Изобретение относится к области ротационной обработки материалов давлением, конкретно, к изготовлению буртов на образующей части цилиндрических заготовок, в том числе трубных, методом раскатывания деформирующими роликами.
Известен способ торцовой раскатки буртов на цилиндрических заготовках. [Ковка и штамповка: Справочник в 4-х томах /Ред. совет: Е.И.Семенов и др. // М.: Машиностроение, 1987. - Т.3. Холодная объемная штамповка/ Под ред. Г.А.Навроцкого. - С.350-355]. Способ включает в себя деформирование торцовой части трубной заготовки, приведенной во вращение, наклонным деформирующим валком, перемещаемым поступательно вдоль оси заготовки. Способ применяется для раскатывания буртов на торцовой части заготовки. Получение данным способом буртов на срединной образующей части трубной заготовки невозможно, вследствие перемещения деформирующего валка и, соответственно, деформирующей силы вдоль оси заготовки.
Известен способ получения ступенчатых валов, выбранный за прототип [а.с. СССР №1773539]. В способе цилиндрическую заготовку деформируют неподвижным клиновым инструментом, осуществляя перемещение заготовки с помощью двух приводных опорных роликов и ее вращение за счет контактного трения между поверхностями клинового инструмента и заготовки. Недостаток способа в том, что структура металла бурта остается недеформированной и следовательно менее прочной, чем материал остальной деформированной части детали. Кроме того, размер диаметра получаемого бурта не превышает размера диаметра исходной заготовки. Следовательно, для получения изделия с заданным диаметром бурта по известному способу требуется заготовка большего диаметра, чем по предлагаемому. Это влечет за собой большие затраты на предварительную обработку заготовки под деформирование, в том числе на резку прутка или трубы на мерные заготовки. Способ имеет ограниченные технологические возможности по отношению диаметра DБ бурта к диаметру DВ втулочной части детали: 
Задачей изобретения является улучшение механических свойств буртов, снижение затрат на обработку заготовки под деформирование и расширение технологических возможностей способа.
Предложен способ получения буртов на трубчатых заготовках раскаткой, который включает сообщение вращения заготовке, обеспечивая синхронное вращение заготовки и инструмента за счет контактного трения между поверхностями инструмента и заготовки и локальное деформирование заготовки деформирующим инструментом. В качестве деформирующего инструмента использован ролик, установленный с возможностью вращения и поворота относительно оси заготовки. Деформирование выполняют в два этапа: на первом - осуществляют ротационную высадку заготовки роликом под углом α1 к оси заготовки, где 15°<α1<40°, при этом формируют на деформируемой части заготовки усеченный конус, на втором этапе деформируют усеченный конус заготовки путем принудительного перемещения ролика под углом 40°<α2<75° к оси заготовки.
Существенность отличительных признаков.
Деформирование выполняют в два этапа. Ротационная высадка заготовки роликом под углом α1 на первом этапе деформирования обеспечивает возможность получения заготовки в виде усеченного конуса. Происходит предварительное деформирование заготовки, что улучшает структуру металла и его механические свойства. Перемещение ролика на втором этапе под углом α2 обеспечивает возможность получения бурта на образующей части заготовки с большими диаметральными размерами, чем исходной заготовки. Происходит окончательное формирование структуры и механических свойств бурта. Благодаря новому углу α2 происходит интенсивное течение металла как в радиальном, так и осевом направлениях. При этом радиальное течение металла обеспечивает получение радиального бурта на срединной части заготовки, а течение металла в осевом направлении приводит к формированию втулочной части детали.
Таким образом, в предлагаемом способе на первом этапе деформирования заготовки реализуется процесс ротационной высадки трубчатой части заготовки, а на втором этапе - процесс радиально-осевого ротационного выдавливания. Только совокупность отличительных признаков позволяет решить поставленную задачу.
Сущность изобретения поясняется графическим материалом.
Схема первого этапа деформирования представлена на фиг.1, 2.
Фиг.1 - установка заготовки на требуемую высоту hД деформируемой части и подвода деформирующего ролика под заданным углом α1 к оси заготовки.
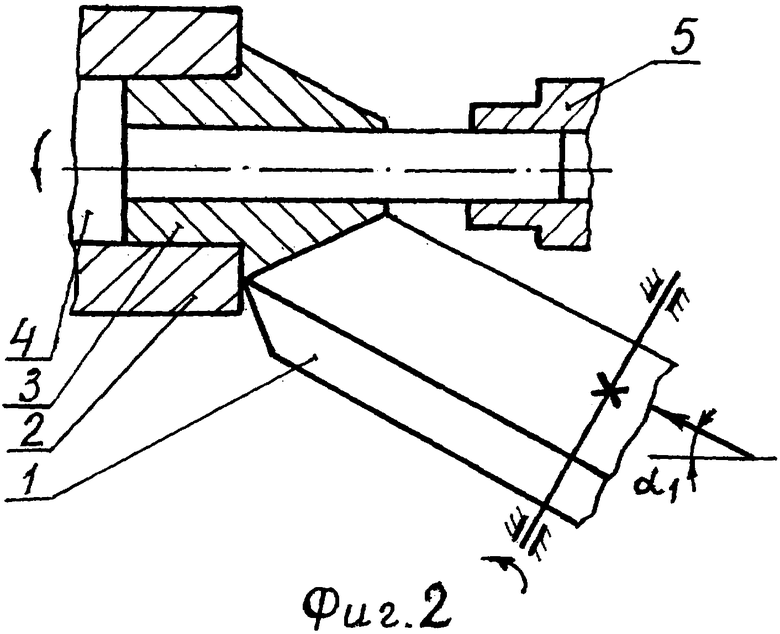
Фиг.2 - изображение деформирования выставленной части заготовки и формирование заготовки в форме усеченного конуса.
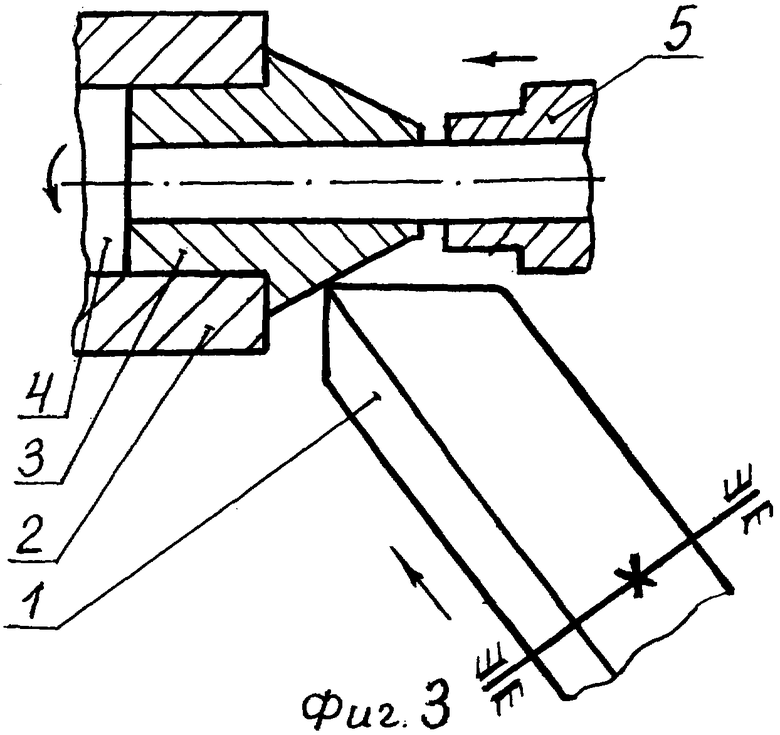
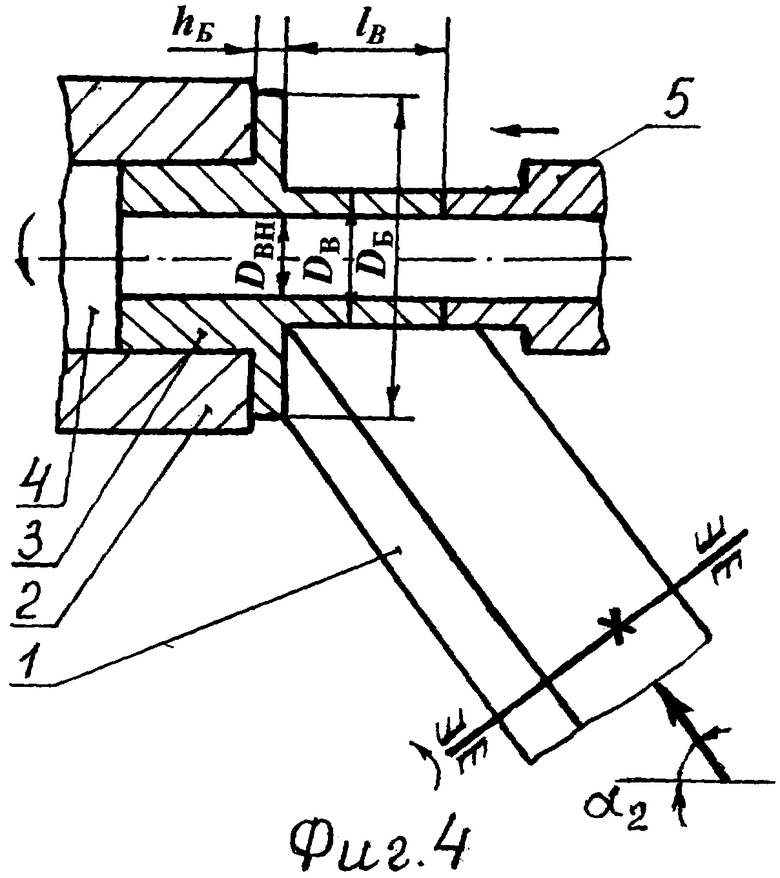
Схема второго этапа деформирования представлена на фиг.3, 4.
Фиг.3 - изображение подвода деформирующего ролика под углом α2 к оси заготовки в срединной части заготовки.
Фиг.4 - окончательное формирование изделия.
На фигурах 1 и 2 представлена схема, раскрывающая предлагаемый способ, где 1 - деформирующий ролик, установленный с возможностью наклона к оси формируемого изделия; 2 - приводная матрица; 3 - трубчатая заготовка; 4 - выталкиватель; 5 - опора выталкивателя.
Заявляемый способ осуществляют следующим образом. Этап предварительного деформирования поясняется схемой, изображенной на фиг.1 и 2. В качестве деформирующего инструмента использован ролик 1. Деформирующий ролик 1 устанавливают под углом α1 к оси приводной матрицы 2. Исходную трубчатую заготовку 3 одевают на стержневую часть выталкивателя 4 и устанавливают в приводной матрице 2 на требуемую высоту hД деформируемой части заготовки. Опора выталкивателя 5 подводится к выталкивателю 4 и вводится с ним в контакт для повышения жесткости системы заготовка-инструмент (фиг.1). Приводную матрицу 2 с заготовкой 3 приводят во вращение, деформирующий ролик 1 подводят к заготовке 3, перемещают его под установленным углом α1 и таким образом осуществляют процесс предварительного деформирования заготовки 3 (фиг.2). В процессе деформирования выставленная часть трубчатой заготовки приобретает форму усеченного конуса. Форма усеченного конуса создает благоприятные условия для последующего формирования бурта на срединной части заготовки.
На втором этапе деформирования заготовки угол наклона деформирующего ролика 1 относительно оси приводной матрицы 2, а следовательно, и оси заготовки 3, меняют на угол α2 (фиг.3). Деформирующий ролик 1 вновь подводят к сформированной конической поверхности заготовки 3 под углом α2 и таким образом осуществляют процесс окончательного формирования изделия (фиг.4).
Благодаря новому углу α2 происходит интенсивное течение металла как в радиальном, так и в осевом направлениях. При этом радиальное течение металла обеспечивает получение радиального бурта на срединной части детали, а течение металла в осевом направлении приводит к формированию ее втулочной части.
При угле α1 между деформирующим роликом 1 и осью приводной матрицы 2 менее 15° происходит деформирование в радиальном направлении преимущественно торцовой части заготовки. Углы α1 более 40° затрудняют течение металла в осевом направлении, что ограничивает размеры высоты формируемого конуса в пределах  где hК - высота формируемого конуса, DВ - диаметр втулочной части детали. Применение углов α2 менее 40° ограничивает длину формируемой втулочной части детали соотношением
где hК - высота формируемого конуса, DВ - диаметр втулочной части детали. Применение углов α2 менее 40° ограничивает длину формируемой втулочной части детали соотношением  где lВ - длина втулочной части детали, DБ - диаметр бурта. Использование углов α2 более 75° затрудняет течение металла в радиальном направлении и ограничивает размеры формируемых буртов на срединной части заготовки соотношением
где lВ - длина втулочной части детали, DБ - диаметр бурта. Использование углов α2 более 75° затрудняет течение металла в радиальном направлении и ограничивает размеры формируемых буртов на срединной части заготовки соотношением 
Пример реализации способа.
Предлагаемым способом получили детали с размерами, представленными в таблице.
В таблице обозначены:
α1, α2 - углы между деформирующим роликом и осью приводной матрицы;
hБ - высота бурта;
DБ - диаметр бурта;
DВН - внутренний диаметр заготовки и детали;
DВ - наружный диаметр втулочной части;
lВ - длина втулочной части;
Dзаг - наружный диаметр заготовки.
Материал заготовок - сталь 10.
град
град
мм
мм
мм
мм
мм
мм
мм
При раскатке детали с указанными размерами использованы трубчатые заготовки. На первом этапе деформирования осуществляли ротационную высадку заготовок деформирующим роликом под углом α1 к оси заготовки, где 15°<α1<40°. При этом на деформируемой части заготовок сформировали усеченный конус.
На втором этапе усеченный конус заготовки деформировали роликом под углом наклона α2, где 40°<α2<75°. В момент окончательного формирования детали приобрели необходимые размеры бурта и втулочной части.
В результате деформирования бурта беспорядочно ориентированные кристаллы заготовки повернулись осями наибольшей прочности вдоль направления деформирования и обеспечили оптимальное расположение волокон материала к действующим в процессе эксплуатации напряжениям.
Наружный диаметр заготовки уменьшился по сравнению с прототипом с 55÷66 мм до 40 мм.
Схема деформирования в два этапа позволяет изготавливать по предлагаемому способу детали сложной формы, в том числе трубчатые изделия с фасонными буртами на срединной части с отношением диаметра DБ бурта к диаметру DВ втулочной части детали  т.е. расширяются технологические возможности способа. Отношение диаметра DБ бурта к диаметру DВ втулочной части детали увеличилось по сравнению с прототипом с
т.е. расширяются технологические возможности способа. Отношение диаметра DБ бурта к диаметру DВ втулочной части детали увеличилось по сравнению с прототипом с  до
до 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКАТКИ ФЛАНЦЕВ ТРУБЧАТЫХ ЗАГОТОВОК | 2012 |
|
RU2499648C1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2015 |
|
RU2619549C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ РОТАЦИОННОЙ ВЫТЯЖКОЙ | 1994 |
|
RU2086330C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2106217C1 |
| СПОСОБ ЗАКАТКИ КОНЦА ТРУБЧАТОЙ ЗАГОТОВКИ | 1993 |
|
RU2048943C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| Способ изготовления полых корпусных деталей | 1977 |
|
SU631238A1 |
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
Изобретение относится к области ротационной обработки материалов давлением и может быть использовано для получения буртов на трубчатых заготовках. Заготовке сообщают вращение. За счет контактного трения между инструментом и заготовкой обеспечивается синхронное с заготовкой вращение инструмента. Осуществляют локальное деформирование заготовки деформирующим инструментом в виде ролика. Ролик устанавливают с возможностью вращения и поворота относительно оси заготовки. Деформирование производят в два этапа. На первом этапе осуществляют ротационную высадку заготовки роликом под углом 15°<α1<40° к оси заготовки и получают усеченный конус. На втором этапе деформируют усеченный конус путем принудительного перемещения ролика под углом 40°<α2<75° к оси заготовки. В результате обеспечивается улучшение механических свойств изделия, снижение затрат на обработку заготовки под деформирование и расширение технологических возможностей способа. 4 ил., 1 табл.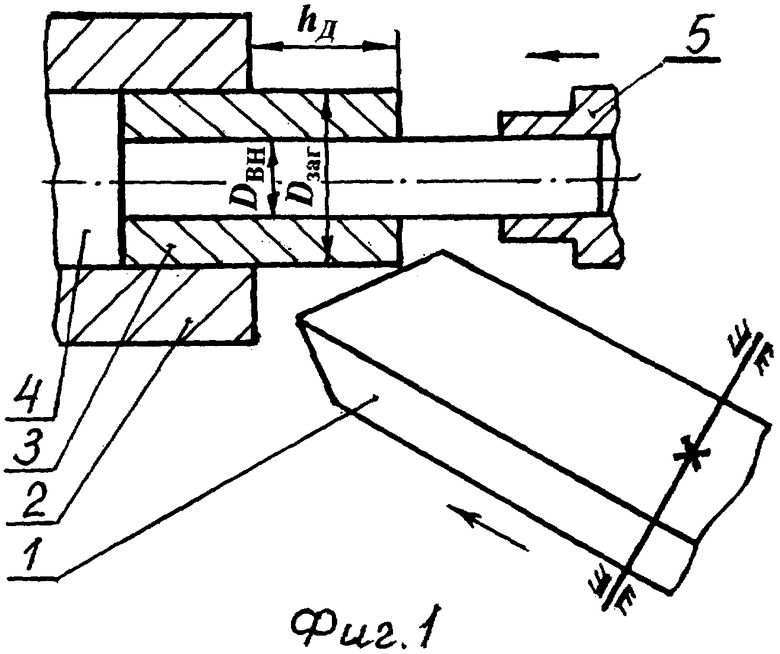
Способ получения буртов на трубчатых заготовках раскаткой, включающий сообщение вращения заготовке с обеспечением синхронного с заготовкой вращения инструмента за счет контактного трения между инструментом и заготовкой и локальное деформирование заготовки деформирующим инструментом, отличающийся тем, что в качестве деформирующего инструмента используют ролик, установленный с возможностью вращения и поворота относительно оси заготовки, при этом локальное деформирование заготовки осуществляют в два этапа, на первом из которых производят ротационную высадку заготовки роликом под углом α1 к оси заготовки с формированием на деформируемой части заготовки усеченного конуса, а на втором этапе деформируют упомянутый усеченный конус путем принудительного перемещения ролика под углом α2 к оси заготовки, где 15°<α1<40°, а 40°<α2<75°.
| Способ получения ступенчатых валов | 1990 |
|
SU1773539A1 |
| Способ поперечно-клиновой прокатки | 1979 |
|
SU837509A1 |
| Рабочая клеть стана для получения полых фланцевых изделий с фасонной боковой поверхностью | 1981 |
|
SU967637A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| Устройство для поперечной прокатки | 1989 |
|
SU1669623A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОКИСЛЕННОЙ НИКЕЛЕВОЙ РУДЫ | 2000 |
|
RU2185457C2 |
| КОМПОЗИЦИЯ ДЛЯ УСТРОЙСТВА ПОЛОВ | 2006 |
|
RU2327664C1 |
| DE 10121546 А1, 29.11.2001. | |||

