Изобретение относится к наземному строительству, в частности к эксплуатации и ремонту оборудования и оснастки для выполнения бетонных работ при изготовлении сборных железобетонных конструкций и возведения монолитных сооружений.
Цель изобретения - повышение производительности при очистке оборудования.
Очистку металлического оборудования можно выполнять на серийно выпускаемом оборудовании для тепловой обработки твердеющего бетона, например в камерах индукционной тепловой обработки предварительно напряженных опор ЛЭП специальных индукционных камерах для очистки оборудования. Операция очистки выполняется в следующей последовательности. Очищаемое оборудование заключают в теплоизолирующий кожух из термостойкого диэлектрического материала, например из листового асбеста,
и размещают в магнитном поле переменного тока, например в индукционной камере в электромагнитном индукторе переменного тока. Прогрев очищаемой поверхности осуществляют в интервале 105-550°С до максимальной температуры, допускаемой термостойкостью обмотки индуктора. После прогрева металла до разрушения структурных связей цементного камня очищаемое оборудование извлекается из электромагнитного индуктора и охлаждается С очищаемой поверхности удаляются затвердевшие остатки бетона, потерявшие с ней структурные связи.
Пример. Очистка оголовков вершины и комля опалубки для изготовления железобетонных предварительно напряженных стоек СК-4Пр-П и СК-4 опор ЛЭП выполняется в индукционной камере для тепловой обработки твердеющего бетона Оголовки
О О
о ю VI
XI
вершин и комля П-образной формы после длительной эксплуатации имеют загрязнение наружных и внутренних поверхностей слоями: наружных 15-35 мм, внутренних 100-200 мм и более. Загрязняющие остатки из бетона марки 500, которые прошли многократную тепловую обработку.
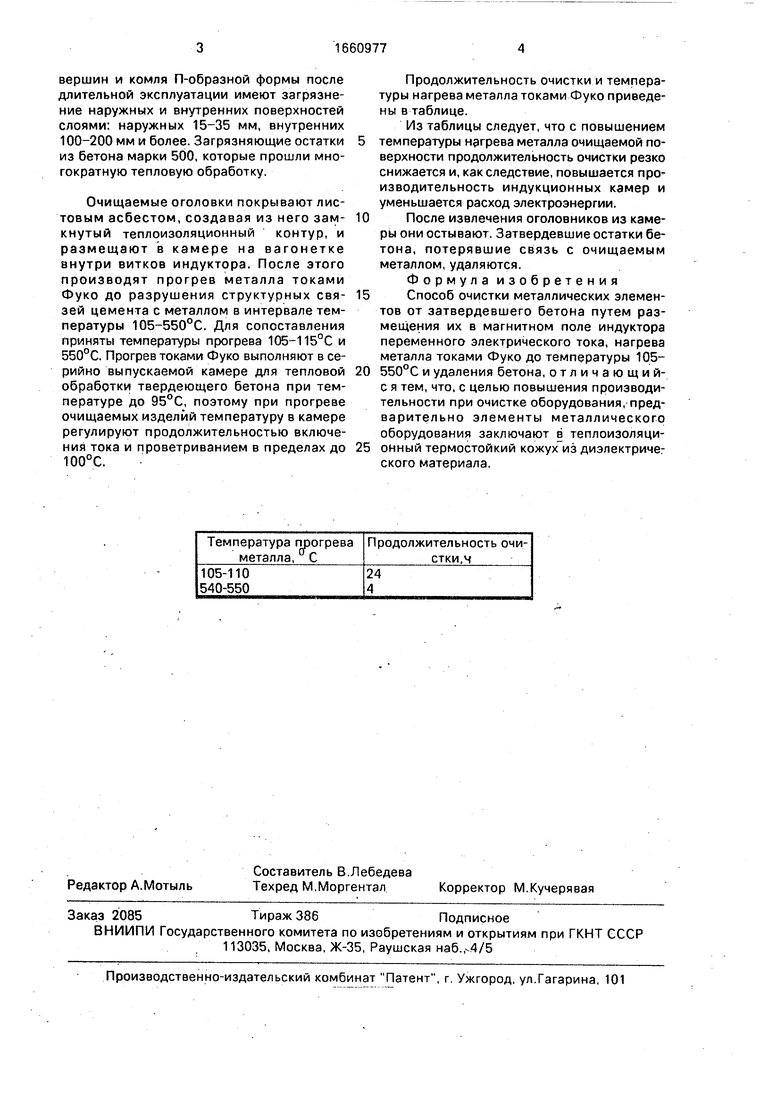
Очищаемые оголовки покрывают листовым асбестом,создавая из него зам- кнутый теплоизоляционный контур, и размещают в камере на вагонетке внутри витков индуктора. После этого производят прогрев металла токами Фуко до разрушения структурных свя- зей цемента с металлом в интервале температуры 105-550°С. Для сопоставления приняты температуры прогрева 105-115°С и 550°С. Прогрев токами Фуко выполняют в серийно выпускаемой камере для тепловой обработки твердеющего бетона при температуре до 95°С, поэтому при прогреве очищаемых изделий температуру в камере регулируют продолжительностью включения тока и проветриванием в пределах до 100°С.
Продолжительность очистки и температуры нагрева металла токами Фуко приведены в таблице.
Из таблицы следует, что с повышением температуры нагрева металла очищаемой поверхности продолжительность очистки резко снижается и, как следствие, повышается производительность индукционных камер и уменьшается расход электроэнергии.
После извлечения оголовников из камеры они остывают. Затвердевшие остатки бетона, потерявшие связь с очищаемым металлом, удаляются.
Формула изобретения
Способ очистки металлических элементов от затвердевшего бетона путем размещения их в магнитном поле индуктора переменного электрического тока, нагрева металла токами Фуко до температуры 105- 550°С и удаления бетона, отличающий- с я тем, что. с целью повышения производительности при очистке оборудования, предварительно элементы металлического оборудования заключают в теплоизоляционный термостойкий кожух из диэлектрического материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки металлического формовочного оборудования | 1990 |
|
SU1761497A1 |
| Способ очистки металлического оборудования | 1991 |
|
SU1834807A3 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU399493A1 |
| Способ изготовления полых железобетонных изделий | 1979 |
|
SU857082A2 |
| Способ двустороннего высокотемпературного прогрева тонкослойных лакокрасочных покрытий (интумесцентных красок огнезащитного типа) | 2023 |
|
RU2814877C1 |
| Устройство для тепловой обработки раструбных железобетонных трубчатых изделий | 1990 |
|
SU1787798A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРЕВА ГОРИЗОНТАЛЬНЫХ МОНОЛИТНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2022 |
|
RU2810344C1 |
| Способ термообработки полых центрифугированных железобетонных изделий | 1979 |
|
SU863573A1 |
| СПОСОБ ПЕРЕДЕЛА РУДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2215050C1 |
| Способ изготовления полых железобетонных изделий | 1977 |
|
SU643476A1 |
Изобретение относится к области строительства, а именно к очистке металлического оборудования от остатков затвердевшего бетона, используемого при изготовлении сборных железобетонных конструкций и возведении монолитных сооружений. Цель изобретения - повышение производительности при очистке оборудования. Элементы металлического оборудование заключают в теплоизоляционный термостойкий кожух из диэлектрического материала, размещают в магнитном поле индуктора переменного электрического тока, производят нагрев металла токами Фуко до температуры 105 - 550°С, охлаждают и удаляют бетон с поверхности металла. 1 табл.
| Способ очистки металлического формовочного оборудования | 1980 |
|
SU876443A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ разрушения железобетонных конструкций | 1947 |
|
SU75369A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
