Изобретение относится к машиностроению и может быть использовано при обработке зубчатых колес.
Цель изобретения - повышение стой- g кости инструмента и производительности зубообработки.
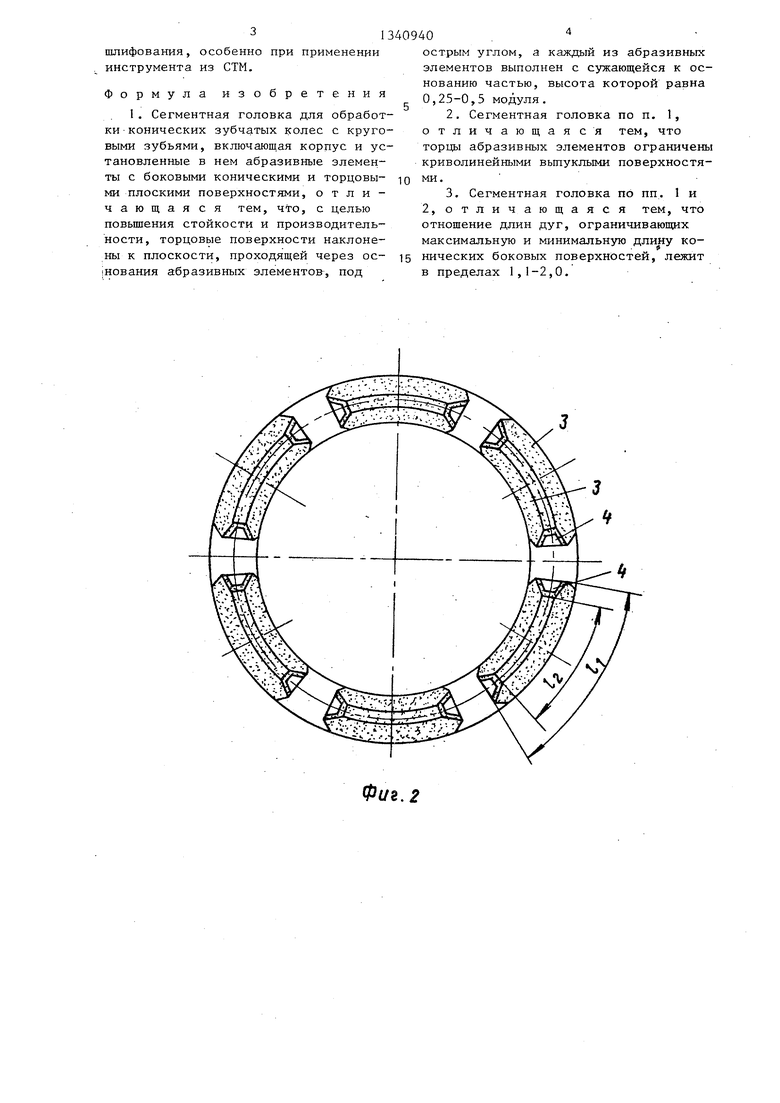
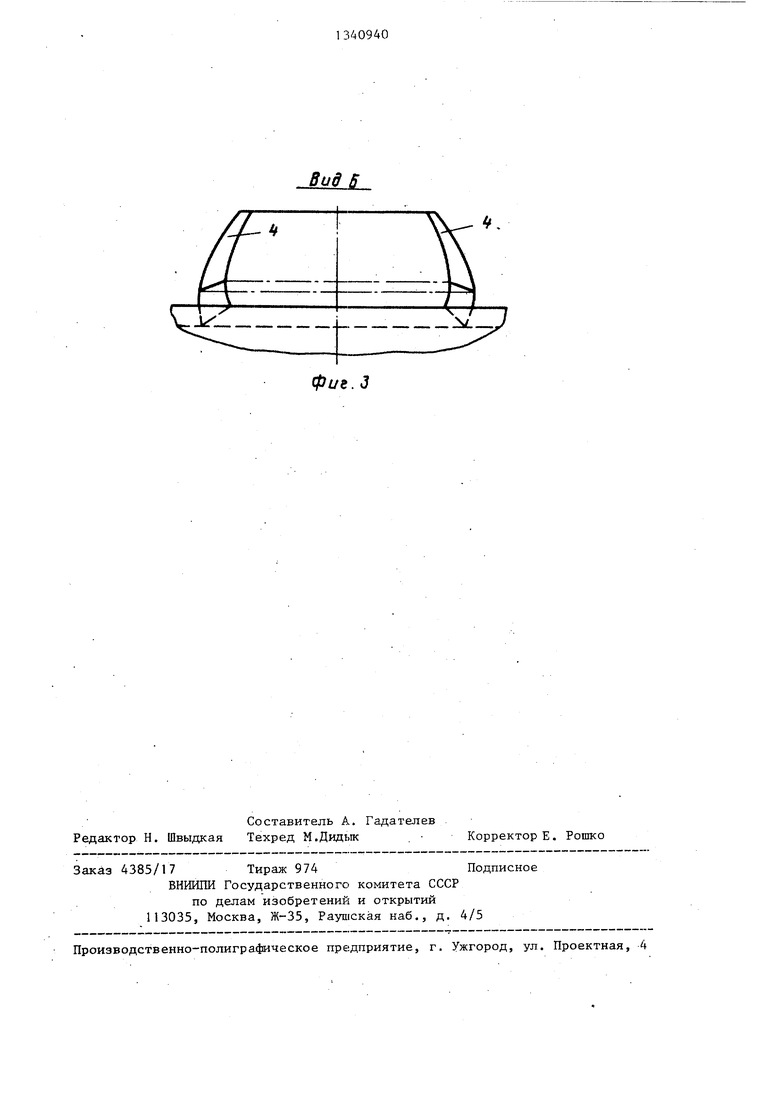
На фиг. 1 схематически показана сех- ментная головка; на фиг. 2 - то ,же, вид снизу; на фиг. 3 - абразив- 10 ный элемент с криволинейной торцовой поверхностью.
Сегментная головка содержит кор- пус 1, в котором установлены абразивные элементы 2 с боковыми конически- 15. ми 3 и торцовыми плоскими 4 поверхностями. Торцовые поверхности 4 наклонены к плоскости основания абразивных элементов 2 под острым углом, а каждгзш элемент 2 выполнен сужающим- 20 ся к основанию на высоте Н , равной 0,25-0,5 модуля.
Возможен вариант исполнения, при котором торцовая поверхность 4 выполнена криволинейной выпуклой. Отно- 25 шение длины дуг 1., и Ij, ограничивающих максимальную и минимальную длину конических поверхностей, лежат в пределах 1,1-2,0.
При зубошлифовании сегментную го- 30 ловку с рабочим абразивосодержащим споем вводят в зацепление С обрабатываемым зубчатым колесом и придают движение вращения вокруг собственной оси и движение обката, а зубчатому коле- 35 су - движение периодического деления на зуб.
В результате экспериментов определено, что независимо от геометрических параметров обрабатываемых колес 40 в пределах радиусов кривизны их эволь- вентных участков не более 90 мм соотношение величин износа на минимальном и максимальном радиусах рабочего слоя инструмента при различных вели- 45 чинах жесткости технологической системы при зубошлифовании лежит в пределах 1,1-2,0. Такое же соотношение необходимо выдержать для длин дуг, О граничив аюш11х максимальную и мини- 50 мальную длину конических боковых поверхностей.
Абразивный рабочий слой Н-Н предназначен для обработки звольвентной
ловкой зуба при выходе его из зацепления в тангенциальном направлении. Указанная траектория зависит от геометрических параметров инструмента и обрабатываемого колеса. Исследования износа шлифовальных кругов при зубошлифовании показали, что соотношение Н/Н находится в пределах 5-10.
Если это соотношение меньше нижнего предела, то обрабатывается участок активного профиля, расположенный ниже прилегающего к диаметру вершин; если предлагаемое соотношение больше верхнего предела, увеличивается интен сивность съема металла на-головке зуба. Это вызывает неравномерный износ рабочего слоя, что приводит к увеличению погрешности-профиля зуба колеса.
Для расчета длины конической боковой поверхности зуба сегментной головки можно воспользоваться следующей зависимостью:
2 i/ h a f,i
It К
h; Д.
MCix
h -
где 1 - длина конической боковой поверхности зуба на дуге окружности рабочего слоя радиуса RJ, ;
максимальная высота сегментной головки;
высота сегментной головки в i-oM сечении; толщина металла, удаляемого с эвольвентной поверхности зуба абразивным рабочим слоем, с расположенным на высоте Ь„д в единицу времени; - металла, удаляемого с эвольвентной поверхности зуба абразивным рабочим слоем, расположенным на высоте h; ;
К - (0,8-0,95) - экспериментальный коэффициент, учитыв.аю- щий жесткость технологической системы.
Выполнение зубьев с поверхностями, ограничивающими их торцы наклоненными к плоскости основания под острьм углом и снабженных сужающейся к основанию частью, позволяет выровнять поверхности зуба без участка, которьй gg износ круга вдоль его образующей и обрабатывается участком рабочего слоя тем самым увеличить стойкость Круга высотой Но Образующая части рабочего путем уменьшения количества правок, слоя высотой Н, совершает движение по Уменьшение количества правок повьша- траектории точки контакта круга с го- ет производительность процесса зуболовкой зуба при выходе его из зацепления в тангенциальном направлении. Указанная траектория зависит от геометрических параметров инструмента и обрабатываемого колеса. Исследования износа шлифовальных кругов при зубошлифовании показали, что соотношение Н/Н находится в пределах 5-10.
Если это соотношение меньше нижнего предела, то обрабатывается участок активного профиля, расположенный ниже прилегающего к диаметру вершин; если предлагаемое соотношение больше верхнего предела, увеличивается интенсивность съема металла на-головке зуба. Это вызывает неравномерный износ рабочего слоя, что приводит к увеличению погрешности-профиля зуба колеса.
Для расчета длины конической боковой поверхности зуба сегментной головки можно воспользоваться следующей зависимостью:
2 i/ h a f,i
It К
h; Д.
MCix
h -
де 1 - длина конической боковой поверхности зуба на дуге окружности рабочего слоя радиуса RJ, ;
максимальная высота сегментной головки;
высота сегментной головки в i-oM сечении; толщина металла, удаляемого с эвольвентной поверхности зуба абразивным рабочим слоем, с расположенным на высоте Ь„д в единицу времени; - металла, удаляемого с эвольвентной поверхности зуба абразивным рабочим слоем, расположенным на высоте h; ;
К - (0,8-0,95) - экспериментальный коэффициент, учитыв.аю- щий жесткость технологической системы.
Выполнение зубьев с поверхностями, граничивающими их торцы наклоненныи к плоскости основания под острьм глом и снабженных сужающейся к осношлифования, особенно при применении инструмента из СТМ.
Формула изобретения
1, Сегментная головка для обработ киконических зубчатых колес с круго выми зубьями, включающая корпус и ус тановленные в нем абразивные элементы с боковыми коническими и торцовыми плоскими поверхностями, отличающая ся тем, что, с целью повьшения стойкости и производительности, торцовые поверхности наклонены к плоскости, проходящей через ос- |нования абразивных элементов-, под
40940 .
острым углом, а каждый из абразивных элементов выполнен с сужающейся к основанию частью, высота которой равна 0,25-0,5 модуля.
2,Сегментная головка по п. 1, отличающаяся тем, что торцы абразивных элементов ограничены криволинейными вьтукльши поверхностя10 ми.
3.Сегментная головка по пп. 1 и 2, отличающаяся тем, что отношение длин дуг, ограничивающих максимальную и минимальную длину ко15 нических боковых поверхностей, лежит в пределах 1,1-2,0.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147268C1 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КРУГА ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2146995C1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1355387A1 |
| ПРАВЯЩИЙ ИНСТРУМЕНТ | 2000 |
|
RU2208510C2 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА ДЛЯ ПРЕРЫВИСТОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147978C1 |
| Конический прерывистый шлифовальный круг | 1983 |
|
SU1110597A1 |
| Шлифовальная сегментная головка | 1982 |
|
SU1096060A1 |
Изобретение относится/к машиностроению и может быть использовано при обработке зубчатых колес. Целью изобретения является повышение стойкости инструмента и производительности зубообработки. Сегментная головка содержит корпус 1, в котором установлены абразивные элементы 2 с боковыми коническими 3 и торцовыми плоскими 4 поверхностями. Поверхности 4 наклонены к плоскости.основания абразивных элементов 2 под острым углом, : а каждый элемент 2 выполнен сужающим:- ся к основанию на высоте Н,, , равной 0,25-0,5 модуля. Отношение длин дуг, ограничивающих максимальную и минимальную длину конических поверхностей, лежит в пределах 1,1-2,0. 2 з.п. ф-лы, 3 ил. . . у t: ;..j./..../ Фиг, f СО 4 О :о 4::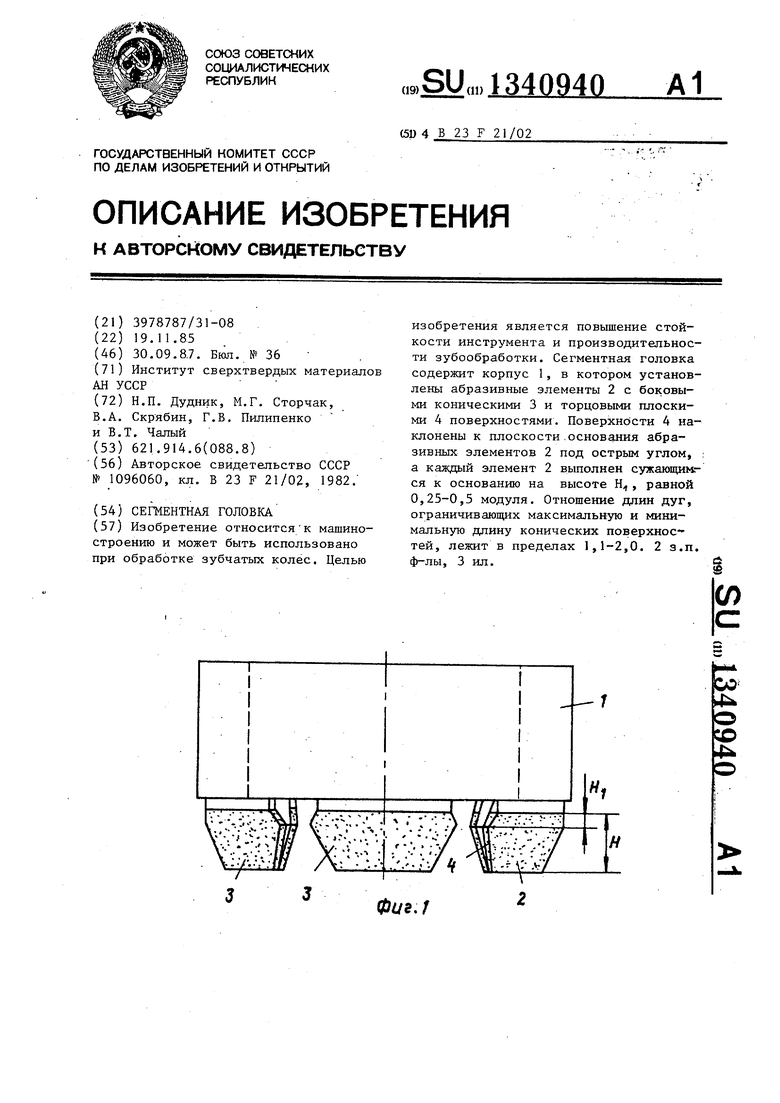
Фав.2
Вид Б
фиг. 3
Составитель А. Гадателев Редактор Н. Швыдкая Техред М.Дидык .
Заказ 4385/17 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.ви-- ------ - - -- -- - - --- - - -- 1 --- -- ----
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Е. Рошко
| Шлифовальная сегментная головка | 1982 |
|
SU1096060A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
