пюго1мтк тг
...Л1
И 25
««а.
/
в. 1
Из накопителя исходных заготовок за готовка попадает на первую позицию кантователя 9 ориентируется механизмом .осевой ориентации 23, Кантователь 9 переводит сориентированную заготовку на рабочую поверхность для сварки ее первого торца После сварки всех заготовок они собираютU7628
ся в накопителе обработанных заготовок. Для сварки Btopbix торцов ложемент 3 переводит накопитель обработанных заготовок на место накопителя исходных заготовок, после чего начинается сварка вторых торцов заготовок. Это сокращает межоперационное время, 2. нл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Загрузочное устройство | 1987 |
|
SU1463432A2 |
| Устройство для обработки полых изделий | 1986 |
|
SU1355329A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Загрузочное устройство | 1988 |
|
SU1583254A2 |
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
Изобретение относится к сварке, а именно к конструкции устройства для подачи на обработку торцов цилиндрических заготовок, преимущественно под последовательную сварку каждого торца заготовки. Цель изобретения - повьшение производительности. Устройство содержит основание 1, накопитель исходных заготовок, механизм осевой подачи каждой заготовки к позиции осевой ориентации заготовки, механизм 23 осевой ориентации заготовки, рабочую позицию для обработки ее одного торца, ложемент 3 с механизмом 4 его поворота в плоскости, параллельной основанию 1, накопитель обработанных заготовок и отводящие лотки, расположенц те между накопителями и позицией осевой ориентации заготовки, двухпо- зиционный кантователь 9, смонтированную на ложементе 3 плиту 5 с механизмом 6 ее шагового перемещения. Механизм 23 размещен на основании 1 напротив одной позиции кантователя 9. Рабочая позиция дня обработки . одного из торцов заготовки размещена на другой позиции кантователя 9. «
1
Изобретение относится к сварке, а именно к конструкции устройства для, подачи на обработку торцов цилиндри ческих заготовок, преимущественно под последовательную сварку каждого торца заготовки.
Целью изобретения является повы- Вение произ водит ел ьн. ти сокращения межоперациокнс о вр.мекис
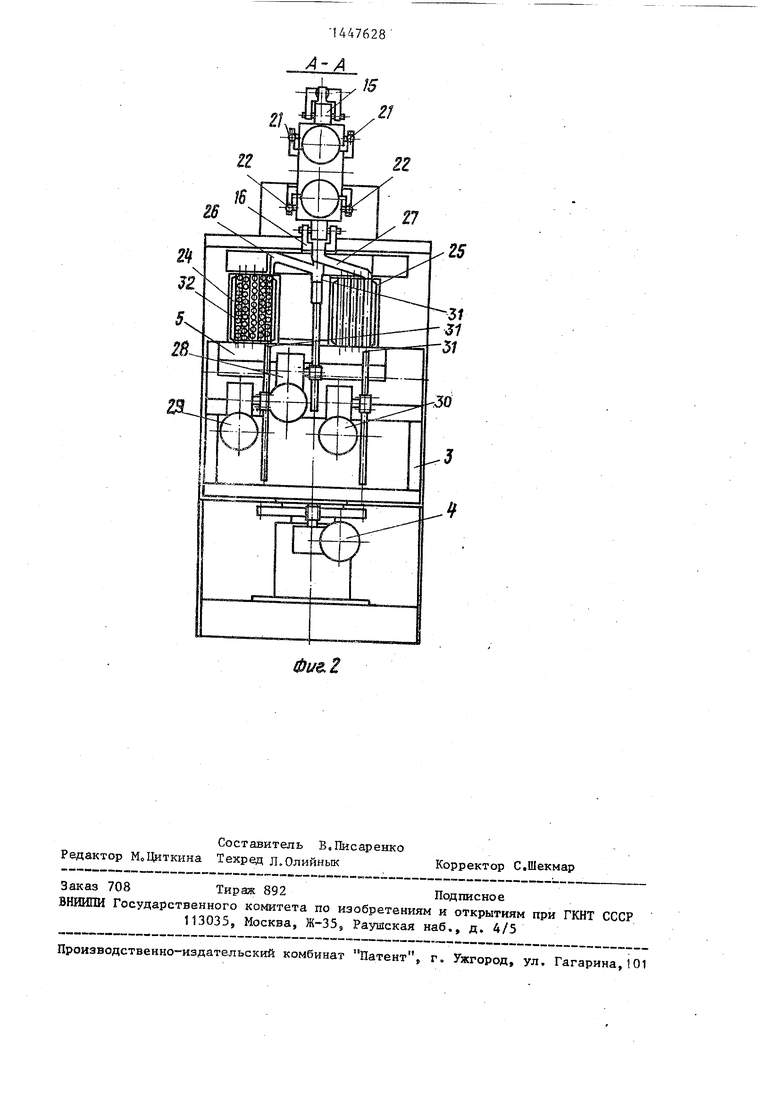
На фиг,1 показано устройство для подачи на i.paC T-KV горцов цилиндрических заготовок, 1реимуще1,твенно под последовательную сварку каждого торца заготовки;,на фиг,2 - разрез А-А на фиг.1,
Устройство содержит основание 1, на котором размещена опора 2, На опоре 2 с возможностью поворота в плоскости, параллельной основанию . смонтирован ложемент с приводом поворота 4, На ложементе 3 смонтирована плита 5 с механизмом 6 ее шагового перемещения. Плита 5 установлена на роликовых опорах 7 и кал- ках 8о На основании смонтирован двухпозиционный кантователь 9, размещенный на цапфах 10 и 11, с приводом поворота 12 в гшоскости, перпендикулярной основатмю 1. На каждой позиции кантователя,9 установлен механизм осевой подачи заготовок, вы- полненньш в виде двух кареток 13, 14 с зажимами 15,16 и упорами 17,18, Каретки 13,14 расположены диаметрально относительно оси поворота кантова Т(шя 9 с возможностью перемещения от приводов 19, 20 по направляющим 21,22, Напротив одной позиции кантователя 9 на основании 1 размещен механизм 23 осевой ориентации заготовки. Другая позиция кантователя 9
.является рабочей, над ней размещен сварочный автомат (не показан). На плите 5 закреплены накопитель 24
ИСХОДНЫХ заготовок и накопитель 25 обработанных заготовок. Накопители 24,25 выполнены многоручьевыми, имеют одинаковую конструкцию и являются вз аимоз аменя емыми,
На основании 1 между накопителями 24,25 закреплены отводящие лотки 26,27, а под плитой 5 закреплены три питателя 28-30. Вилка 31 питате- 41Я 28 расположена в вертикальной
плоскости, проходящей через продольные оси кареток 13, 14, вилка 31 питателя 29 расположена в вертикальной плоскости, проходящей через ось отводящего лотка 26, а вилка 31
питателя 30 расположена в вертикальной плоскости, проходящей через ось отводящего лотка 27,
Механизм 5 осевой ориентации заготовок 32 закреплен на основании
1 соосно с осью зажимов 16 каретки 14 ОДНОЙ из позиций кантователя 9.
Шаг перемещения плиты 5 равен расстоянию между ручьями в каждом накопителе 24,25.
Устройство работает следующим образом.
Накопитель 24 исходных заготовок 32 и накопитель 25 обработанных заготовок устанавливаются на плиту 5,
при этом первый ручей накопителя 24 устанавливается под лотком 26, а первый ручей накопителя 25 - под лотком 27.
Питатель 29 служит для поштучного
подъема заготовок 32 из накопителя этом поднятая из него заготовка 32 по лотку 26 скатывается на
вилку 31 питателя 28. Питатель 28 поднимает заготовку 32 и выводит ее на ось зажима 16 каретки 14 двухпо- зиционного кантователя 9, после чег каретка 14 от привода 20 начинает смещаться, захватывает упором 18 заготовку 32 и подает ее в механизм 23 осевой ориентации,
При осевой ориентации про илиро™ ванный торец детали устанавливается в соответствии с программой сварки относительно электрода сварочного автомата. После того как заготовка 30 сориентирована, зажимы 16 закрепляют ее, а каретка 14 возвращается в исходное положение. Кантователь 9 приводом 12 поворачивается на 180 относительно горизонтальной оси, при этом каретка 14 подает заготовку 32 на рабочую позицию под сварку,
В то время как заготовка 32, закрепленная в зажимах 16 каретки 14 сваривается, на рабочей позиции каретка 13 устанавливается в нижнее положение на позиции осевой ориентации поворотом кантователя 9 на 180 относительно горизонтальной оси и принимает последующую заготовку 32 накопителя 24, выдаваемую питателями 27 и 29, Затем заготовка 32 ориентируется механизмом 23 осевой ориентации и закрепляется в зажимах 15 каретки 13 двухпозиционного кантова- ,теля 9,
После того как из одного из ручьев накопителя 24 извлечены все заготовки 32 и уложены после сварки в один из ручьев накопителя 25, питатели 28 и 29 возвращаются в нижнее положение, а плита смещается в направлении, перпендикулярном продольной оси устройства на один шаг, равный расстоянию между ручьями, с. помощью механизма 6 относительно скалок 8, закрепленных на ложементе 3,
После извлечения заготовок 32 из всех ручьев накопителя 24 и укладки их в накопитель 25 ложемент 3 поворачивается на 180 относительно вертикальной оси с помощью привсща 4, устанавливая таким образом накопитель
25 на мест о накопителя 24, При этом заготовки 32 располагаются в накопителе 25 заваренными концами в сторону, противоположную размещению сварочного электрода, а подлежащие сварке концы располагаются со стороны размещения сварочного электрода. Затем цикл обработки повторяется.
Такое выполнение устройства повышает его производительность за счет автоматизации процесса подачи aroio- вок 32 под сварку, а также сокращения межоперационного времени.
Формула изобретения Устройство для подачи на обработку торцов цилиндрических заготовок, преимущественно под последукщую сварку каждого торца заготовки, содержащее основание, накопитель исходных заготовок, механизм осевой подачи каждой заготовки к позиции осевой ориентации заготовки, механизм осе- вой ориентации заготовки, рабочую позицию для обработки ее одного торца, ложемент с механизмом его поворота в плоскости, параллельной основанию, накопитель .обработанных заготовок и отводящие лотки, распеложв«- ные между накопителями и позицией осевой ориентации заготовки, о т л чающееся тем, что, с цельн- повьшегшя производительности путем сокращения межоперационного времена j устройство оснащено, смонтированным на основании двухпозиционным кантователем и смонтированной на ложементе плитой с механизмом ее шагового перемещения, при зтом механизм осевой ориентации заготовки размещен на основании напротив одной позиции кантователя, а рабочая позиция для обработки одного из торцов заготовки размещена на другой позиции кантователя, причем оба накопителя выполнены многоручьевыми и установлены на плите симметрично относительно оси поворота двухпозиционного кантователя, а шаг перемещения шти- ты равен расстоянию между ручьями в каждом накопителе.
2
Фие.2
| Владзиевский A.П | |||
| и др | |||
| Основы автоматизации производства в мащиио- строеник | |||
| М,: Высшая школа, 1974, с | |||
| Прибор для наглядного представления свойств кривых 2 порядка (механические подвижные чертежи) | 1921 |
|
SU323A1 |
| табл | |||
| xiV.l, кл | |||
| IV | |||
| J | |||
