ч
6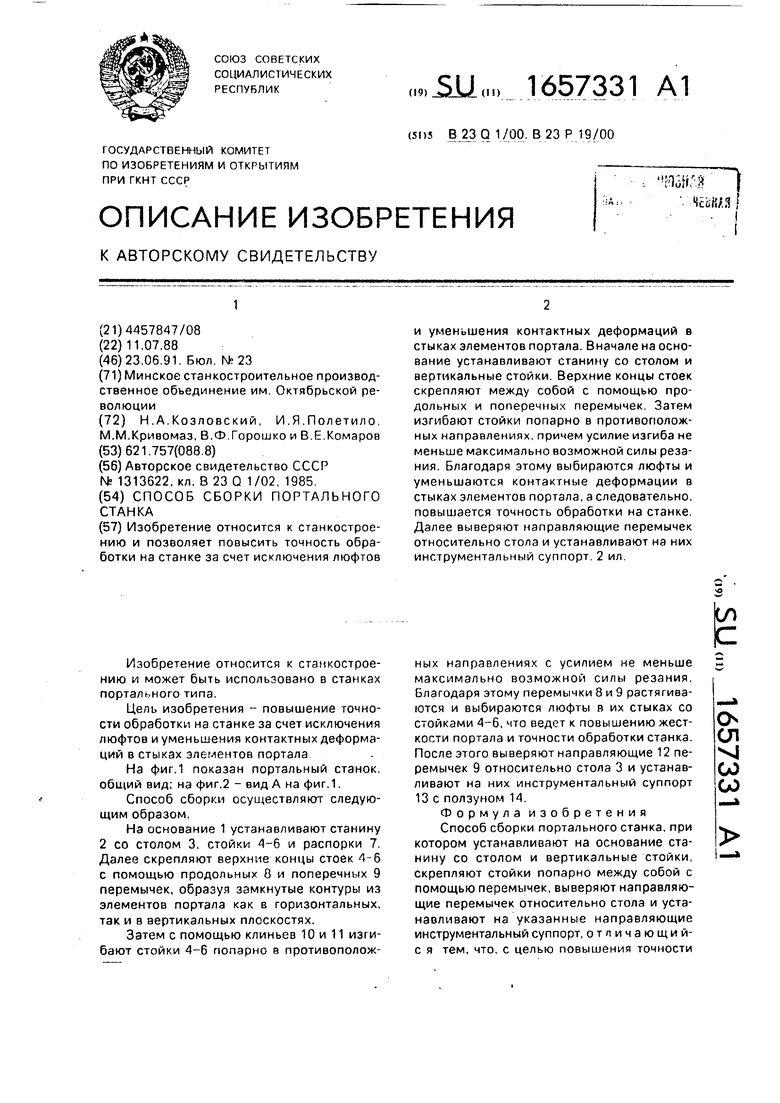
| название | год | авторы | номер документа |
|---|---|---|---|
| Портальный металлорежущий станок и способ его сборки | 1990 |
|
SU1808602A1 |
| Станок для обработки крупногабаритных корпусных деталей | 1988 |
|
SU1627340A1 |
| Продольно-обрабатывающий станок | 1985 |
|
SU1313622A1 |
| Металлорежущий станок | 1978 |
|
SU751521A1 |
| ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНО-РАСТОЧНЫЙ СТАНОК С ПОДВИЖНОЙ СТОЙКОЙ | 2004 |
|
RU2333078C1 |
| Устройство для механической обработки | 1985 |
|
SU1491669A1 |
| Фрезерно-расточной станок модульного типа | 2022 |
|
RU2797896C1 |
| КОМПОНОВКА МНОГОЦЕЛЕВОГО СТАНКА НА ОСНОВЕ ПРИНЦИПОВ ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКИ | 2013 |
|
RU2542878C2 |
| Прецизионный портальный станок | 1978 |
|
SU787142A1 |
| Накладной фрезерный станок | 1979 |
|
SU831420A1 |
Изобретение относится к станкостроению и позволяет повысить точность обработки на станке за счет исключения люфтов и уменьшения контактных деформаций в стыках элементов портала. Вначале на основание устанавливают станину со столом и вертикальные стойки. Верхние концы стоек скрепляют между собой с помощью продольных и поперечных перемычек. Затем изгибают стойки попарно в противоположных направлениях, причем усилие изгиба не меньше максимально возможной силы резания. Благодаря этому выбираются люфты и уменьшаются контактные деформации в стыках элементов портала, а следовательно, повышается точность обработки на станке. Далее выверяют направляющие перемычек относительно стола и устанавливают на них инструментальный суппорт. 2 ил
Изобретение относится к станкостроению и может быть использовано в станках портального типа.
Цель изобретения - повышение точности обработки на станке за счет исключения люфтов и уменьшения контактных деформаций в стыках элементов портала
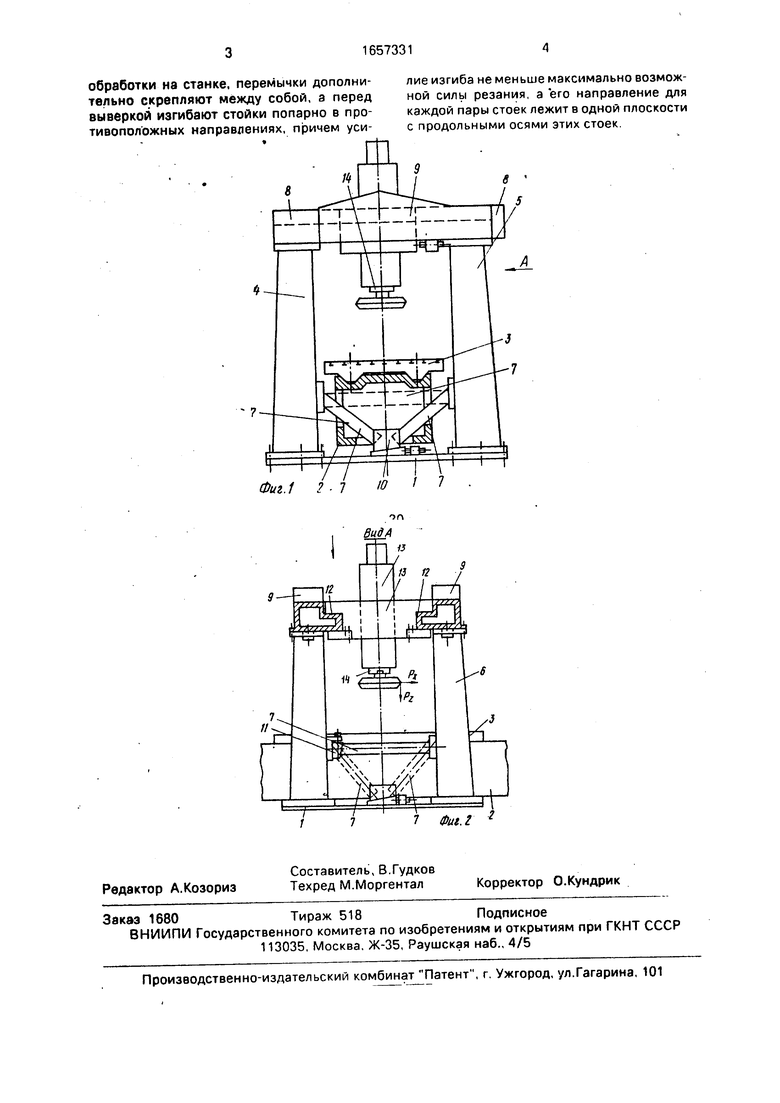
На фиг.1 показан портальный станок, общий вид; на фиг.2 - вид А на фиг.1.
Способ сборки осуществляют следующим образом.
На основание 1 устанавливают станину 2 со столом 3, стойки 4-6 и распорки 7. Далее скрепляют верхние концы стоек 4-6 с помощью продольных 8 и поперечных 9 перемычек, образуя замкнутые контуры из элементов портала как в горизонтальных, так и в вертикальных плоскостях.
Затем с помощью клиньев 10 и 11 изгибают стойки 4-6 попарно в противоположных направлениях с усилием не меньше максимально возможной силы резания. Благодаря этому перемычки 8 и 9 растягиваются и выбираются люфты в их стыках со стойками 4-6, что ведет к повышению жесткости портала и точности обработки станка. После этого выверяют направляющие 12 перемычек 9 относительно стола 3 и устанавливают на них инструментальный суппорт 13 с ползуном 14.
Формула изобретения Способ сборки портального станка, при котором устанавливают на основание станину со столом и вертикальные стойки, скрепляют стойки попарно между собой с помощью перемычек, выверяют направляющие перемычек относительно стола и устанавливают на указанные направляющие инструментальный суппорт, отпичающий- с я тем, что, с целью повышения точности
С
сл
VI Сл) СО
обработки на станке, перемычки дополнительно скрепляют между собой, а перед выверкой изгибают стойки попарно в противоположных направлениях, причем усиФиг.1
TT-J , .
2-7 Ю 1 I
//
лие изгиба не меньше максимально возможной силы резания, а его направление для каждой пары стоек лежит в одной плоскости с продольными осями этих стоек.
ВидА
13
7 Фиг. Z г
| Продольно-обрабатывающий станок | 1985 |
|
SU1313622A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
