Изобретение относится к литейному производству и может быть применено при получении тонкостенных отливок с внутренними вертикальными полостями в сырых разовых песчано-глинистых формах.
Целью изобретения является интенсификация вывода газа из рабочей полости формы и из стержня.
На фиг. 1 изображена песчано-глини- стая форма, разрез; на фиг. 2 - то же, вид сверху, при снятой полуформе.
Литейная форма для тонкостенных отливок содержит нижнюю полуформу 1, верхнюю полуформу 2 с полостью 3 для выпора, вентиляционные каналы 4, вертикальный стержень 5, расположенный в рабочей полости 6, заполняемой металлом, с верхней знаковой частью 7, выполненной в виде конуса, переходящего в полусферу. Диаметр основания верхнего знака D превышает диаметр стержня d, но меньше диаметра рабочей полости формы DL Верхний стержневой знак имеет, например, два прямоугольных канала 8 для вывода пузырьков газа 9 из рабочей полости формы в полость 3 для выпора.
Литейная форма для тонкостенных отливок обеспечивает вывод газа из рабочей полости формы, а также устойчивое положение стержня в форме следующим образом.
При заливке формы металлам газ, находящийся в рабочей полости 6 формы, уступает место жидкому металлу, устремляясь вверх по каналам 8, расположенным в верхней знаковой части 7 стержня 5, в полость 3 выпора.
При сборке сырой формы при отклонении стержня 5 от вертикального положения
или при смещении верхней полуформы 2 относительно нижней полуформы 1 стержень 5 с полусферическим на торце знаком (7), не имея острой кромки, легко выправляется в знаковой части верхней полуформы 2, не разрушая ее, и занимает нужное положение в форме,
По сравнению с прототипом данная форма достаточно обеспечивает выход газа
из стержня и из рабочей полости формы и центровку верхнего стержневого знака со знаком верхней полуформы. Тем самым снижается брак отливок по газовым раковинам, вскипу и перекосу.
Предлагаемое изобретение легко выполнимо и найдет применение лри изготовлении тонкостенных отливок с верти- .кальными полостями из черных и цветных сплавов в формах, изготовленных по- сырому.
5
0
5
Ф о р м у л а и з о б р е т е н и я Литейная форма для тонкостенных отливок, содержащая две полуформы с вентиляционными каналами, верхняя из которых имеет полость для выпора, вертикальный стержень, расположенный в рабочей полости, отличающаяся тем, что, с целью интенсификации вывода газов из рабочей полости и из стержня, полость для выпора размещена над стержнем соосноему, а в верхней знаковой части стержня выполнен по крайней мере один канал для сообщения рабочей полости с выпором, причем торцовая поверхность верхней знаковой части стержня и сопрягаемая с ней часть поверхности верхней полуфрмы выполнены полусферическими.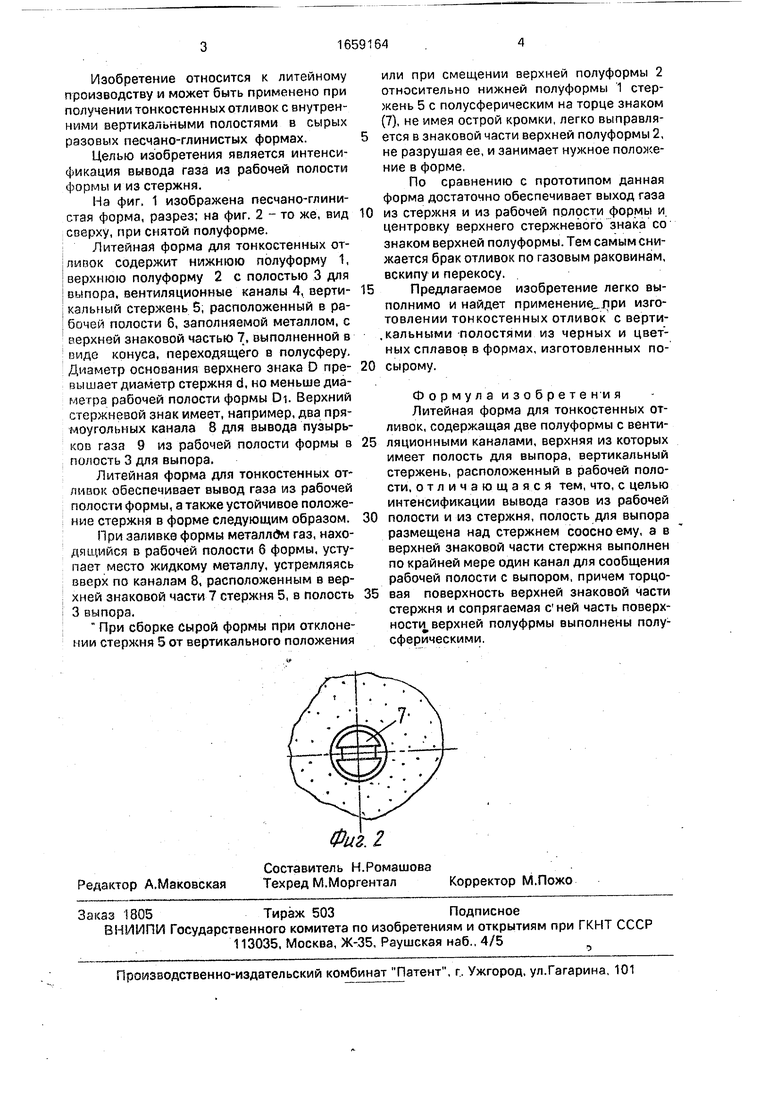
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Постоянная литейная форма | 1981 |
|
SU1065078A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Литейный стержень | 1991 |
|
SU1787653A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА В ОПОКАХ С ВЕРТИКАЛЬНОЙ ЛИНИЕЙ РАЗЪЕМА НА АВТОМАТИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2025194C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Стопочная литейная форма | 2019 |
|
RU2746869C1 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2030244C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
Изобретение относится к литейному производству и может быть применено при получении тонкостенных отливок с внутренними вертикальными полостями в сырых разовых песчано-глинистых формах. Цель изобретения - интенсификация вывода газа из рабочей полости формы и из стержня. Предлагаемая форма применяется при получении тонкостенных отливок с внутренними вертикальными полостями в сырых разовых песчано-глинистых формах, позволяет интенсифицировать вывод газа их рабочей полости формы и из стержня. В верхней полуформе 2 полость 3 для выпора размещена над стержнем 5 соосно с ним. В верхней знаковой части вертикального стержня 5 выполнен по крайней мере один канал 8 для сообщения рабочей полости формы с выпором, причем торцовая поверхность верхней знаковой части стержня 5 И сопрягаемая с ней часть верхней полуформы 2 выполнены полусферическими. 2 ил. J 9 8 I// Ё О сл ю Јь Фиг. /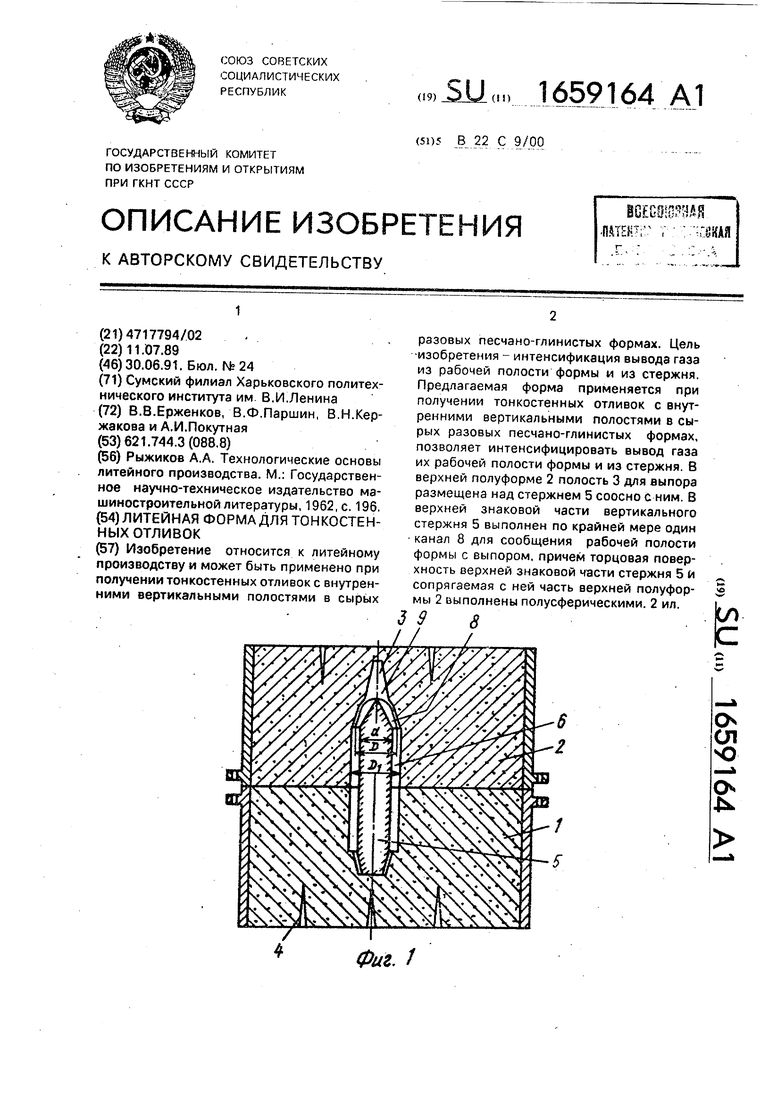
Фиг. 2
Редактор А.Маковская
Составитель Н.Ромашова Техред М.Моргентал
Корректор М.Пожо
| Рыжиков А.А | |||
| Технологические основы литейного производства | |||
| М.: Государственное научно-техническое издательство машиностроительной литературы, 1962, с | |||
| Пылеочистительное устройство к трепальным машинам | 1923 |
|
SU196A1 |
