Изобретение относится к области электромашиностроения и может быть использовано для изготовления шихтованных магнитопроводов электрических машин
Цель изобретения - расширение технологических возможностей путем изготовления магнитопроводов различной конструкции.
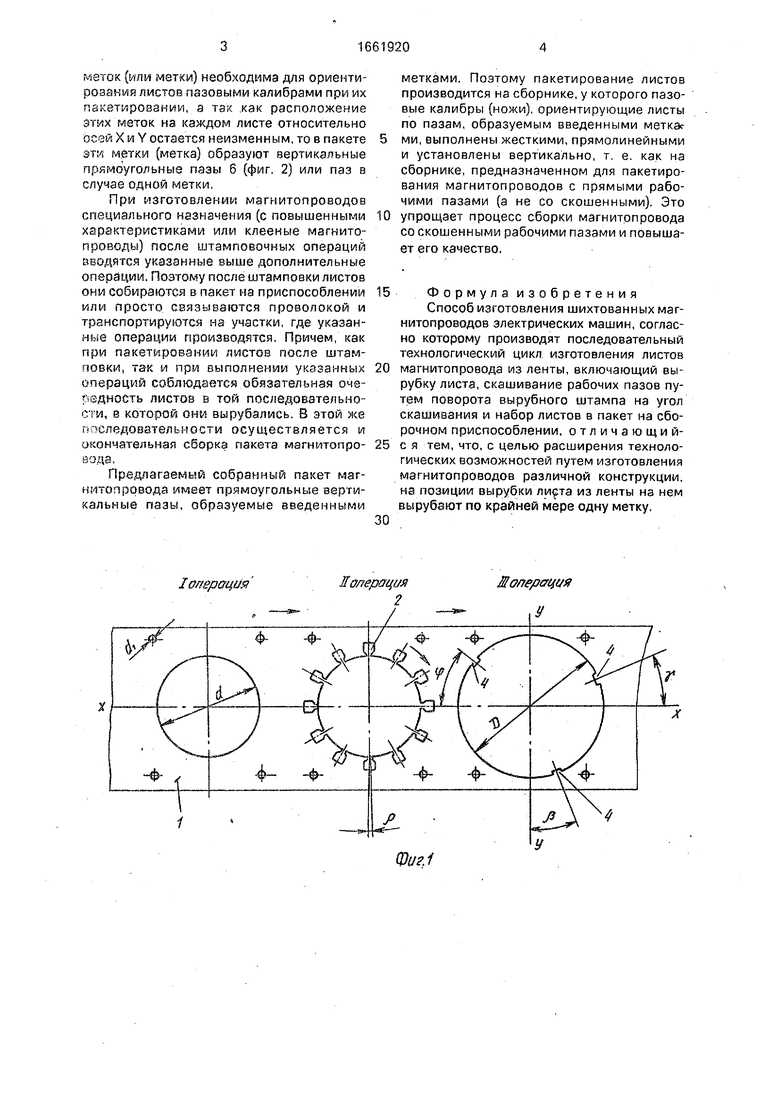
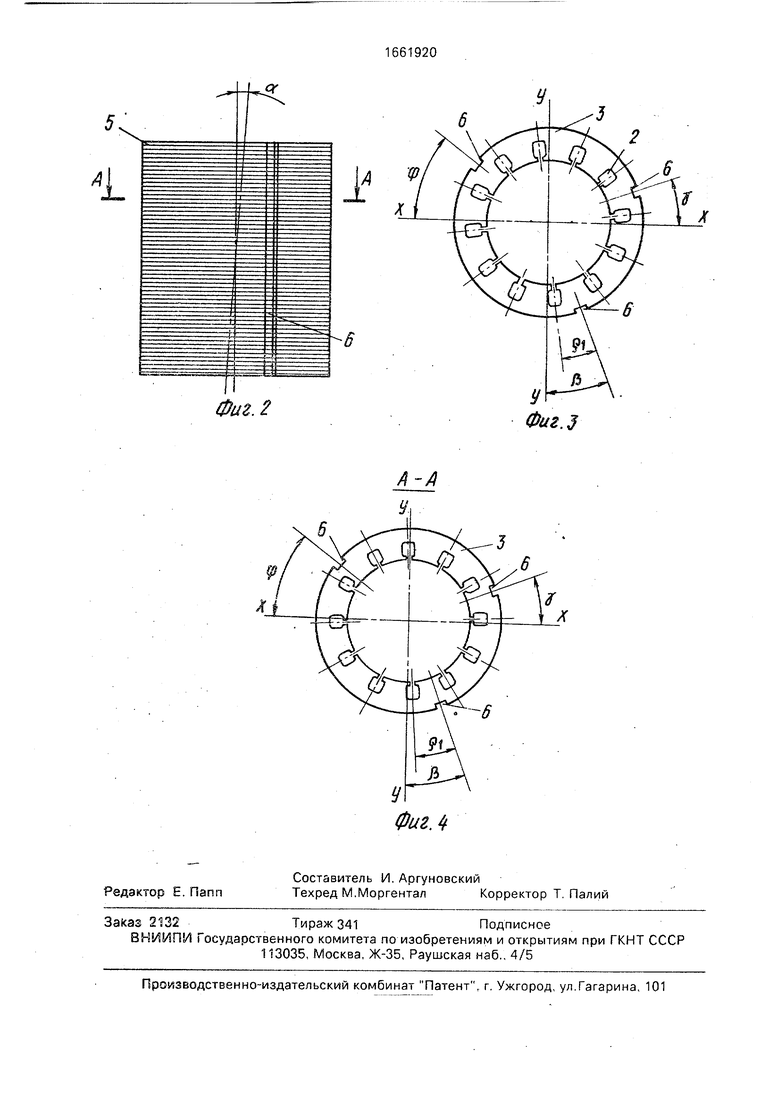
На фиг. 1 представлена схема технологического цикла изготовления листов магнитопровода по предлагаемому способу; на фиг. 2 - изготовленный магнитопровод, общий вид; на фиг. 3 - то же, вид сверху, на фиг. 4 - сечение А-А на фиг. 2.
На первой операции вырубают центральное отверстие d листа магнитопровода и четыре фиксирующих отверстия ch в ленте 1. Затем ленту (полосу) перемещают на вторую операцию, фиксируют на отверстия di и вырубают рабочие пазовые отверстия 2, причем с каждым перемещением ленты (полосы) на последующую операцию указанные отверстия 2 вырубают с угловым
смещением р
ш
п
где а- угол скоса рабочих пазов в магнитопроводе п - число листов в магнитопроводе
Вырубку рабочих пазовых отверстий обеспечивают поворотной вырубкой станцией, сопряжение соответствующих режущих инструментов которой осуществляется, например, через вырубленное на первой операции центральное отверстие d.
На третьей окончательной операции вырубают листы 3 по наружному контуру D с введенными технологическими метками 4, причем положение меток 4 на каждом вырубленном листе 3 магнитопровода 5 относительно осей X и Y остается неизменным, т. е
/3 const, у const и р const Углы Д у и р выполнены разными по величине, что обеспечивает однозначное положение листов при их пакетировании Возможно также выполнение одной метки 4 на каждом вырубаемом листе Увеличение числа меток повышает качество сборки пакета магнитопровода так как большее число пазовых калибров (ножей) обеспечивает более качественную сборку пакета Вырубка введенных технологичнеских
О
о
ю ю о
меток (или метки) необходима для ориентирования листов пазовыми калибрами при их пакетировании, а так как расположение этих меток на каждом листе относительно осей X и Y остается неизменным, то в пакете эти метки (метка) образуют вертикальные прямоугольные пазы 6 (фиг. 2) или паз в случае одной метки,
При изготовлении магнитопроводов специального назначения (с повышенными характеристиками или клееные магнито- проводы) после штамповочных операций вводится указанные выше дополнительные операции. Поэтому после штамповки листов они собираются в пакет на приспособлении или просто связываются проволокой и транспортируются на участки, где указанные операции производятся. Причем, как при пакетировании листов после штамповки, так и при выполнении указанных операций соблюдается обязательная очередность листов в той последовательности, в которой он и вырубались. В этой же последовательности осуществляется и окончательная сборка пакета магнитопро- вода.
Предлагаемой собранный пакет маг- нмточровода имеет прямоугольные вертикальные пазы, образуемые введенными
метками. Поэтому пакетирование листов производится на сборнике, у которого пазовые калибры (ножи), ориентирующие листы по пазам, образуемым введенными меткас ми, выполнены жесткими, прямолинейными и установлены вертикально, т. е. как на сборнике, предназначенном для пакетирования магнитопроводов с прямыми рабочими пазами (а не со скошенными). Это упрощает процесс сборки магнитопровода со скошенными рабочими пазами и повышает его качество.
Формула изобретения Способ изготовления шихтованных магнитопроводов электрических машин, согласно которому производят последовательный технологический цикл изготовления листов магнитопроеода из ленты, включающий вырубку листа, скашивание рабочих пазов путем поворота вырубного штампа на угол скашивания и набор листов в пакет на сборочном приспособлении, отличающий- с я тем, что, с целью расширения технологических возможностей путем изготовления магнитопроводов различной конструкции, на позиции вырубки листа из ленты на нем вырубают по крайней мере одну метку.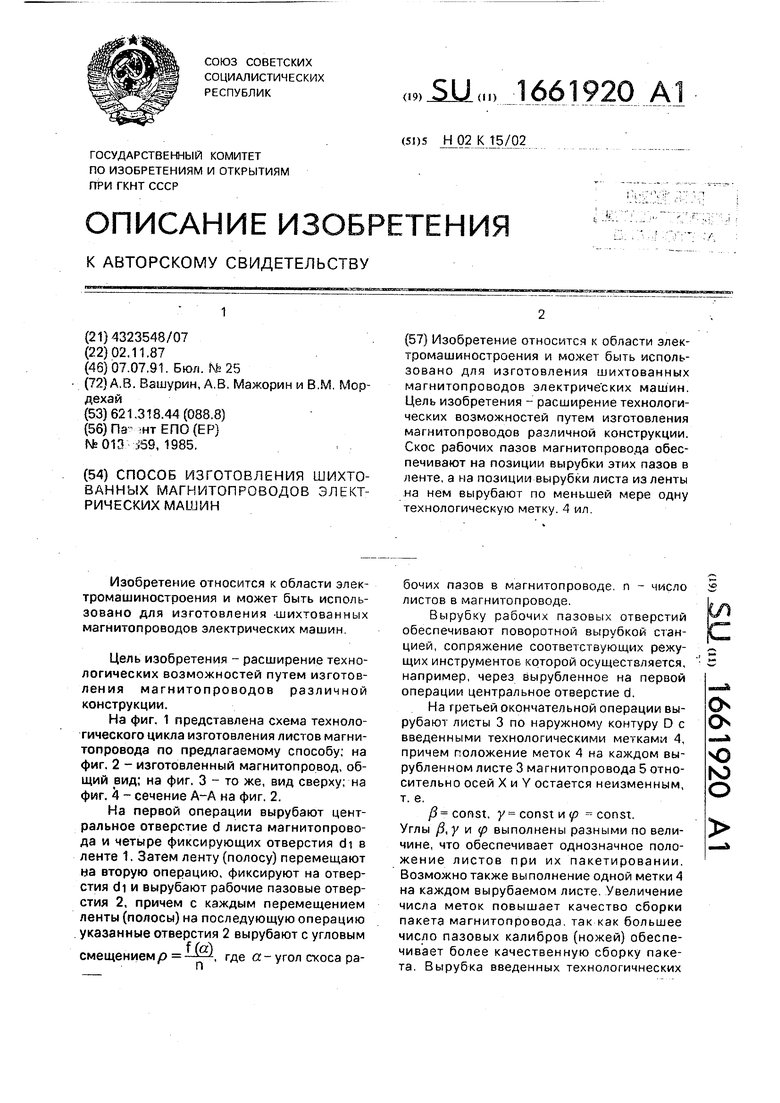
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для скашивания пазов сердечников электрических машин | 1986 |
|
SU1417116A1 |
| Способ изготовления магнитопровода | 1986 |
|
SU1410200A1 |
| Устройство для сборки шихтованных магнитопроводов электрических машин | 1987 |
|
SU1594652A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| Способ изготовления пакета магнитопровода электрической машины | 1985 |
|
SU1275664A1 |
| Магнитопровод электрической машины | 1984 |
|
SU1262628A1 |
| Способ изготовления пакетов магнитопроводов из пластин и штамп для его осуществления | 1989 |
|
SU1671390A1 |
| МАГНИТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2015604C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
Изобретение относится к области электромашиностроения и может быть использовано для изготовления шихтованных магнитопроводов электрических машин. Цель изобретения - расширение технологических возможностей путем изготовления магнитопроводов различной конструкции. Скос рабочих пазов магнитопровода обеспечивают на позиции вырубки этих пазов в ленте, а на позиции вырубки листа из ленты на нем вырубают по меньшей мере одну технологическую метку. 3 ил.
I операция
Молерсгцця У
L
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
