Изо&ретение касается машиностроения, в частности производства сварочного оборудования для изготовления труб.
Известны автоматы для контактной приварки шипов к трубам, содержащие сварочную точечную машину с верхним и нижним электрододержателями.
Однако они не позволяют приваривать шипы по винтовой или кольцевой линии в Ш 1хматном порядке и не могут использоваться при больших диаметрах труб.
Цель изобретения - обеспечить равномерное расположение шипов по поверхности труб, преимущественно по винтовой.
Для этого предлагаемый автомат снабжен делительным механизмом с редуктором, передаточное число которого 2, а на нижнем электрододержателе установлен сменный наклонный сектор. Делительны а механизм из делительной головки редуктора, гибкой муфты с патроном и люнет с подпружиненными шариковыми опорами. Специальный наклонный сектор, установленный в зоне приварки шипов, з 1меняет механизм шаговой подачи трубы. Автомат имеет безма.гаэинную сварочную головку, снабженную механизмом для вертикального настроечного
перемещения.
Такое выполнение автомата позволяет осуществить непрерывную подачу трубы в зону сварки, в результате чего происходит непрерывная приварка
Q шипов к трубам по винтовой линии с шахматным расположением их на заданную длину и заданного диаметра. При этом автоматическая делительная головка, винтовой сектор, люнет и сварочная головка могут настраиваться
5 для работы автомата на другие габариты труб.
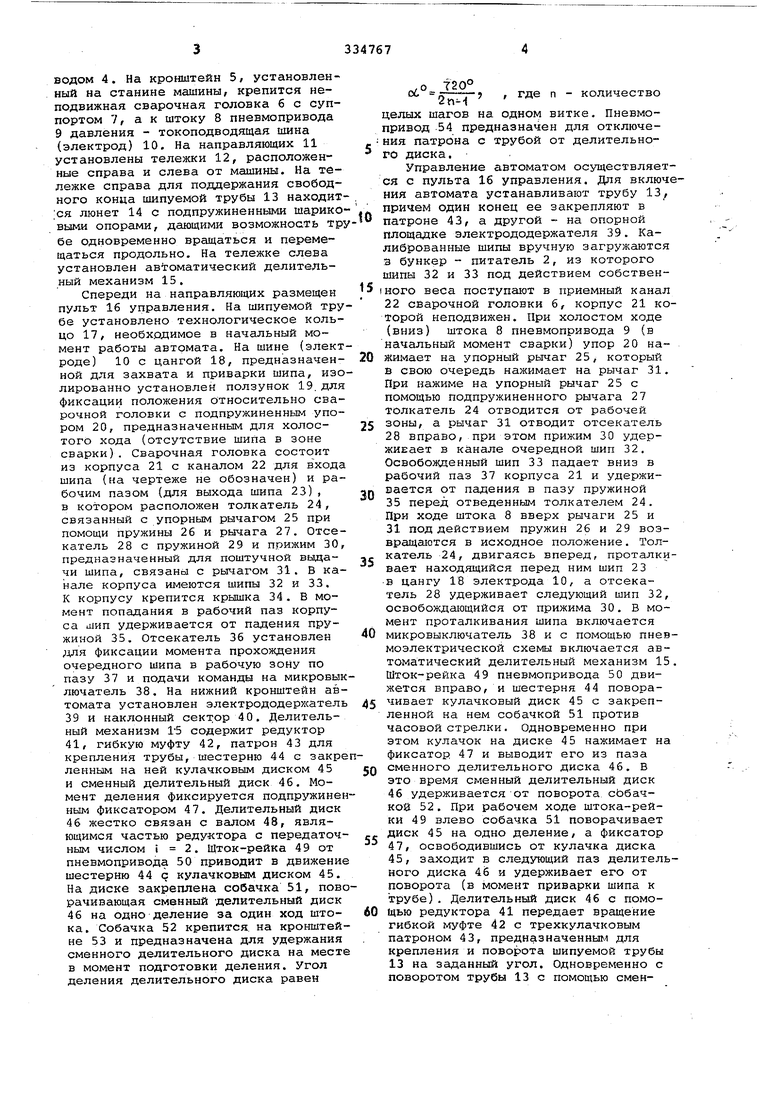
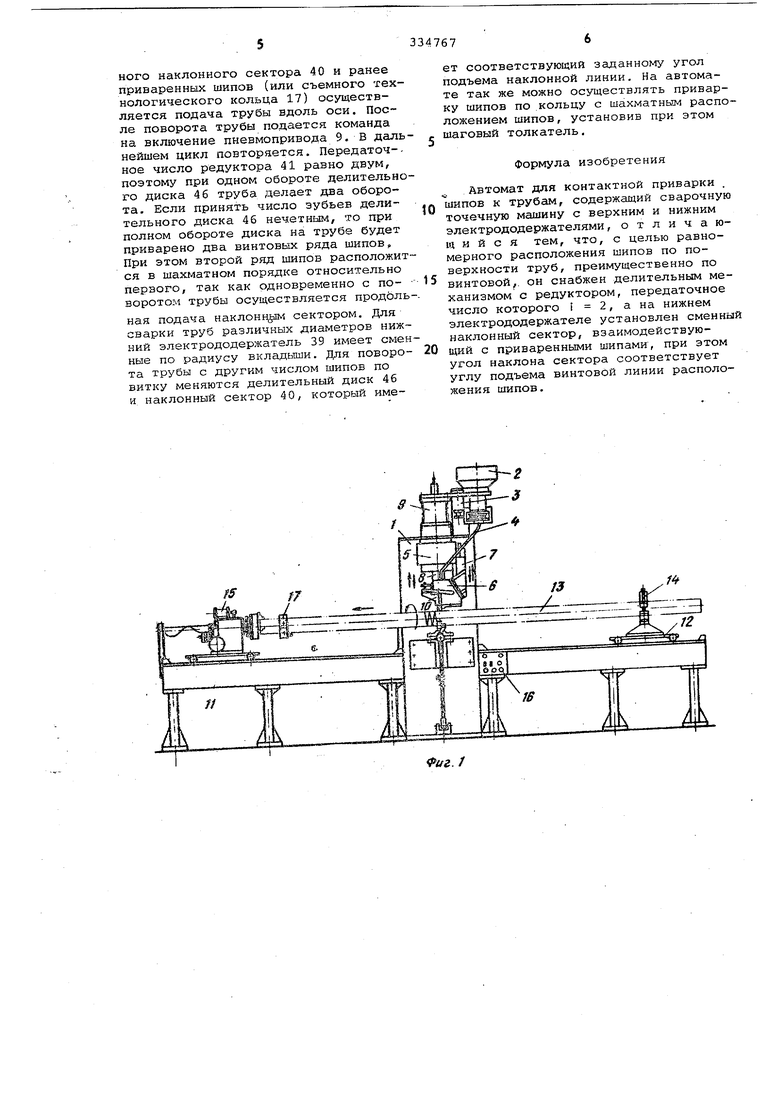
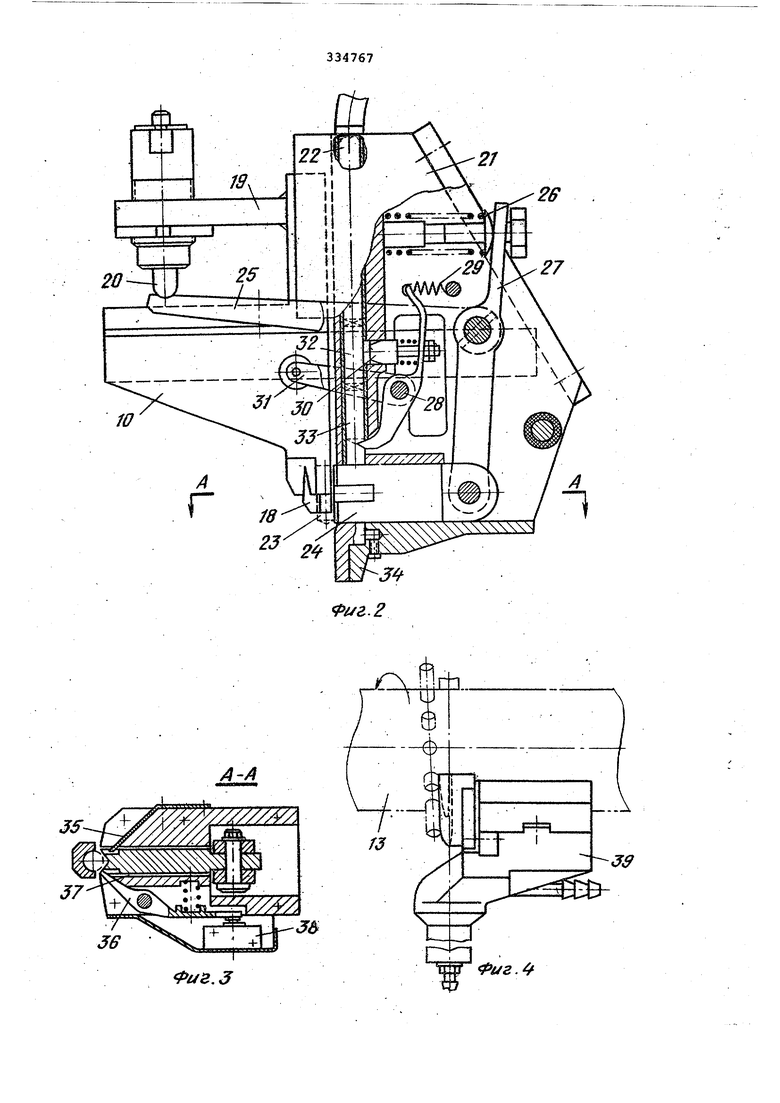
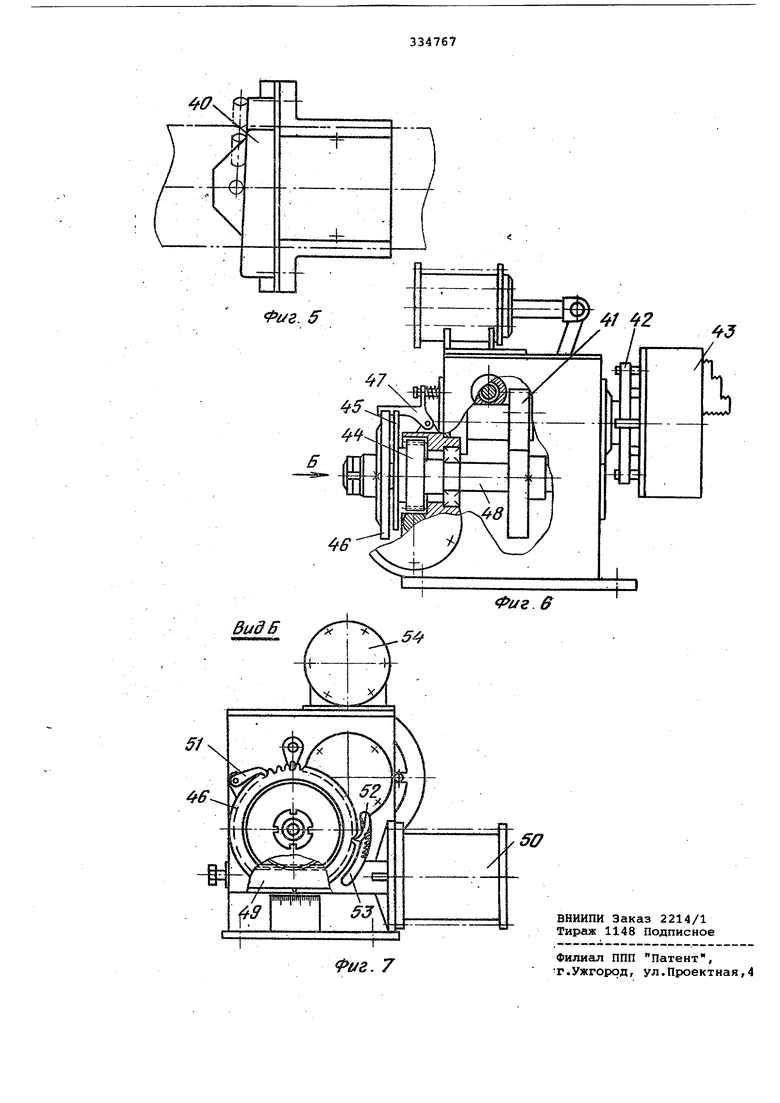
На фиг. 1 изобрс1жен пpeдлaгae ый автомат, общий вид} на фиг. 2 - сварочная головка; на фиг. 3 - разрез
0 А-А на фиг. 2J на фиг. 4 - нижний электрододержатель; на фиг. 5 - то же, вид сверху на фиг. 6 - делительный механизм; на фиг. 7 - вид по cTpeJtке Б на фиг. 6.
5
Автомат для .контактной приварки шипов к трубам монтируется на базе точечной сварочной машины МТПУ-300 1 с закреплённым на ней бункером питателем 2 с приводом 3 и шинопроводом 4. На кронштейн 5/ установленный на станине машины, крепится неподвижная сварочная головка б с суппортом 7, а к штоку 8 пневмопривода 9 давления - токоподводящая шина (электрод) 10. На направляющих 11 установлены тележки 12, расположенные справа и слева от машины. На тележке справа для поддержания свободного конца шипуемой трубы 13 находит ;ся люнет 14 с подпружиненными шарико выми опорами, дающими возможность тр бе одновременно вращаться и перемещаться продольно. На тележке слева установлен автоматический делительный механизм 15. Спереди на направляющих размещен пульт 16 управления. На шипуемой тру бе установлено технологическое кольцо 17, необходимое в начальный момент работы автомата. На шине (элект роде) 10 с цангой 18, предназначенной для захвата и приварки шипа, изо лированно установлен ползунок 19. для фиксации положения относительно сварочной головки с подпружиненным упором 20, предназначенным для холостого хода (отсутствие шипа в зоне сварки). Сварочная головка состоит из корпуса 21 с каналом 22 для выхода шипа (на чертеже не обозначен) и рабочим пазом (для выхода шипа 23), в котором расположен толкатель 24, связанный с упорным рычагом 25 при помощи пружины 26 и рычага 27. Отсекатель 28 с пружиной 29 и прижим 30 предназначенный для поштучной выдачи шипа, связаны с рычагом 31. В канале корпуса имеются шипы 32 и 33. К корпусу крепится крышка 34. В момент попадания в рабочий паз корпуса dJHn удерживается от падения пружиной 35. Отсекатель 36 установлен ;для фиксации момента прохождения очередного шипа в рабочую зону по пазу 37 и подачи команды на микровык лючатель 38. На нижний кронштейн автомата установлен электрододержатель 39 и наклонный сектор 40. Делительный механизм 15 содержит редуктор 41, гибкую муфту 42, патрон 43 для крепления трубы, шестерню 44 с закре ленным на ней кулачковым диском 45 и сменный делительный диск 46. Момент деления фиксируется подпружине ным фиксатором 47. Делительный диск 46 жестко связан с валом 48, являющимся частью редуктора с передаточ ным числом i 2. Щток-рейка 49 от пневмопривода 50 приводит в движени шестерню 44 q кулачковьпл диском 45. На диске закреплена собачка 51, пов рачивающая сменный -делительный диск 46 на одно деление за один ход штока. Собачка 52 крепится на кронштей не 53 и предназначена для удержания сменного делительного диска на мест в момент подготовки деления. Угол деления делительного диска равен .0 720° (3 рдц р количество целых шагов на одном витке. Пневмопривод 54 предназначен для отключения патрона с трубой от делительного диска. Управление автоматом осуществляется с пульта 16 управления. Для включения автомата устанавливают трубу 13, причем один конец ее закрепляют в патроне 43, а другой - на опорной площадке электрододержателя 39. Калиброванные шипы вручную загружаются 3 бункер - питатель 2, из которого шипы 32 и 33 под действием собственного веса поступают в приемный канал 22 сварочной головки 6, корпус 21 которой неподвижен. При холостом ходе (вниз) штока 8 пневмопривода 9 (в начальный момент сварки) упор 20 нажимает на упорный рычаг 25, который в свою очередь нажимает на рычаг 31. При нажиме на упорный рычаг 25 с помощью подпружиненного рычага 27 толкатель 24 отводится от рабочей зоны, а рычаг 31 отводит отсекатель 28 вправо, при этом прижим 30 удерживает в канале очередной шип 32, Освобоященный шип 33 падает вниз в рабочий паз 37 корпуса 21 и удерживается от падения в пазу пружиной 35 перед отведенным толкателем 24. При ходе штока 8 вверх рычаги 25 и 31 под действием пружин 26 и 29 возвращаются в исходное положение. Толкатель 24, двигаясь вперед, проталкивает находящийся перед ним шип 23 в цангу 18 электрода 10, а отсекатель 28 удерживает следующий шип 32, освобождающийся от прижима 30. В момент проталкивания шипа включается микровыключатель 38 и с помощью пневмоэлектрической схемы включается автоматический делительный механизм 15. Шток-рейка 49 пневмопривода 50 движется вправо, и шестерня 44 поворачивает кулачковый диск 45 с закрепленной на нем собачкой 51 против часовой стрелки. Одновременно при этом кулачок на диске 45 нажимает на фиксатор 47 и выводит его из паза сменного делительного диска 46. В это время сменный делительный диск 46 удерживаетсяОТ поворота. сЬбачкоа 52. При рабочем ходе штока-рейки 49 влево собачка 51 поворачивает диск 45 на одно деление, а фиксатор 47, освободившись от кулачка диска 45, заходит в следующий паз делительного диска 46 и удерживает его от поворота (в момент приварки шипа к трубе). Делительный диск 46 с помощью редуктора 41 передает вращение гибкой муфте 42 с трехкулачковым патроном 43, пpeднaзнaчeнны.1 для крепления и поворота шипуемой трубы 13 на заданный угол. Одновременно с поворотом трубы 13 с помощью сменного наклонного сектора 40 и ранее привареннЕдх шипов (или съемного технологического кольца 17) осуществляется подача трубы вдоль оси. После поворота трубы подается команда на включение пневмопривода 9. В дальнейшем цикл повторяется. Передаточ-ное число редуктора 41 равно двум, поэтому при одном обороте делительного диска 46 труба делает два оборота. Если принять число зубьев делительного диска 46 нечетным, то при полном обороте диска на трубе будет приварено два винтовых ряда шипов, При этом второй ряд шипов расположится в шахматном порядке относительно первого, так как одновременно с по- воротом трубы осуществляется продбльная подача наклонц гм сектором. Для сварки труб различных диаметров нижний электрододержатель 39 имеет сменные по радиусу вкладыши. Для поворота трубы с другим числом шипов по витку меняются делительный диск 46 и наклонный сектор 40, который имеет соответствующий заданному угол подъема наклонной линии. На автомате так же можно осуществлять приварку шипов по .кольцу с шахматным расположением шипов, установив при этом шаговый толкатель.
Формула изобретения
. Автомат для контактной приварки шипов к трубам, содержащий сварочную
0 точечную машину с верхним и нижним электрододержателями, отличающийся тем, что, с целью равномерного расположения шипов по поверхности труб, преимущественно по
5 винтовой,, он снабжен делительным механизмом с редуктором, передаточное число которого i 2, а на нижнем электрододержателе установлен сменный наклонный сектор, взаимодействую0щий с приваренными шипами, при этом угол наклона сектора соответствует углу подъема винтовой линии расположения шипов.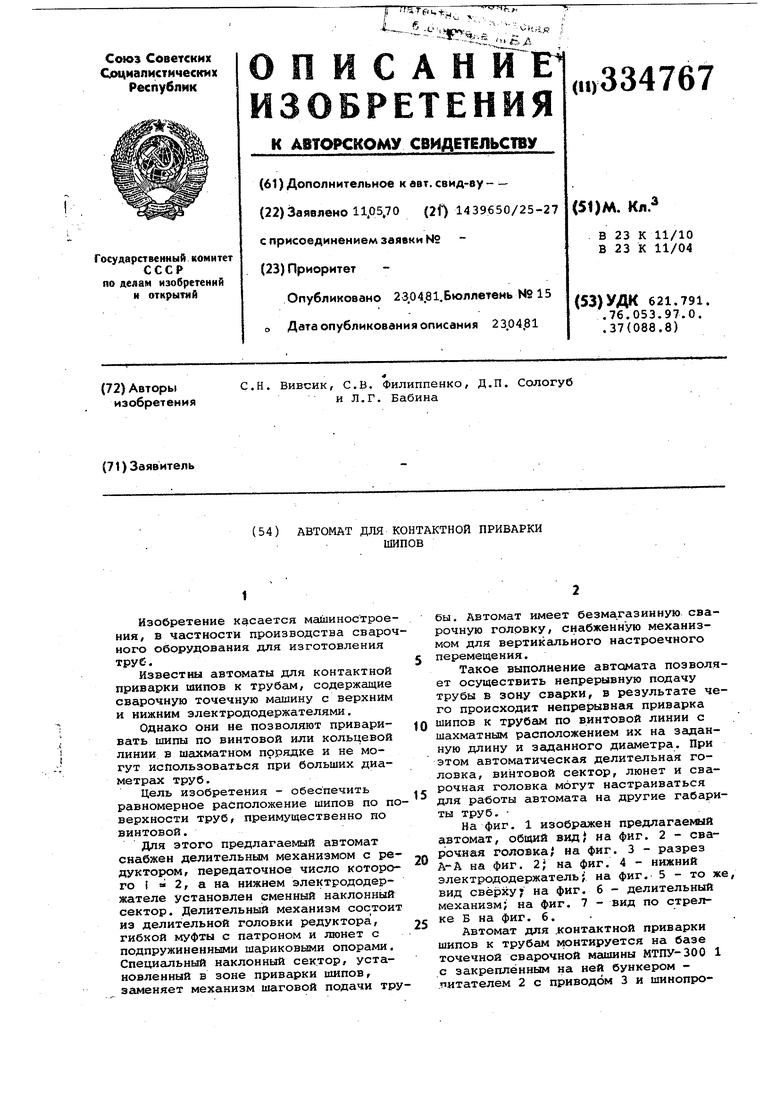
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| АВТОМАТ ДЛЯ КОНТАКТНОЙ ПРИВАРКИ ШИПОВ | 1966 |
|
SU177570A1 |
| Установка для сборки и сварки труб с заглушками | 1985 |
|
SU1232450A1 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| Электродная головка для контактной точечной сварки кольцевого шва | 1977 |
|
SU659315A1 |
| Устройство для многоколенной пространственной гибки труб | 1985 |
|
SU1268245A1 |
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
A-A
37
