Изобретение относится к автоматизации технологических процессов и может быть использовано в автоматических загру- зочно-разгрузочных устройствах, в составе робототехнических комплексов для обработки, сборки, сварки длинномерных элементов типа труб в судостроении, машиностроении, химической и других отраслях промышленности.
Цель изобретения - повышение надежности устройства.
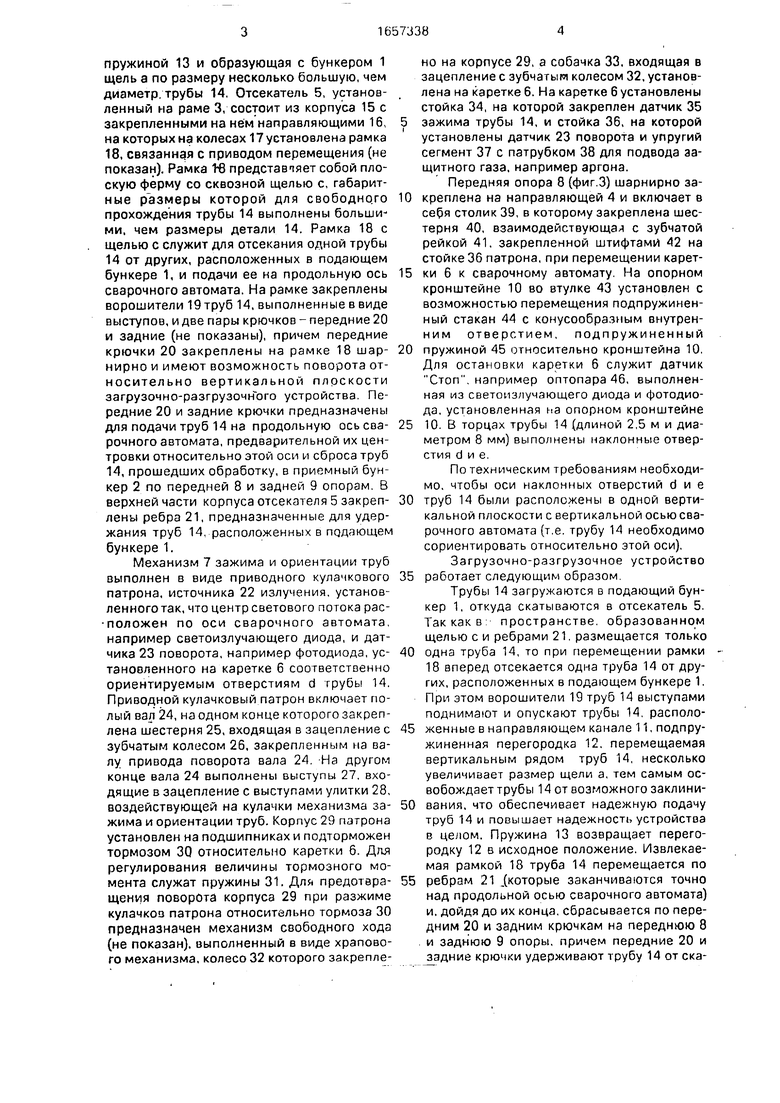
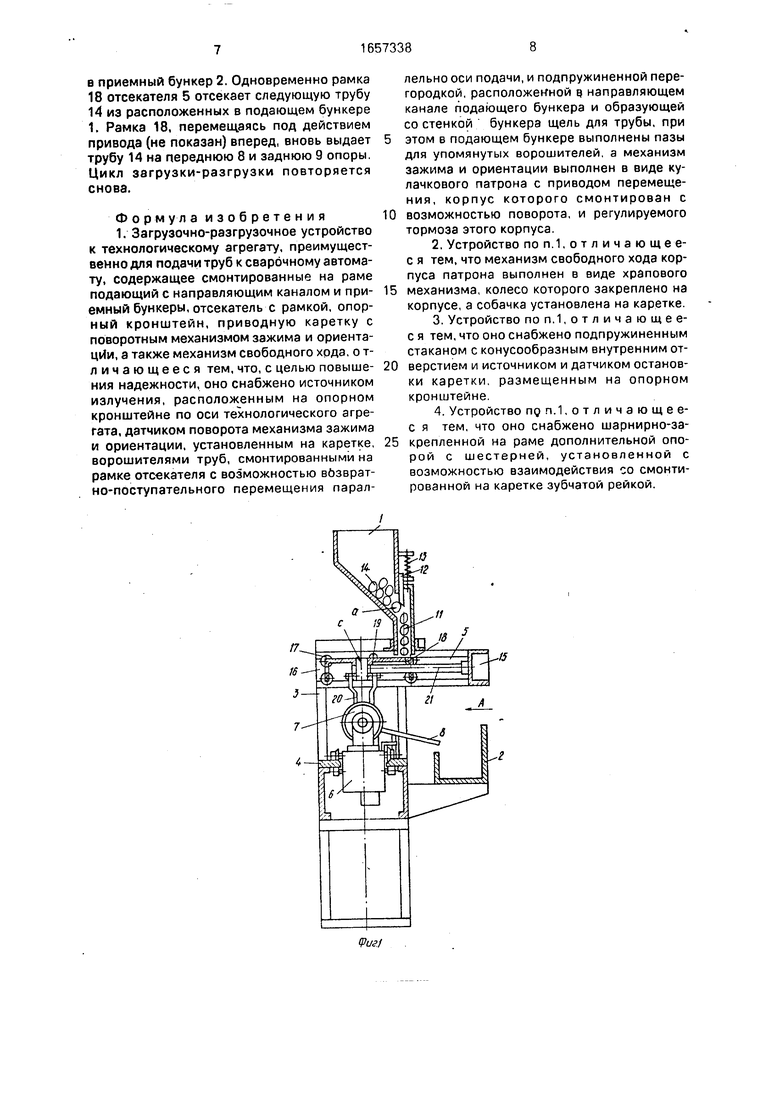
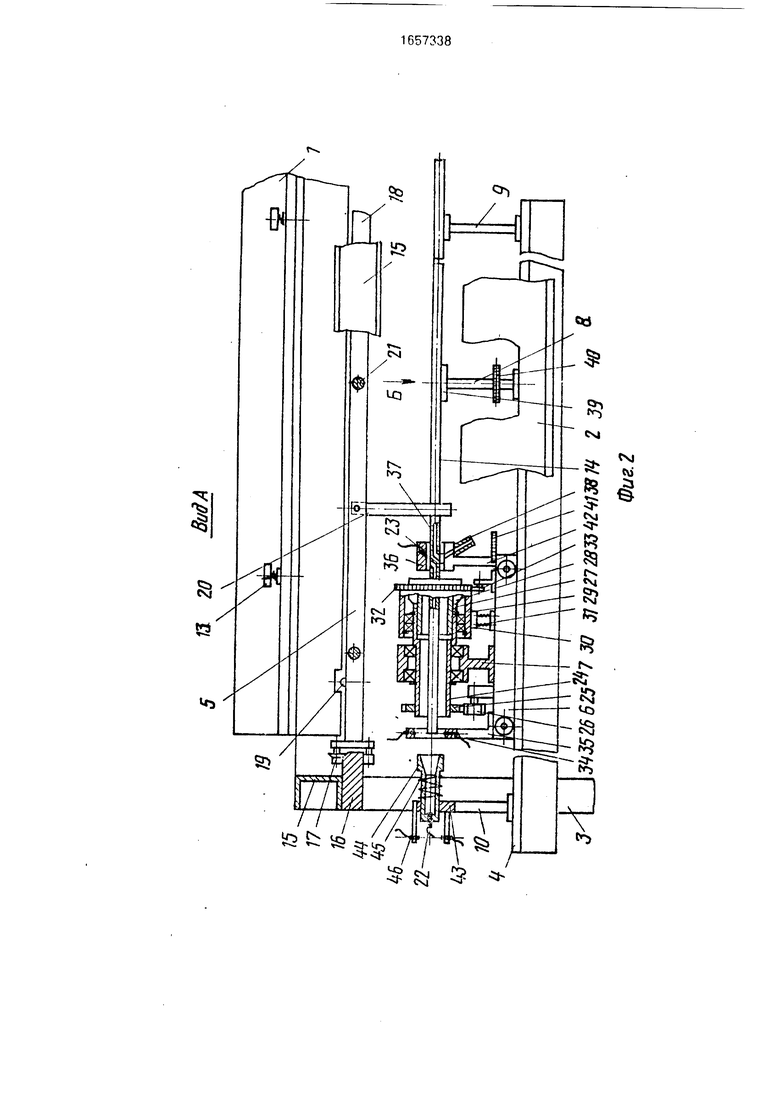
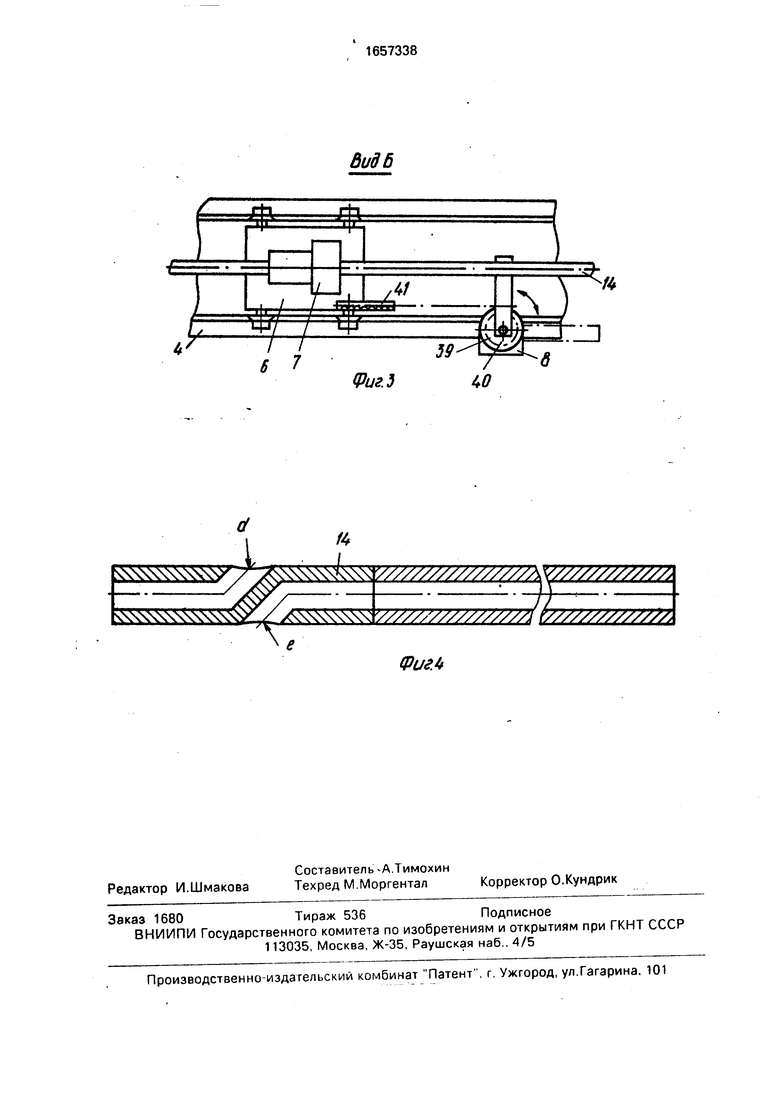
На фиг. 1 изображено загрузочно-раз- грузочное устройство, общий вид;, на фиг.2 - вид А на фиг. 1; на фиг.З - вид Б на фиг.2; на фиг.4 - ориентируемая труба.
Загрузочно-разгрузочное устройство труб к сварочному автомату (не показан) состоит из подающего 1 и приемного 2 бункеров, смонтированных на раме 3. направляющей 4, отсекателя 5, расположенного под подающим бункером 1. каретки 6 с приводом перемещения (не показан)и механизма 7 зажима и ориентации труб, установленного на каретке 6. На направляющей 4 установлены дополнительная передняя опора 8, задняя опора 9 и опорный кронштейн 10.
Подающий бункер 1 снабжен направляющим каналом 11. внутри которого установлена перегородка 12. подпружиненная
О
ел 1 со
CJ 00
пружиной 13 и образующая с бункером 1 щель а по размеру несколько большую, чем диаметр, трубы 14, Отсекатель 5, установленный на раме 3, состоит из корпуса 15 с закрепленными на нём направляющими 16, на которых на колесах 17 установлена рамка 18, связанная с приводом перемещения (не показан). Рамка КЗ представпяет собой плоскую ферму со сквозной щелью с, габаритные размеры которой для свободного прохождения трубы 14 выполнены большими, чем размеры детали 14. Рамка 18 с щелью с служит для отсекания одной трубы 14 от других, расположенных в подающем бункере 1, и подачи ее на продольную ось сварочного автомата. На рамке закреплены ворошители 19 труб 14, выполненные в виде выступов, и две пары крючков-передние 20 и задние (не показаны), причем передние крючки 20 закреплены на рамке 18 шар- мирно и имеют возможность поворота относительно вертикальной плоскости загрузочно-разгрузочного устройства. Передние 20 и задние крючки предназначены для подачи труб 14 на продольную осьсва- рочного автомата, предварительной их центровки относительно этой оси и сброса труб 14, прошедших обработку, в приемный бункер 2 по передней 8 и задней 9 опорам. В верхней части корпуса отсекателя 5 закреп- лены ребра 21, предназначенные для удержания труб 14, расположенных в подающем бункере 1.
Механизм 7 зажима и ориентации труб выполнен в виде приводного кулачкового патрона, источника 22 излучения, установленного так, что центр светового потока рас- положен по оси сварочного автомата, например светоизлучающего диода, и датчика 23 поворота, например фотодиода, ус- тановленного на каретке 6 соответственно ориентируемым отверстиям d трубы 14. Приводной кулачковый патрон включает полый вал 24, на одном конце которого закреплена шестерня 25, входящая в зацепление с зубчатым колесом 26, закрепленным на валу привода поворота вала 24.-На другом конце вала 24 выполнены выступы 27, входящие в зацепление с выступами улитки 28, воздействующей на кулачки механизма за- жима и ориентации труб. Корпус 29 патрона установлен на подшипниках и подторможен тормозом 3Q относительно каретки 6. Для регулирования величины тормозного момента служат пружины 31. Для предотвра- щения поворота корпуса 29 при разжиме кулачкоз патрона относительно тормоза 30 предназначен механизм свободного хода (не показан), выполненный в виде храпового механизма, колесо 32 которого закреплено на корпусе 29, а собачка 33, входящая в зацепление с зубчатым колесом 32, установлена на каретке 6. На каретке 6 установлены стойка 34, на которой закреплен датчик 35 зажима трубы 14, и стойка 36, на которой установлены датчик 23 поворота и упругий сегмент 37 с патрубком 38 для подвода защитного газа, например аргона.
Передняя опора 8 (фиг.З) шарнирно закреплена на направляющей 4 и включает в себя столик 39, в которому закреплена шестерня 40, взаимодействующая с зубчатой рейкой 41. закрепленной штифтами 42 на стойке 36 патрона, при перемещении каретки 6 к сварочному автомату. На опорном кронштейне 10 во втулке 43 установлен с возможностью перемещения подпружиненный стакан 44 с конусообразным внутренним отверстием, подпружиненный пружиной 45 относительно кронштейна 10. Для остановки каретки 6 служит датчик Стоп, например оптопара 46, выполненная из светоизлучающего диода и фотодиода, установленная на опорном кронштейне 10. В торцах трубы 14 (длиной 2,5 м и диаметром 8 мм) выполнены наклонные отверстия d и е.
По техническим требованиям необходимо, чтобы оси наклонных отверстий d и е труб 14 были расположены в одной вертикальной плоскости с вертикальной осьюсва- рочного автомата (т.е. трубу 14 необходимо сориентировать относительно этой оси).
Загрузочно-разгрузочное устройство работает следующим образом.
Трубы 14 загружаются в подающий бункер 1, откуда скатываются в отсекатель 5. Так как в пространстве, образованном щелью с и ребрами 21, размещается только одна труба 14, то при перемещении рамки 18 вперед отсекается одна труба 14 от других, расположенных в подающем бункере 1. При этом ворошители 19 труб 14 выступами поднимают и опускают трубы 14, расположенные в направляющем канале 11, подпружиненная перегородка 12. перемещаемая вертикальным рядом труб 14, несколько увеличивает размер щели а, тем самым освобождает трубы 14 от возможного заклинивания, что обеспечивает надежную подачу труб 14 и повышает надежность устройства в целом. Пружина 13 возвращает перегородку 12 в исходное положение. Извлекаемая рамкой 18 труба 14 перемещается по ребрам 21 .(которые заканчиваются точно над продольной осью сварочного автомата) и. дойдя до их конца, сбрасывается по передним 20 и задним крючкам на переднюю 8 и заднюю 9 опоры, причем передние 20 и задние крючки удерживают трубу 14 от скатывания с передней 8 и задней 9 опор, т.е. предварительно центрируют деталь 14 относительно оси сварочного автомата. При этом передняя опора 8 расположена перпендикулярно оси сварочного автомата, каретка расположена под отсекателем 5 так, что между торцом трубы 14 и механизмом 7 зажима и ориентации трубы образуется гарантированный зазор, а рамка 18 остается в крайнем переднем выдвинутом положении. Включается привод перемещения каретки б, которая перемещается в сто рону передней опоры 8 до тех пор, пока торец трубы 14 не пересечет линию действия датчика 35 зажима, установленною ил стойке 34. Каретка б останавливается. При этом труба 14 введена в механизм 7 зажима и ориентации трубы 14. Включается привод кулачкового патрона. Движение передается через зубчатое колесо 26 и шестерню 25 полому валу 24, от него через выступы 27 улитке 28 с кулачками, закрепляющими ipy- бу 14, Тормоз 30 поджимает пружинами 31 корпус 29 патрона, препятствуя его повороту вместе с улиткой 28. При закреплении труба 14 вдавливается в упругий сегмент 37, так как он расположен несколько внше оси зажима патрона.
После того, как труба 14 зажимается с заданным усилием, корпус 29 начинает поворачиваться вместе с полым валом 24 и трубой 14 вокруг своей оси. В этот момент привод патрона отключается Затем включается привод перемещениякаретки 6 в сторону попружиненного стакана /14, труба 14, войдя в стакан 44, начинает смещать его в кронштейне 43 до тех пор. пока стакан 44 не пересечет линию д игiРИМ отопчрн 4G Стоп. Каретка 6 останавливается Вновь включается поивод механизма 7 зажима и ориентации труб, корпус 29 смеете с закрепленной тоубой 14 поворачивается ьок- руг своей оси до тех пор. пока наклонное ч пер- стие d детапи не совпадет с осью действии да г- чика 23 поворота, установленного на стоика 36. В этот момент излучение, выходящее из источника 22 излучения засвечивает датчик 23 поворота, который дает сигнал на остановку приведя каретки 6. Труба 14 сориентирована. Одновременно с этим сориентировано и наклонное отверстие е трубы 14 относительно патрубка J8 упругого сегмента 37, т.к. наклонные отверстия d и е трубы 14 лежат в одной плоскости. К патрубку 38 подключается трубопровод подачи защитного газа
Выполнение механизма зажима и ориентации в виде приводного кулачкового патрона, подторможенного относительно каретки 6, источника 22 излучения и датчика
23 поворота позволяет надежно ориентировать трубы 14 с большей длиной, так как
ориентирование не зависит от длины трубы.
Включается привод перемещения кэретки 6, которая перемещает трубу 14 в ориентированном положении в сварочную камеру, при этом каретка 6, упираясь в шар- нирно закрепленные на рамке 18 отсекате- ля 5 передние крючки 20, откидывая их,
0 проходит под ними. Передние крючки 20 после прохождения каретки 6 возвращаются в исходное положение под действием собственного веса. Продолжая перемещаться, каретка 6 зубчатой рейкой 41. за5 крепленной на каретке 6, откидывает со своего пути переднюю опору 8 за счет поворота шестерни 40. закрепленной на опоре 8 и подает трубу 14 в сварочную камеру автомата, где по сигналу датчика (не показан)
0 останавливается К патрубку 38 подается защитный газ и осуществляется сварка трубы 14 с другой трубой, подающейся в сварочный автомат с другой стороны аналогичным загрузочно-разгрузочным устройством.
5После окончания сварки каретка 6 перемещается в сторону подпружиненного стакана 44 и, когда механизм 7 зажима и ориентации пройдет переднюю опору 8. зубчатая рейка 41 вступая во взаимодейст0 вне с шестерней 40, возвращает переднюю опору 8 в исходное положение (i е столик 39 располагается перпендикулярно оси сварочного автомата). Продолжая перемещаться, каретка б откидывает передние крючки
5 20, которые после се прохождения возвращаются в исходное положение под действием силы тяжести После эюю каретка 6 ог.лжавливасгся икмочэегся принодпатро- H.J. /оторый разжимая купачки осиобожда0 ет трубу 14. Вращение привода в этом случае происходи о сторону противоположную той, что при зажиме трубы 14 Поворота корпуса 29 патрона при этом не происходит из-зг наличия механизма сво5 бодного хода, собачка 33 храпового механизма которого находится в зацеплении с колесом 32. После разжима кулачков патрона включается привод перемещения каретки 5 и оно, перемещаясь в сторону
0 подпружиненного стакана я4, выводит механизм 7 зажима и ориентации из трубы 14, которая остается лежать на передней 8 и задней 9 опорах.
Не доезжая до торца стакана 44, карет
5 ка 5 останавливается. Включается привод отсекэтеля 5, при этом рамка 18 с трубой 14. расположенной между передними 20 и задними крючками, перемещается в крайнее правое положение, при этом труба 14 по передней 8 и задней 9 опорам сбрасывается
в приемный бункер 2. Одновременно рамка 18 отсекателя 5 отсекает следующую трубу 14 из расположенных в подающем бункере 1. Рамка 18, перемещаясь под действием привода (не показан) вперед, вновь выдает трубу 14 на переднюю 8 и заднюю 9 опоры. Цикл загрузки-разгрузки повторяется снова.
Ф о р м у л а и з о б р е т е н и я
1. Загрузочно-разгрузочное устройство к технологическому агрегату, преимущественно для подачи труб к сварочному автомату, содержащее смонтированные на раме подающий с направляющим каналом и при- емный бункеры, отсекатель с рамкой, опорный кронштейн, приводную каретку с поворотным механизмом зажима и ориентации, а также механизм свободного хода, о т- личающееся тем, что, с целью повыше- ния надежности, оно снабжено источником излучения, расположенным на опорном кронштейне по оси технологического агрегата, датчиком поворота механизма зажима и ориентации, установленным на каретке, ворошителями труб, смонтированными на рамке отсекателя с возможностью возвратно-поступательного перемещения параллельно оси подачи, и подпружиненной перегородкой, расположенной q направляющем канале подающего бункера и образующей со стенкой бункера щель для трубы, при этом в подающем бункере выполнены пазы для упомянутых ворошителей, а механизм зажима и ориентации выполнен в виде кулачкового патрона с приводом перемещения, корпус которого смонтирован с возможностью поворота, и регулируемого тормоза этого корпуса.
2.Устройство поп.1,отличающее- с я тем, что механизм свободного хода корпуса патрона выполнен в виде храпового механизма, колесо которого закреплено на корпусе, а собачка установлена на каретке.
3.Устройство поп.1,отличающее- с я тем, что оно снабжено подпружиненным стаканом с конусообразным внутренним отверстием и источником и датчиком остановки каретки, размещенным на опорном кронштейне.
4.Устройство поп.1,отличающее- с я тем, что оно снабжено шарнирно-за- крепленной на раме дополнительной опорой с шестерней, установленной с возможностью взаимодействия со смонтированной на каретке зубчатой рейкой.

Изобретение относится к автоматизации технологических процессов и м.б. использовано в автоматических за- грузочно-раэгрузочных устройствах, в составе робототехнологических комплексов для обработки, сборки и сварки длинномерных элементов типа труб в судостроении, машиностроении, химической и других отраслях промышленности. Цель изобретения - повышение надежности устройства. Труба подается в направляющий канал Затем рамкой отсекателя она подается к механизму зажима и ориентации, который надвигается на трубу. Предварительная ориентация происходит за счет крючков сброса. Механизм зажима срабатывает после пересечения трубой оптической системы источник излучения - датчик зажима. После зажима трубы каретка подается в сторону опорного кронштейна. При этом труба упирается в подвижный подпружиненный конус и сдвигает его до срабатывания оптической системы источник излучения датчик остановки каретки. Затем включается механизм ориентации и вращает трубу до срабатывания оптической системы источник излучения - датчик поворота. Сориентированная труба подается кареткой в сварочную камеру. После сварки труба возвращается в исходное положение, кулачковый патрон разжимается и труба крючками сброса подается в приемный бункер. 3 з.п. ф-лы 4 ил Ё
4}
«VJ
t
g
дидб
I
1Ь
k
SN owo4NSNvr / oч //////////////УТ/ЛУ//
xvocvocvcv
в
Фиг.З
г/////////////л
Фиг.ь
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1238917A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
