая стадия выведения показана на фиг. 3 и 4. Извлечение инструмента произеодит- ся в зафиксированном положении изделия, исключающем ее перемещение вверх. При подъеме плунжера пресса шпилька 8 упирается в край паза основания стержня, при этом происходит натяжение пружин 11, а стержень 1 выводится из контакта с элементами 3 и 4, В результате этого элементы 3 освобождаются и могут отклониться внутрь полости за счет того, что шарообразные концы шпилек 16 входят в соответствующие им отверстия обоймы. Таким образом элементы 3 выводятся из изделия. Формообразующие элементы 4 на данной стадии не могут быть выведены из изделия, так как стержень 1 еще остается в контакте с их опорными поверхностями 6. По мере перемещения плунжера пресса вверх пружины 11 натягиваются еще сильнее, так как шпильки 13, связанные с элементами 4, перемещаются вниз относительно пазов 12, перемещая, в свою очередь, вниз по обойме 7 кольцо 10,
В результате достигается положение, показанное на фиг. 5. Стержень 1 выходит из контакта с опорными поверхностями элементов 4.
После этого элементы 4 смещаются
внутрь полости изделия и могут быть выведены из него. Готовое изделие удаляется с позиции обработки.
Элементы устройства принимают исходное положение. Цикл повторяется.
Формула изобретения
1.Инструмент для формирования пустотелых изделий преимущественно с частично
поднутренной поверхностью, содержащей пуансон, состоящий из центрального стержня с основанием и конической боковой поверхностью, примыкающей к его рабочему торцу, а также охватывающих стержень нескольких формообразующих элементов с рабочими поверхностями для оформления внутренней поверхности изделия, имеющими выступы, и с участками контакта со стержнем и участками, внутренней поверхности
ответной конической поверхности стержня, радиально расположенных относительно стержня с возможностью перемещения вдоль его оси и радиального перемещения, а также средство для удержания формообразующих элементов в виде обоймы, смонтированной концентрично стержню с возможностью перемещения вдоль его оси, охватывающей формообразующие элементы по части их боковой наружной поверхности и имеющей упоры для ограничения ее осевого перемещения, отличающийся тем, что, с целью расширения технологических возможностей формообразующие элементы выполнены в виде двух комплектов,
элементы одного комплекта расположены в окружном направлении с чередованием с элементами другого комплекта, каждый из комплектов размещен с возможностью поочередного перемещения при извлечении из
полости изделия относительно стержня в направлениях вдоль и поперек его оси, при этом элементы комплекта, перемещаемого на заключительной стадии извлечения из полости изделия, установлены с возможностью размещения в зонах, свободных от контакта с элементами другого комплекта.
2.Инструмент по п. 1,отличающий- с я тем, что боковые поверхности контакта каждого элемента одного из комплектов выполнены параллельными между собой,
3.Инструмент поп, 1.отличающий- с я тем. что боковые поверхности контакта каждого элемента одного из комплектов выполнены сходящимися в сторону обоймы.
4.Инструмент по пп. 1-3, отличающий с я тем, что формообразующие элементы одного из комплектов выполнены с опорными продольными участками взаимодействия со стержнем, имеющими ответную ему форму и расположенными со стороны их рабочих торцов.
5.Инструмент по пп. 1-4, о т л и ч а ю- щ и и с я тем, что обойма выполнена с радиальными отверстиями и посредством
размещенных в них шпилек связана с формообразующими элементами.
6, Инструмент по пп„ 1-4, отличающийся тем, что формообразующие элементы с указанными опорными продольными участками установлены с возможностью относительного перемещения вдоль обоймы, а формообразующие элементы обоих комплектов подпружинены относительно стержня в его осевом направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
| УСТРОЙСТВО ПРЕДОХРАНЕНИЯ КРИВОШИПНЫХ ПРЕССОВ ОТ ПЕРЕГРУЗОК ПО СИЛЕ НА ПОЛЗУНЕ | 2013 |
|
RU2548562C2 |
| УРАВНОВЕШИВАТЕЛЬ ПОЛЗУНА КРИВОШИПНОГО ПРЕССА | 2001 |
|
RU2213664C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2017 |
|
RU2645814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2142354C1 |
| Инструмент для получения прессованных изделий,преимущественно,постоянных магнитов системы марганец-алюминий-углерод | 1986 |
|
SU1428481A1 |
| Устройство для получения штучных заготовок, преимущественно плоских | 1989 |
|
SU1632565A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЭЛЕМЕНТОВ ИЗ МАТЕРИАЛА МЕТАЛЛОРЕЗИНЫ И ПРЕСС-ФОРМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2582169C1 |
| Пресс для прошивки заготовок | 1969 |
|
SU491230A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |



Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для формирования пустотелых изделий. Цель изобретения - расширение технологических возможностей. Инструмент для формирования содержит пуансон в виде центрального стержня и охватывающих его двух комплектов формообразующих элементов, причем элементы одного комплекта расположены в окружном направлении с чередованием с элементами другого комплекта. Концентрично формообразующим элементам установлена подвижная в осевом направлении обойма, связанная с формообразующими элементами. Деформирование осуществляют используя подготовленную заготовку с чашеобразным верхним участком. При деформировании воздействие на заготовку осуществляют сразу всеми формообразующими элементами. После получения изделия последнее фиксируют, исключая его перемещение вместе с рабочим инструментом. Вывод формообразующих элементов из полости изделия производят последовательно в два этапа. 5 з. п. ф-лы, 7 ил. (/)
-
Фиг1
Фиг. 2
75
Фиг з
7V
Фиг 5
Фиг. 6
Фиг 7
| Штамп для изготовления автоматических пробок для бутылок | 1929 |
|
SU19192A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
