Изобретение относится к обработке ме таллов давлением, в частности к устройствам для пробивки отверстий, преимущественно в деталях и неплоских заготовках из листовых металлических анизотропных материалов, и может быть использовано в различных отраслях машиностроения.
Цель изобретения - повышение качества изделий и снижение их себестоимости при пробивке отверстий в неплоских заготовках.
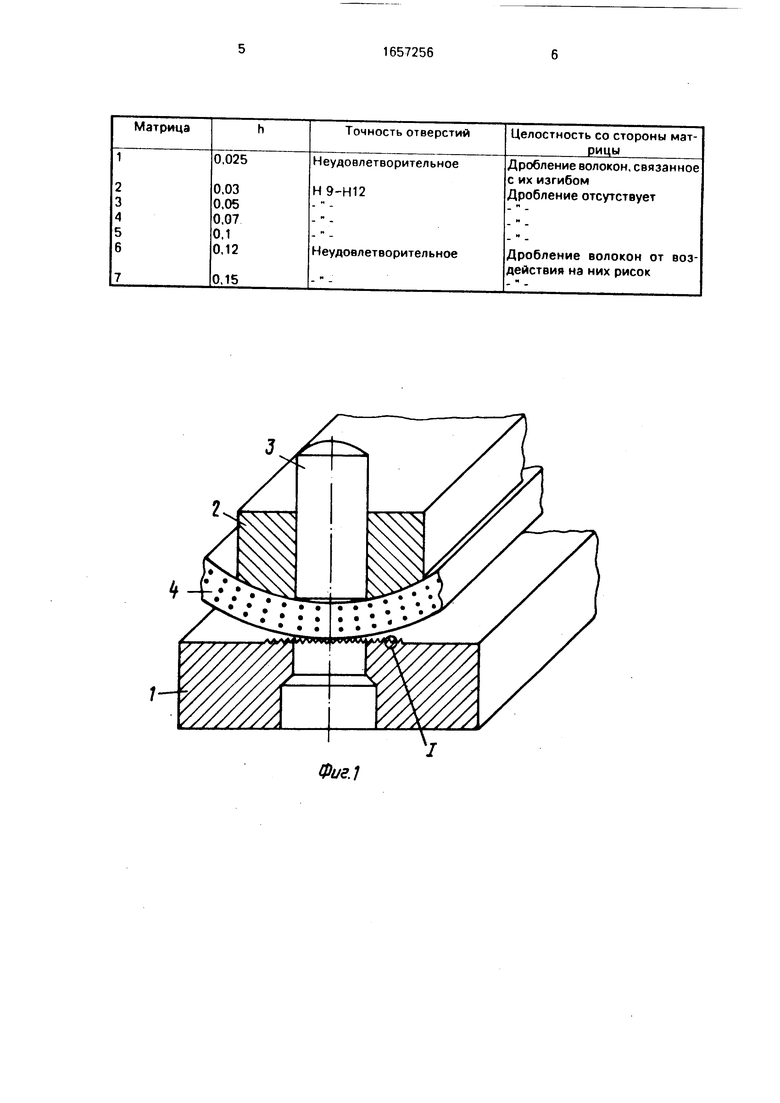
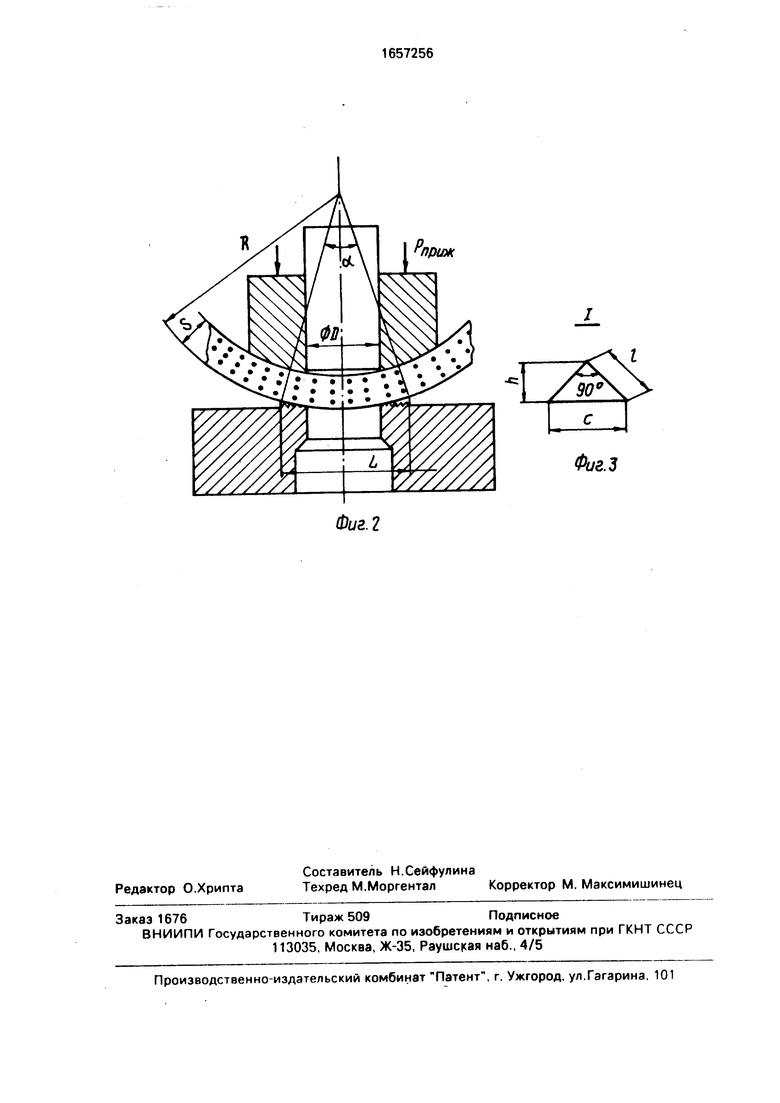
На фиг. 1 показано исходное положение штамповой оснастки перед фиксацией заготовки прижимом; на фиг. 2 - стадия окончания процесса фиксации заготовки; на фиг. 3 - узел I на фиг. 1.
Устройство для пробивки отверстий в заготовках с криволинейной формой (фиг. 1) состоит из плоской матрицы 1, прижима 2 с криволинейной (неплоской) рабочей поверхностью, пуансона 3. который установлен в отверстии прижима 2 Отверстия в прижиме 2 и матрице 1 соосны и равны по величине. Пуансон 3 установлен по отношению к матрице 1 с некоторым зазором.
Заготовка 4 из однонаправленного волокнистого композиционного материала на металлической основе, например, боралю миния расположена на матрице 1. Причем заготовка 4 имеет одинарную кривизну с линией гиба, совпадающей с направлением армирования. Рабочая поверхность прижима 2 имеет радиус R равный радиусу внутренней поверхности заготовки 4. На зеркале матрицы 1 симметрично оси отверстия выполнены рифли. Причем заготовка 4 размещена на матрице 1 таким образом, что направление рифлей на зеркале матрицы 1 совпадает с направлением армирования заготовки 4. Расстояние между крайними рифО
ел VI
Ю
ел о
лями L определяется из условия контакта заготовки 4 с зеркалом криволинейной матрицы 1.
Устройство работает следующим образом.
При воздействии статическим усилием Рприж на прижим 2 имеет место внедрение рифлей на матрице 1 во внешние слои заготовки 4. При этом пластический материал (например, алюминий или его сплавы) затекает в свободные объемы между рифлями. Вследствие наличия сил трения между внешней поверхностью заготовки 4 и зеркалом матрицы 1 осуществляется фиксация заготовки 4 относительно матрицы 1 без возможного перемещения обрабатываемого материала в направлении, перпендикулярном расположению упрочняющих волокон.
Для обеспечения качественной пробивки отверстий в однонаправленных металло- композитах с криволинейной поверхностью необходимым условием является равенство усилия пробивки силам трения по поверхности зеркала матрицы 1 по месту расположения отверстия:
лО1СдвЫ рп2120.
Откуда длина I боковой стороны рифли (фиг. 3)
ЛТсдвЗ 4jUnp
где тсдв - напряжение сдвига в обрабатываемом материале при пробивке отверстия;
S - толщина заготовки;
р. - коэффициент трения;
р - допустимое давление при прижиме заготовки к материце (давление, обеспечивающее затекание обрабатываемого материала между рисками на матрице);
п - число рифлей.
Длина хорды L контакта заготовки 4 с матрицей 1 (фиг, 2) определяется из известного выражения;
V2hR - h2 . где h - высота рифли; R - радиус заготовки.
1
Число рифлей п рассчитывается по формуле:
. , /2hR - hr ,2-
где С - длина основания рифли.
Для проведения экспериментов изготовлена оснастка (матрица, прижим и пуансон) из стали 9ХС с твердостью после закалки HRC 56-60. Диаметр отверстий в матрицах и прижиме 4,01 мм, диаметр пуансонов 3,995 мм. Соосность указанных отверстий обеспечена двумя штифтами. Рабочая поверхность прижима имеет кривизну с ра- диусом R 300 мм. Для установления эффективной высоты рифлей на зеркале матриц нанесены рифли с размером h в интервале 0,025-0,15 мм.
Результаты экспериментов сведены в таблицу.
Таким образом, экспериментально ус тановленная рациональная высота рифпей составляет 0.,1 мм.
25
Формула изобретения
Устройство для пробивки отверстий, преимущественно в листовых, металлических, анизотропных, волокнистых композиционных материалах, содержащее пробивную матрицу с очком и зеркалом, прижим и пуансон, отличающееся тем, что, с целью повышения качества изделий и снижения их себестоимости при пробивке отверстий в
неплоских заготовках, рабочая поверхность прижима выполнена криволинейной, часть зеркала пробивной матрицы, примыкающая к ее очку, выполнена рифленой, при этом рифли имеют форму равнобедренного греугольника с длиной стороны I, высотой h и углом при вершине, равным 90°. при высоте рифлей, выбираемой, в пределах 0,03 .$ h,Ј 0,1. ширине внешних границ зоны рифления L 2 V2hR - h , числе рифлей
45
n V(2hR tr)(l - , где R радиус кривизны рабочей поверхности прижима.
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки-пробивки | 1979 |
|
SU820980A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТУПЕНЧАТЫХ ОТВЕРСТИЙ В ДЕТАЛЯХ | 1992 |
|
RU2025183C1 |
| Устройство для пробивки отверстий | 1985 |
|
SU1265007A1 |
| Устройство для вырубки-пробивки | 1978 |
|
SU774699A1 |
| Штамп для гидродинамической пробивки отверстий в листовом материале | 1979 |
|
SU863084A1 |
| Способ получения отверстий в листовом материале | 1990 |
|
SU1810179A1 |
| Способ пробивки цилиндрических отверстий | 1983 |
|
SU1140855A1 |
| Способ получения отверстий с фасками | 1981 |
|
SU1031583A1 |
| Устройство для гидродинамической пробивки отверстий | 1979 |
|
SU871910A1 |
| Устройство для окончательной пробивки отверстий | 1980 |
|
SU937081A1 |
Изобретение относится к обработке металлов давлением, в частности к операциям пробивки отверстий преимущественно в де талях и заготовках из листовых металлических анизотропных композиционных материалов, и может быть использовано в различных отраслях машиностроения Цель изобретения повышение качества изделий и снижение их себестоимости при пробивке отверстий в неплоских заготовках. На зеркале плоской матрицы симметрично оси отверстия на расстоянии L 2 /(2ЬР - h )выполнены продольные рифли. Рифли имеют форму равно бедренного треугольника с высотой h и углом пои вершине 90° Число рифлей гг , /(2hR - -- h ) где R радиус кривизны прижима; I - длина боковой стороны рифли, а величина h изменяется в пределах 0,034- h: 01 3 ил , 1 табл.
Фие.1
Фиг. 2
Фиг.З
| Романовский В | |||
| П | |||
| Справочник по холодной штамповке | |||
| - Л.: Машиностроение, 1979 | |||
| с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
