1
(21)4342345/08 (22)24.12.87 (46)23.06.91. Бюл. №23
(71)Саратовское специальное конструкторское бюро зубообрабатывающих станков
(72)Н. А. Абысов, В. А. Безгодов, В. С. Белгородский и Н. Д. Плотников
(53)621.914.7:621.833(088.8)
(56)Семенченко И. И. и др. Проектирование металлорежущих инструментов, М.: Маш- гиз, 1962,с. 792- 794
(54)СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС
(57)Изобретение относится к машиностроению, в частности к чистовой обработке зубчатых колес. Цель изобретения - повышение точности обработки конических зубчатых колес. Обработку осуществляют инструментом с модифицированной боковой поверхностью зубьев, которую задают с учетом параметров рабочей нагрузки и характера контакта немодифицированной инструментальной поверхности с обрабатываемой, принимая во внимание неравномерность съема металла с разных участков поверхности зуба. Модификацию зубьев задают в расчетных точках, первую из которых задают в центральном поперечном сечении на середине высоты зуба, а на внутренних и внешних торцах в зоне головки и ножки задают по две точки зависимости. Параметры модификации определяют в соответствии с зависимостью . (5 Ар г/G. где 6 - величина модификации инструментальной поверхности в 1-й отсчетной точке: г - радиус расположения i-й отсчетной точки на инструментальной поверхности; G-const, жесткость технологической системы, приведенная к инструменту; Ар- приращение рабочей нагрузки, компенсирующее неравномерность сьема металла при обработке инструментом с немодифицированной инструментальной поверхностью. 2 ил
сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРАВЯЩИЙ ИНСТРУМЕНТ | 2000 |
|
RU2208510C2 |
| Способ изготовления зубчатых колес с профильной модификацией зубьев | 1989 |
|
SU1683913A1 |
| Способ черновой обработки зубчатого колеса симметричным набором дисковых фрез | 1990 |
|
SU1815024A1 |
| Способ обработки зубчатых колес | 1988 |
|
SU1696191A1 |
| Способ шевингования конических зубчатых колес | 1987 |
|
SU1509202A1 |
| Способ изготовления зубчатого колеса | 1985 |
|
SU1308800A1 |
| ПРЯМОЗУБАЯ ЦИЛИНДРИЧЕСКАЯ ПЕРЕДАЧА | 1992 |
|
RU2020325C1 |
| Способ наладки зубошлифовального станка | 1987 |
|
SU1419829A1 |
| Сегментная головка | 1985 |
|
SU1340940A1 |
| Способ обработки зубчатых колес | 1988 |
|
SU1696192A1 |
Изобретение относится к машиностроению, в частности к чистовой обработке зубчатых колес.
Цель изобретения - повышение точности обработки конических зубчатых колес.
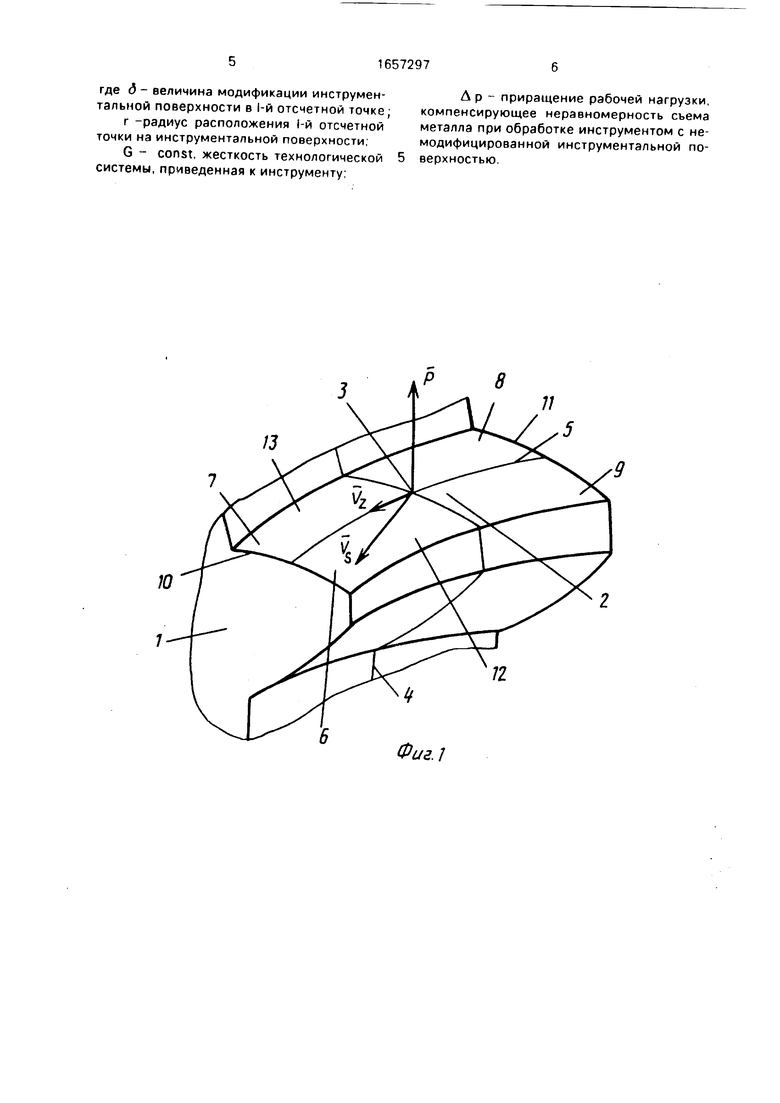
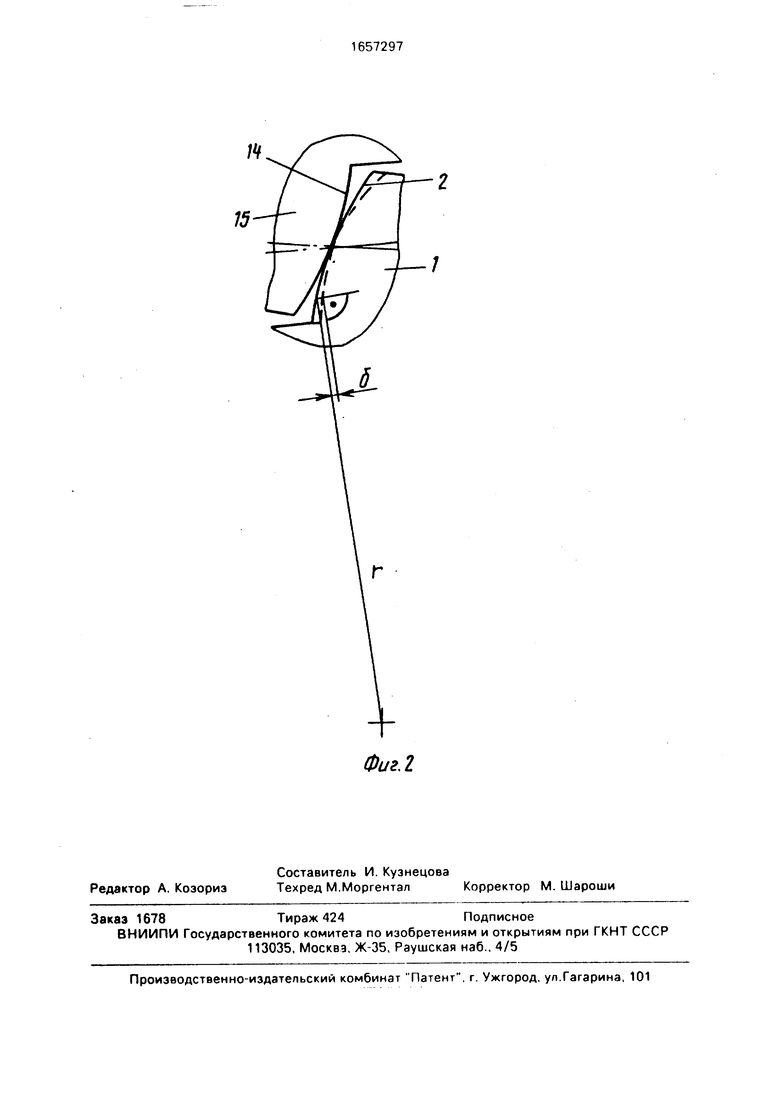
На фиг. 1 изображен фрагмент инструмента, боковая поверхность зуба которого подвергается модификации; на фиг. 2 - положение контактирующих зубьев инструмента и обрабатываемого колеса в нормальном сечении.
При финишной обработке методами свободного обката, например при хонинго- вании конических зубчатых колес инструментом в форме алмазного или абразивного зубчатого колеса, величина сьема в общем случае определяется соотношением
А С р AS (1) где ДЈ- величина сьема;
с - коэффициент пропорциональности const для конкретной з/бчатой пары;
о ел
VJ
ю
Ч)
J
р - удельная рабочая нагрузка;
AS - путь трения,
а путь трения Д5 прямо пропорционален скорости относительного скольжения трущихся поверхностей Vs и обратно пропорционален скорости перемещения контактной точки по обрабатываемой поверхности Vr, поэтому
Д{ ср
(2)
Vr
Но, поскольку Vs и Vr различны в разных точках поверхности зуба, то и величина Af будет непостоянной, т, е. съем металла с разных участков поверхности зуба будет неравномерным, что снижает точность обработки и стойкость инструмента. Для
V3 анализа отношения -ту- на различных участVr
ках поверхности 2 зуба инструмента 1 задают отсчетные точки, первую из которых точку 3 располагают в центральном поперечном сечении 4 на середине высоты зуба
Vs
V7
в точке 3 принимают в качестве исходного, а в остальных точках поверхности 2 определяют отклонеVsот исходного значения
ния
vr
Остальные отсчетные точки, например четыре, 6-9 располагают у внутреннего 10 и внешнего 11 торцов в зоне головки 12 и ножки 13 зуба инструмента 1. При этом чем ближе к границе поверхности 2 зуба инструмента 1 выбираются точки, тем точнее можно определить требуемую модификацию этой поверхности.
Поверхность 2 зуба инструмента 1 предварительно определена как огибающая поверхности 14 зуба колеса 15, учитывая, что инструмент 1 и колесо 15 вращаются с постоянными угловыми скоростями При этом в точках (фиг. 1) отношение получает Vs
приращение Д%т- Тогда для того, чтобы Vr
сохранить постоянство величины сьема Д f, необходимо изменить удельное давление на величину
ДГ С(р+Др)
,VS
,VS
i- -i A-v-
lVr Л/г
С учетом уравнения (2)
рдУ« .л1Г
(4)
Vr
Vr
Для изменения удельного давления р на величину Д р изменяют поверхность 2 зуба инструмента 1. Участки, где резание происходит более интенсивно, подвергают моди5 фикации.т е. на величину 6 . При вращении инструмента и колеса с постоянными угловыми скоростями на интенсивность сьема металла значительное воздействие оказывает жесткость G технологической системы
10 (станка), на которой производится финишная обработка. Поэтому требуемую модификацию в точках, где сьем отличается от основного (среднего) значения, рассчитывают с учетом жесткости G системы, на кото15 рой производится финишная обработка, по зависимости
4F
20 где д - величина модификации инструментальной поверхности в i-й отсчетной точке; г - радиус расположения 1-й отсчетной точки на инструментальной поверхности;
G - const, жесткость системы, приведен- 25 ная к инструменту;
Д р - приращение рабочей нагрузки, компенсирующее неравномерность сьема металла при обработке инструментом с немодифицированной инструментальной по- 30 верхностью.
Обработка конических колес в соответствии с предложенным способом обеспечивает получение требуемого качества контакта зубчатой пары, при этом способ 35 можно осуществлять на станках с различной степенью кинематического взаимодействия между шпинделями изделия и инструмента.
Формула изобретения
40Способ финишной обработки зубчатых
колес инструментом с модифицированной боковой поверхностью зубьев, которую задают с учетом параметров рабочей нагрузки и характера контакта немодифицированной
45 инструментальной поверхности с обрабатываемой, отличающийся тем. что, с целью повышения точности обработки конических зубчатых колес, используют инструмент, на боковой поверхности зубьев
50 которого задают отсчетные точки, первую из которых располагают в центральном поперечном сечении на середине высоты зуба, а на внутреннем и внешнем торцах в зоне головки и ножки задают по две точки затем
55 в каждой отсчетной точке параметры модификации определяют в соответствии с зависимостью
д( Д р г ус
где д - величина модификации инструментальной поверхности в 1-й отсчетной точке;
г -радиус расположения 1-й отсчетной точки на инструментальной поверхности,
G - const, жесткость технологической системы, приведенная к инструменту;
/J
Д р - приращение рабочей нагрузки, компенсирующее неравномерность сьема металла при обработке инструментом с немодифицированной инструментальной поверхностью.
77
72
Фиг.
Фиг. 2
