(21)А170021/2А-07
(22)31.10.86
(46) 15.07.88. Бюл. 26
(71)Всесоюзный научно-исследовательский проектно-конструкторский и технологический институт электромашине строения
(72)Я.М. Хаит, А.И. Борисов и Ю.В. Маркин
(53)621,318.44(088.8)
(56)Авторское свидетельство СССР № 101597,7, кл. В 21 D 28/22, 1981.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРО- ВОДА
(57)Изобретение относится к области электротехники и м.б. использовано в технологии изготовления магнитопро- вода. Цель изобретения - упрощение технологии изготовления и повьшшние
качества магиитопроводов путем устранения овальности формл воздушного зазора. Суть способа заключается в том, что перпендикулярно направлениям действия остаточных напряжений на контур статорного листа в ленте штампуемого материала наносят прерывистые сквозные просечки совместно с операцией вырубки отверстия под вал. Просечки вьшолняют по внутреннему и внешнему контурам листа статора. При сборке в пакет каждый последующий лист статора разворачивают не менее чем на один шаг разположения пазов. При нанесении просечек перпендикулярно линиям максимального воздействия внутренних остаточных напряжений первого рода прерываются цепи механических связей напряжений в полосе штампуемого мате-т , риала. 1 з.п. ф-лы, 1 ил.v
Ф
(Л
Изобретение от1госится к электротехнике и может быть исгюлгьзонано технологии иэготонлеггня мат иитопрово дов электрических машин.
Целью изобретения является упрощение технологии изготовления и ггопынге ние качества магнитонроводов за счет устранения овальности формы воадушнр го зазора.
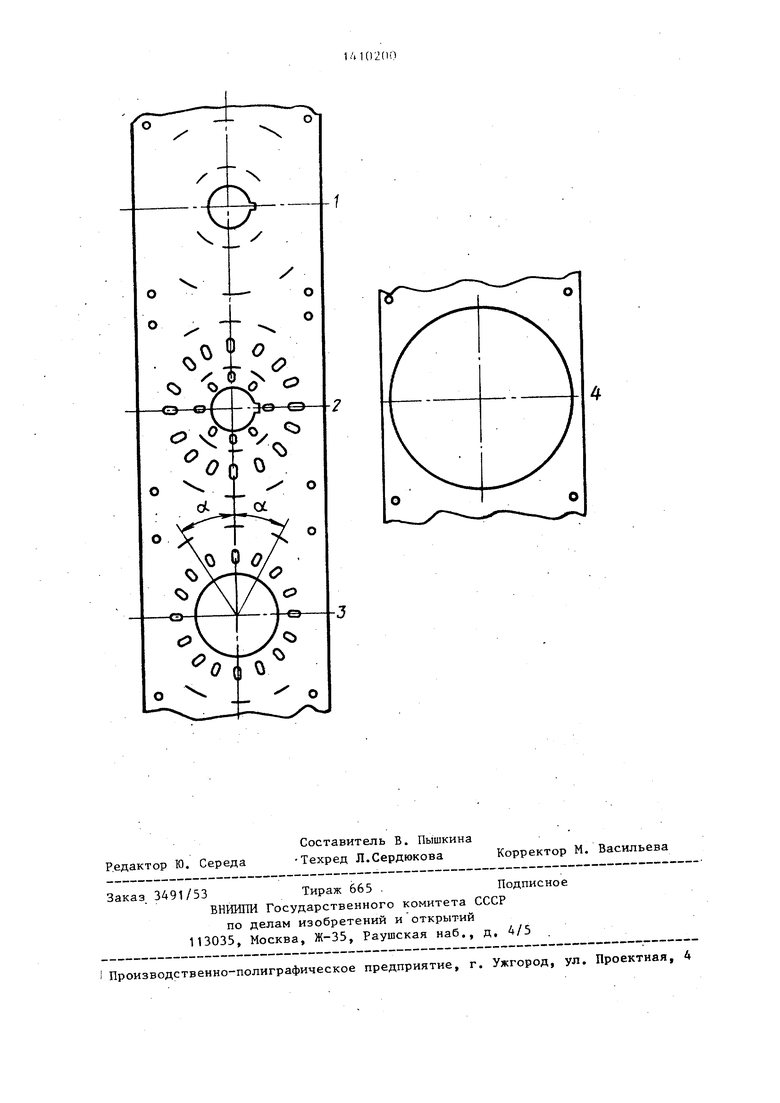
На чертеже представлена схема штамповки.
При нарушении сплошности ленты, например вырубке кольца,под воздействием этих напряжений металл деформируется, т.е. течет, причем течет в направлении минимальных значещ1й предела текучести, что и приводит к искажению от круговой формы кольца.
Максимальные напряжения действуют на контур ряда статорного листа в шестидесятиградусной зоне, располо- женной симметрично оси анизотропии, т.е. направлению прокатки. При вырубке листа статора действие этих напряжений обусловливает деформацию вырубленного листа статора таким образом, что малая ось эллипса совпадает с направлением прокатки ленты.Для снижения воздействия остаточных напряжений по внутреннему и наружному контурам листа статора выполняют сквозные просечки причем длина просечек и расстояние между ними произвольны, но просечки выполнены в зоне (60-65°), расположенной симметрично оси анизотропии, т.е. направлению прокатки и длина просечек равна рас- . стоянию между ними. Выполнение просечек за пределами указанной зоны приведет к противоположному результату, поск рльку провал пластических характеристик ленты ИЭС приходится на зону 30-75 С по отношению к напра лению прокатки (оси анизотропии), а Кромки ленты свободны от остаточных напряжений первого рода.
Способ осуществляют следующим образом.
- На позиции 1 вырубают отверстие ПОД вал, вырубают сквозные просечки
по HHyTpeHHehiy и внешнему KOHryijaM листа статора н напранленин, ггерпрн- дикулярном де. йстнию наибольших пстя-
точных напряжений, вырубают также пазы ротора и 4 отверстия для фиксации на последуюгдих позициях. На позиции 2 вырубают пазы статора, а на позиции 3 - лист ротора по наружному диаметру и удаляют на провал. На позиции 4 вырубают лист статора по наружному диаметру и также удаляют на провал. . При сборке пакета статора каждый последующий лист разворачивают, по
крайней мере, на одно зубцовое депе- ние.
Применение способа изготовления магнитопроводов электрических машин со сниженной неравномерностью воздуцгного зазора посредством разгрузки ле({ты электротехнических сталей от остаточных напряжений первого рода при вырубке листов магнитопроводов кроме снижения трудоемкости изготовлеггия электродвигателя по сравнению с прототипом повышает его КПД и снижает уровень шумов и вибраций.
Формула изобретения
30
1. Способ изготовления магнито- провода электрической машины путем последовательной штамповки ленты, включающей вырубку отверстий под вал,
вырубку листа ротора, вырубку листа статора, шихтовки и сборки пакета, отличающийся тем, что, с целью упрощения технологии изготовления и повышения качества магнитопровода за счет устранения овальности формы воздушного зазора, три вырубке на участке ленты наибольшего воздействия остаточных напряжений выполняют сквозные прерывистые про- сечки по внутреннему и внешнему кон-.
турам статорного листа.
2. Способ ПОП.1, отличающийся тем, что при сборке пакета статора, каждый последующий лист разворачивают, по крайней мере, на одно зубцовое деление.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления магнитопроводов электрических машин | 1986 |
|
SU1317569A1 |
| Способ изготовления магнитопровода дросселя балластного устройства | 1985 |
|
SU1343452A1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1133638A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИХТОВАННОГО ПАКЕТА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2020 |
|
RU2739420C1 |
| Способ изготовления шихтованных магнитопроводов электрических машин | 1987 |
|
SU1661920A1 |
| Магнитопровод электрической машины | 1985 |
|
SU1343500A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1050052A1 |
| Статор электрической машины | 1986 |
|
SU1471249A1 |
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
О
о
о о
о с
с (Гг
-:
0
