Изобретение относится к сварке, а именно к оборудованию для контактной точечной сварки.
Целью изобретения является повышение производительности путем автоматической ориентации корпусов изделий под сварку.
На фиг. 1 представлен предлагаемый автомат; на фиг.2 - сечение А-А на фиг.1.
Роторно-сварочный автомат содержит станину 1, ротор 2 с рабочим органом 3 и подставкой 4, состоящей из гильзы 5, движущейся по копиру 6 и вертикально перемещающейся по корпусу 7, и поворотного сердечника 8 с электромагнитом 9. При этом сердечник имеет шестерню 10, входящую в зубчатое зацепление.
Рабочий орган 3 содержит установленные один в другом подпружиненные трубооб- разные элементы 11 и 12, расположенные в неподвижном корпусе 13. В окнах последнего смонтированы верхние электроды 14 и выдвижной электрод 15 с проходящим через него пальцем 16, который установлен в корпусе 17 с пружиной 18. Корпус 17 ввернут в корпус рабочего органа 3.
Непосредственно с пальцем 16 связана пластина 19, размещенная в подпружиненном цилиндре 20, который соединен со штоком 21, выходящим наружу через отверстие в днище корпуса 13,
Автомат снабжен наружными электродами 22 и 23 с гнездами для привариваемых рельефной сваркой деталей и приводами 24 и 25 сжатия, работающими по копирам 26 и 27, устройствами 28 и 29 для подачи деталей в гнезда электродов. Для приведения выдвижного электрода 15 в первоначальное положение служит пружина 30.
Автомат работает следующим образом. Корпус изделия 31 (например, корпус чайника) передвигается подающей шестеренкой с конвейера (не показаны) на подставку 4 непрерывно движущегося ротора 2. После этого подставка 4 начинает перемещаться вверх, рабочий орган 3 входит в корпус изделия и шток 21 перемещается вверх, освобождая палец 16. Шестерня 10 входит в зацепление, вращая сердечник 8 с включенным электромагнитом 9. Как только палец 16 попадает в отверстие корпуса, срабатывает концевой выключатель (не показан), электромагнит 9 отключается и корпус изделия 31 проворачивается относительно подставки 4
до тех пор, пока сердечник не выйдет из зубчатого зацепления, после чего трубооб- разные элементы 11 и 12 разжимают электроды 14 и 15. Затем приводы 24 и 25 с определенным усилием прижимают детали,
установленные в гнездах электродов 22 и 23, к корпусу изделия и пропускается сварочный ток. После этого приводы сжатия освобождают наружные электроды 22 и 23, которые становятся в исходное положение,
и к ним через устройства 28 и 29 подаются в гнезда детали для последующих операций на другом корпусе изделия Снова включается электромагнит 9, трубообразные элементы 11 и 12, выдвижной электрод 15
устанавливаются в исходное положение. По мере опускания подставки 4 шток 21 освобождается и палец 16 устанавливается на прежнее место. Когда подставка 4 достигает поверхности стола ротора, электромагнит 9
отключается, шестеренка переставляет корпус чайника с подставки 4 на конвейер.
В это время на других постах происходят идентичные операции. Таким образом, размещение большего количества сварочных постов на роторе и совмещение ряда различных операций позволяет повысить производительность роторно-сварочного автомата.
Формула изобретения
Роторно-сварочный автомат, преимущественно для приварки арматуры посуды, содержащий станину, соединенные с источником питания внутренние верхний и выдвижной электроды, наружные электроды с
гнездами для привариваемых деталей, ротор с механизмом перемещения, привод сжатия электродов и устройство для подачи привариваемых деталей, отличающий- с я тем, что, с целью повышения производительности путем автоматической ориентации корпусов изделия под сварку, внутренние электроды выполнены с конической поверхностью, выдвижной электрод снабжен подпружиненным пальцем для фиксации корпуса изделия, ротор оснащен поворотными подставками по числу сварочных постов и размещенными над каждой из
них рабочими органами с внутренними электродами, каждая поворотная подставка снабжена электромагнитом и установлена с возможностью кинематической связи с механизмом перемещения ротора, каждый рабочий орган состоит из корпуса, размещенных в нем подпружиненных тру- бообразных элементов, установленных с возможностью взаимодействия с конической поверхностью электродов, и штока с наконечником,кинематически связанного с подпружиненным пальцем выдвижного электрода.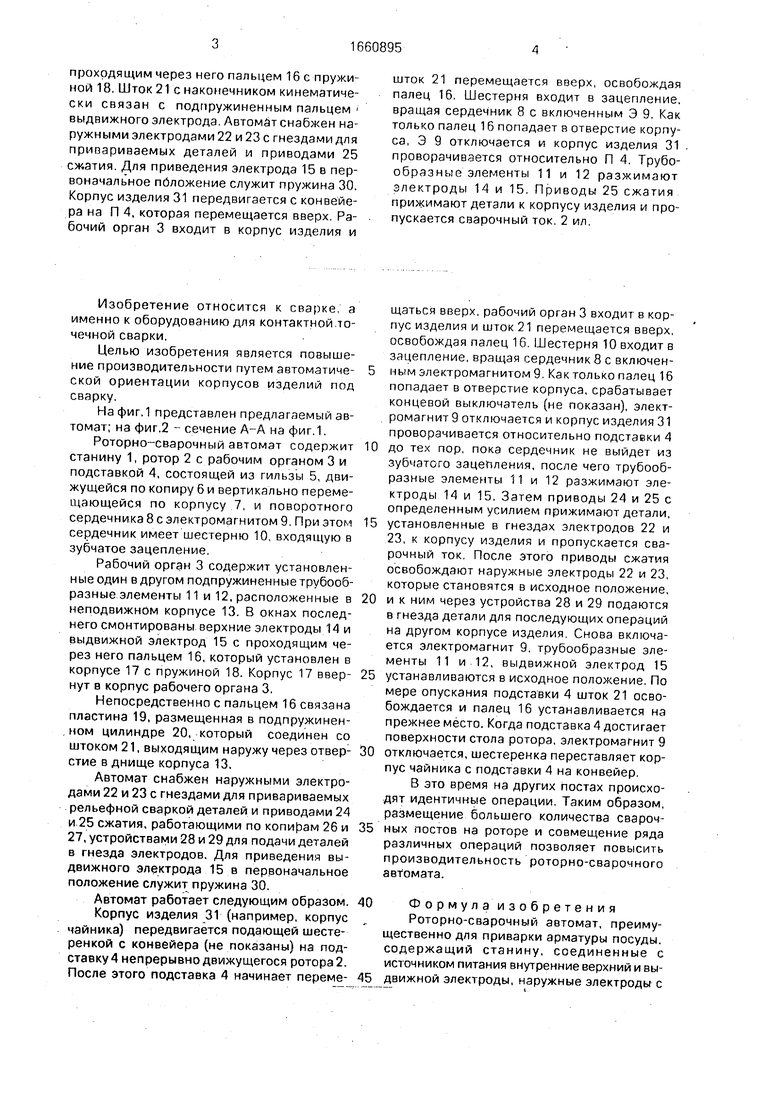
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| Автомат для изготовления радиаторов термоэлектрических батарей | 1978 |
|
SU747653A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ПОД СЛОЕМ ФЛЮСА | 1969 |
|
SU251116A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1970 |
|
SU281691A1 |
| Устройство для дуговой сварки стержня с пластиной | 1990 |
|
SU1738536A1 |
| Пистолет для приварки шпилек | 1974 |
|
SU486879A1 |
| Устройство для автоматической сварки | 1980 |
|
SU941122A1 |
Изобретение относится к сварке, а именно к оборудованию для контактной точечной сварки. Цель изобретения - повышение производительности путем автоматической ориентации корпусов изделий. Роторно-сварочный автомат содержит станину, ротор с рабочим органом (РО) 3 и поворотной подставкой (П) 4 с электромагнитом (Э) 9. Сердечник имеет шестерню, входящую в зубчатое зацепление с механизмом перемещения ротора. РО 3 содержит установленные один в другом подпружиненные трубообразные элементы 11 и 12, расположенные в неподвижном корпусе 13. В окнах последнего смонтированы верхние электроды 14 и выдвижной электрод 15 с проходящим через него пальцем 16 с пружиной 18. Шток 21 с наконечником кинематически связан с подпружиненным пальцем выдвижного электрода. Автомат снабжен наружными электродами 22 и 23 с гнездами для привариваемых деталей и приводами 25 сжатия. Для приведения электрода 15 в первоначальное положение служит пружина 30. Корпус изделия 31 передвигается с конвейера на П 4, которая перемещается вверх. Рабочий орган 3 входит в корпус изделия и шток 21 перемещается вверх, освобождая палец 16. Шестерня входит в зацепление, вращая сердечник 8 с включенным Э 9. Как только палец 16 попадает в отверстие корпуса, Э 9 отключается и корпус изделия 31 проворачивается относительно П 4. Трубообразные элементы 11 и 12 разжимают электроды 14 и 15. Приводы 25 сжатия прижимают детали к корпусу изделия и пропускается сварочный ток. 2 ил.
| Моравский В.Э | |||
| и Ворона Д.С | |||
| Технология и оборудование для точечной и рельефной конденсаторной сварки | |||
| Киев: Наукова думка, 1985, с | |||
| Ротационный колун | 1919 |
|
SU227A1 |
| Огнетушитель | 0 |
|
SU91A1 |
