Изобретение относится к обработке поверхностей деталей струей и может найти применение в машиностроении в различных агрегатах для защиты их поверхностей от воздействия двухфазных или иных струй, в частности в плазмотронах для предотвращения направления напыляемого порошка на внутренние поверхности сопла при вводе порошка до анодного пятна.
Целью изобретения является повышение эффективности защиты поверхностей.
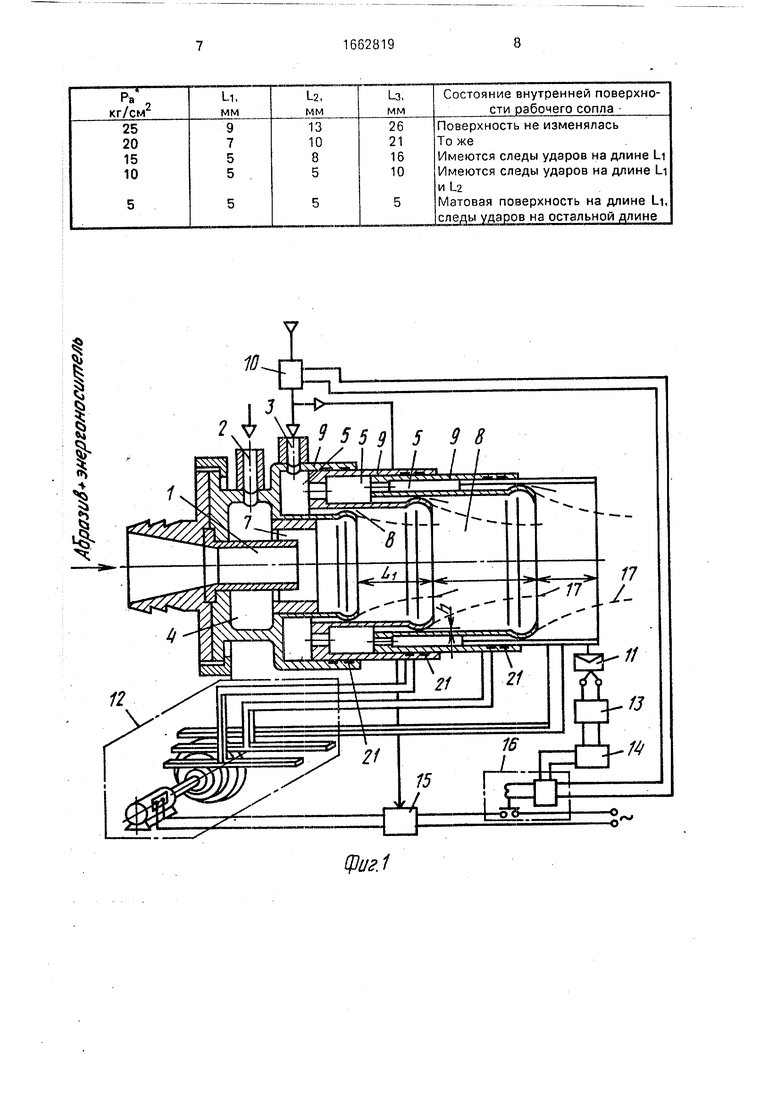
На фиг.1 представлен струйно-абразив- ный аппарат, с помощью которого осуществляется предлагаемый способ, продольный разрез; на фиг.2 - схема пристеночных защитных потоков.
Струйно-абразивный эжекционный аппарат содержит каналы 1-3 для подвода абразива с энергоносителем, дополнительного и защитного энергоносителей, смесительные камеры 4,5 дополнительного и защитного энергоносителей, рабочее сопло 6 и сопла 7 и 8 дополнительного и защитного энергоносителей. Рабочее сопло 6 состоит из телескопически соединенных кольцевых элементов 9, внутренние поверхности которых образуют между собой сверхзвуковые пристеночные кольцевые сопла 8. Магистраль питания защитного энергоносителя снабжена редуктором 10 давления, Каждый кольцевой элемент 9 может быть снабжен вибродатчиком 11 и внешним приводом 12 возвратно-поступательного движения с
О
о
К) 00
ю
фиксатором положения. Редуктор 10 давления и вибродатчик 11 с усилителем 13 и амплитудным анализатором 14 подключены к внешнему приводу 12 через регулятор 15 и реле 16 соответственно. Сверхзвуковые пристеночные потоки с профилями 17 исходят из выходных сечений 18 сверхзвуковых сопел 8 и имеют характерные сечения 19 запирания и изобарические сечения 20. Кольцевые элементы 9 содержат уплотнения 21.
На чертежах приняты следующие обозначения: Рах -давлениеэнергоносителя на входе в сверхзвуковые сопла; К - сечение в сверхзвуковой пристеночной струе, в котором отношение давления Р3Х -статическому давлению в этом сечении является критическим; Рк - статическое давление в сечении К сверхзвуковой пристеночной струи; Рн - давление в рабочем сопле 6; U - длина сверхзвуковой струи до сечения К; Ц - длина сверхзвуковой струи до изобарического сечения; йап - длина сверхзвуковой струи до сечения запирания.
Струйно-абразивный эжекционный аппарат работает следующим образом.
Дополнительный и защитный энергоносители подают в рабочее сопло 6 по каналам 2 и 3 соответственно. При этом в соответствии с давлением защитного энергоносителя при помощи регулятора 15 внешним приводом 12 устанавливается расстояние между сверхзвуковыми соплами защитного энергоносителя 8, равное L Lc -L3an . Затем в рабочее сопло 6 по каналу 1 подается абразив с энергоносителем, и при помощи редуктора 10 плавно повышается давление защитного энергоносителя. В зависимости от этого давления при помощи регулятора 15 перемещения внешним приводом 12 поддерживается расстояние между сверхзвуковыми соплами 8, равное L Ц -Цап. Импульсы от ударов частиц абразива о стенки рабочего сопла 6 регистрируются вибродатчиком 11 и приходят через усилитель 13 и амплитудный анализатор (позволяющий выделить среди вибраций, вызванных газодинамическим шумом, импульсы от ударов частиц абразива) к релейному регулятору 16. Повышение давления защитного энергоносителя продолжается до момента прекращения контакта абразивных частиц с внутренней поверхностью рабочего сопла б, после чего релейный регулятор 16 отключает внешний привод 12 и подает управляющий сигнал на прекращение повышения давления в редукторе 10. Герметичность между наружными цилиндрическими поверхностями кольцевых элементов обеспечивается уплотнениями 21. В случае необходимости выдерживания постоянной длины рабочего сопла конечный кольцевой элемент фиксируют относительно корпуса аппарата (не показа,но). В этом случае при повышении подаваемого давления защитного энергоносителя одни кольцевые элементы входят в другие, например, в выходной части рабочего сопла; и хотя расстояние между двумя послед0 ними кольцевыми элементами не будет выдерживаться L Lc -L3an, защита внутренней поверхности рабочего сопла между ними будет обеспечиваться предыдущим перед ними сверхзвуковым соплом.
5 Во время работы струйно-абразивного эжекционного аппарата основной поток, рб- разуемый в результате эжекции дополнительным энергоносителем, истекающим из сопла 7, абразивного потока, поступающего
0 из канала 1, отжимается пристеночными не- дорасширенными сверхзвуковыми потоками, истекающими из сопел 8. Отжатие происходит вследствие того, что на длине L3an граница сверхзвуковой струи обладает
5 высокой устойчивостью к воздействию на нее извне возмущений, в том числе и в виде отдельных частиц(например,абразива). Это объясняется упругими свойствами границы струи, так как при сверхзвуковой
0 скорости уменьшение проходного сечения потока приводит к его торможению и увеличению давления. Защитные свойства недорасширенной сверхзвуковой струи проявляются в следующем. Когда упругости
5 сверхзвуковой струи недостаточно и частица все-таки пробивает ее границу, то в мо- , мент проникновения частицы в струю на величину, примерно равную ее радиусу, сверхзвуковой поток перед частицей ло0 кально тормозится, что вызывает повышение давления. Вследствие существенной разницы давлений, действующих на частицу в этом случае со стороны основного и пристеночного сверхзвукового потоков, части5 ца выталкивается пристеночным потоком,
не успев коснуться стенки рабочего сопла.
С другой стороны, до изобарического
сечения (сечения, в котором статическое
давление в пристеночной струе равно дав0 лению в основном потоке), т.е. в интервале длин 0 L Ц , имеется сечение К, в
Р котором отношение давлений является
критическим, так как это отношение на
5
длине L 0-Lc меняется от дозвукового,равного единице, до располагаемого сверхзвукового отношения /Рн. Следовательно, если расположить выходные сечения последующих сопел относительно предыдущих на длине L от 0 до , то отношение Ра /Рк будет докритическим, а течение дозвуковым или даже запертым (прекращенным). Дозвуковое же течение каждой последующей пристеночной струи тормозит предыдущую сверхзвуковую струю и приводит к активному их перевешиванию, что уменьшает устойчивость сверхзвуковой струи, усиливает размывание ее границ и ослабляет защитные свойства. В связи с этим сверхзвуковые сопла располагают относительно друг друга на длине Lc L L3an.
Предлагаемый способ был осуществлен на струйно-абразивном эжекционном аппа- рате (фиг.1). Внутренние поверхности кольцевых элементов были выполнены из мягкой стали, их радиусы составляли (R Тр) 20,21 и 22 мм соответственно для начального, среднего и конечного участков. Произво- дительность сопла составляла около 0,9 т/т.
Расход дополнительного энергоносителя составлял 0,125 кг/с при подаваемом давлении 4 кг/см . В качестве дополнительного и защитного энергоносителя использо- вался воздух. Сверхзвуковые пристеночные потоки создавались кольцевыми соплами при скорости истечения, соответствующей числу Маха Ма-1, с площадями выходных сечений 1,22; 1,29 и 1,35 см (ширина коль- цевых сечений во всех соплах составляла 1 мм) и с нулевыми углами между касательными к образующим сопел и их осями. Длины кольцевых элементов выбраны таким образом, чтобы расстояние между сверхзвуке- выми пристеночными соплами можно было регулировать в соответствии с подаваемым давлением защитного энергоносителя согласно зависимости, полученной из одномерного расчета для множества точек в результате решения уравнения неразрывности и количества движения и последующей квадратичной аппроксимации результатов решений:
L-(1,32-4.48) -10 4 -П02+ (2,676-5,03) 102 П0-{2,2-37,69)
L L/RTp;
где П0 отношение подаваемого давГН
ления защитного энергоносителя к давлению в рабочем сопле 6.
Подаваемое давление защитного энергоносителя менялось от 25 до 5 кг/см (сначала исследовались режимы с большими давлениями), что соответствует для расстояния от последнего сверхзвукового сопла до выходного сечения рабочего сопла значениями и 5, a и 5 мм соответственно. Для начальных кольцевых элементов этому соответствует ,3 и 1,6 (до- критическое отношение), a и 5 мм. В качестве абразивных частиц использовалась стальная дробь диаметром 0,8 и 2 мм. Суммарное время работы на каждом режиме, соответствующем определенному значению П0 и диаметру частиц, составляло 10 мин, затем состояние внутренней поверхности рабочего сопла визуально контролировалось.
Следы повреждений внутренней поверхности рабочего сопла обоих диаметров частиц дроби появляются при По 5.
В таблице приведены результаты наблюдений.
Расстояние между сверхзвуковыми соплами в направлении основного потока может быть выбрано с помощью расчетной зависимости или экспериментально.
Таким образом, использование предлагаемого способа защиты поверхностей в струйно-абразивных эжекционных аппаратах и устройства для его осуществления позволяет полностью гасить скорость частиц в нормальном направлении к стенкам рабочего сопла, а следовательно, избежать контакта частиц с внутренними поверхностями аппарата и износа последних. Кроме того, за счет ускорения основного потока сверхзвуковыми пристеночными потоками повышаются энергетические характеристики струи, а использование вибродатчиков и внешнего привода возвратно-поступательного движения позволяет защищать внутренние поверхности эжекционного аппарата при изменении режимов его работы и частиц абразива и достигать этого перемещением кольцевых элементов рабочего сопла относительно друг друга.
.Формула изобретения
Способ защиты поверхностей в струйно-абразивном эжекционном аппарате, заключающийся в создании множественных пристеночных потоков, отличающийся тем, что, с целью повышения эффективности защиты поверхностей, пристеночные потоки создают Ј помощью сверхзвуковых сопл недорасширенными сверхзвуковыми, отстоящими друг от друга в осевом направлении на расстоянии L Ц -L3an и, сохраняя эти расстояния, повышают давление пристеночных потоков из условия прекращения контакта абразивных частиц с поверхностями аппарата, где Ц , L3an - расстояния от выходного сечения сопла до изобарического сечения и до сечения запирания соответственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
| СТРУЙНО-ВИХРЕВАЯ МЕЛЬНИЦА | 1994 |
|
RU2048920C1 |
| УСТРОЙСТВО ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2004 |
|
RU2376127C2 |
| Струйно-абразивный эжекционный аппарат | 1976 |
|
SU667392A1 |
| ЭЖЕКТОР ДЛЯ ПНЕВМОГИДРОСТРУЙНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2001 |
|
RU2211755C2 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2234407C1 |
| СОПЛОВЫЙ ИНСТРУМЕНТ УСТРОЙСТВА ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2002 |
|
RU2222420C1 |
| Устройство термоабразивной обработки поверхностей изделий и материалов | 2023 |
|
RU2806459C1 |
| СПОСОБ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ И АППАРАТ "ТАРИ" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2248871C2 |
| Волокнообразующее устройство | 1985 |
|
SU1247358A1 |
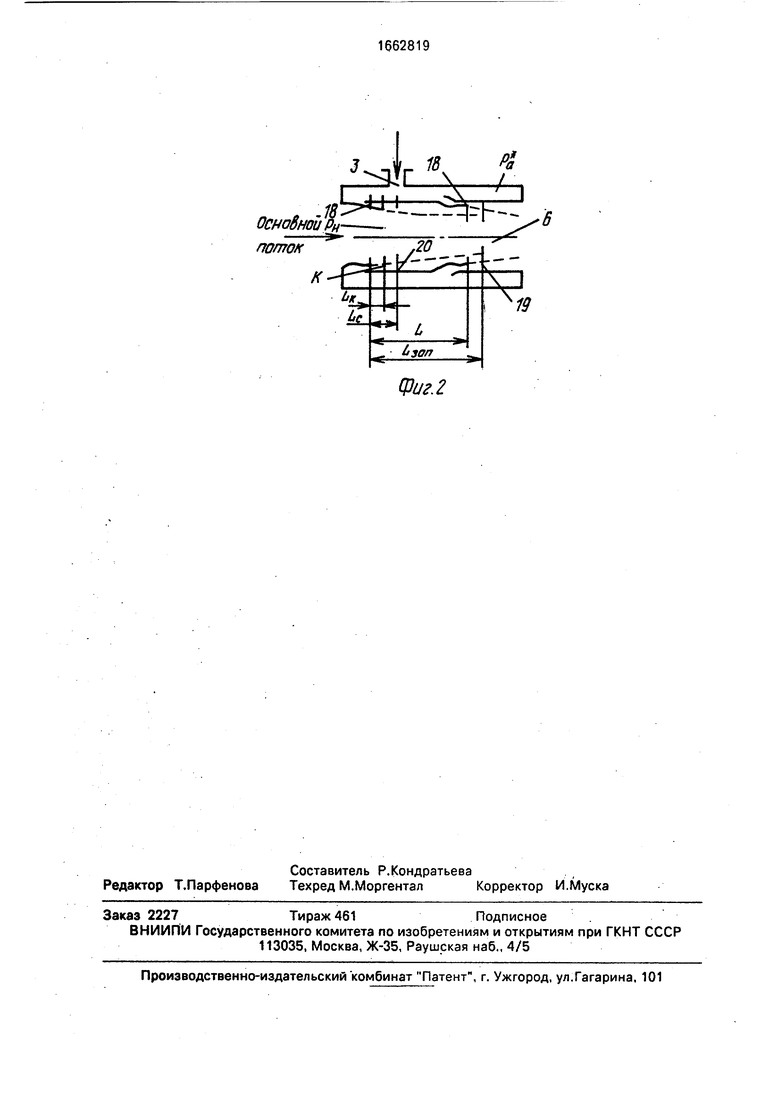
Изобретение относится к машиностроению и может найти применение в различных агрегатах для защиты их поверхностей от воздействия двухфазных или иных струй. Цель изобретения - повышение эффективности защиты поверхностей. Основной поток, подаваемый в канал эжекционного аппарата, представляет собой абразив с энергоносителем. Рабочее сопло 6 состоит из телескопически соединенных кольцевых элементов, образующих между собой сверхзвуковые пристеночные сопла 8. Сверхзвуковые недорасширенные пристеночные потоки с профилями 17 исходят из выходных сечений 18 сверхзвуковых сопл и имеют характерные сечения 19 запирания и изобарические сечения 20. Расстояние между сверхзвуковыми потоками в осевом направлении α = αс...αзап, где αс, αзап - расстояния от выходного сечения сопла до изобарического сечения и до сечения запирания соответственно. Сохраняя эти расстояния, повышают давление пристеночных потоков из условия прекращения контакта абразивных частиц с поверхностями аппарата. 2 ил., 1 табл.
№./
J-Jr
. Основной РН--.
Э. ,
поток
-Jr
. -.
ft
I
J
Фиг. 2
| Абразивоструйное сопло | 1972 |
|
SU589112A1 |
