1
Изобретение касается устройств для подачи профилированных резиновых деталей к сборочным станкам при выпуске покрышек пневматических шин, а также может быть использовано при восстановительном ремонте покрышек.
Известно устройство для подачи рулонных резиновых деталей к барабану станка для сборки покрышек пневматических шин, включающее смонтированные последовательно механизм хранения рулонов с прокладочным материалом, подаюш1ий рольганг с механизмом обреза и разделения прокладочного материала с подаваемыми деталями и дублируюший ролик. Механизм разделения прокладочного материала с подаваемыми деталями сложен и металлоемок.
Целью изобретения является повышение качества сборки покрышек и упрош;ение конструкции устройства.
Для этого в предлагаемом устройстве механизм разделения выполнен в виде расположенного под рольгангом отклоняюш:его ролика, воздействующего на прокладочный материал, имеющий перфорацию, взаимодействующую с центрирующими звездочками подающего рольганга.
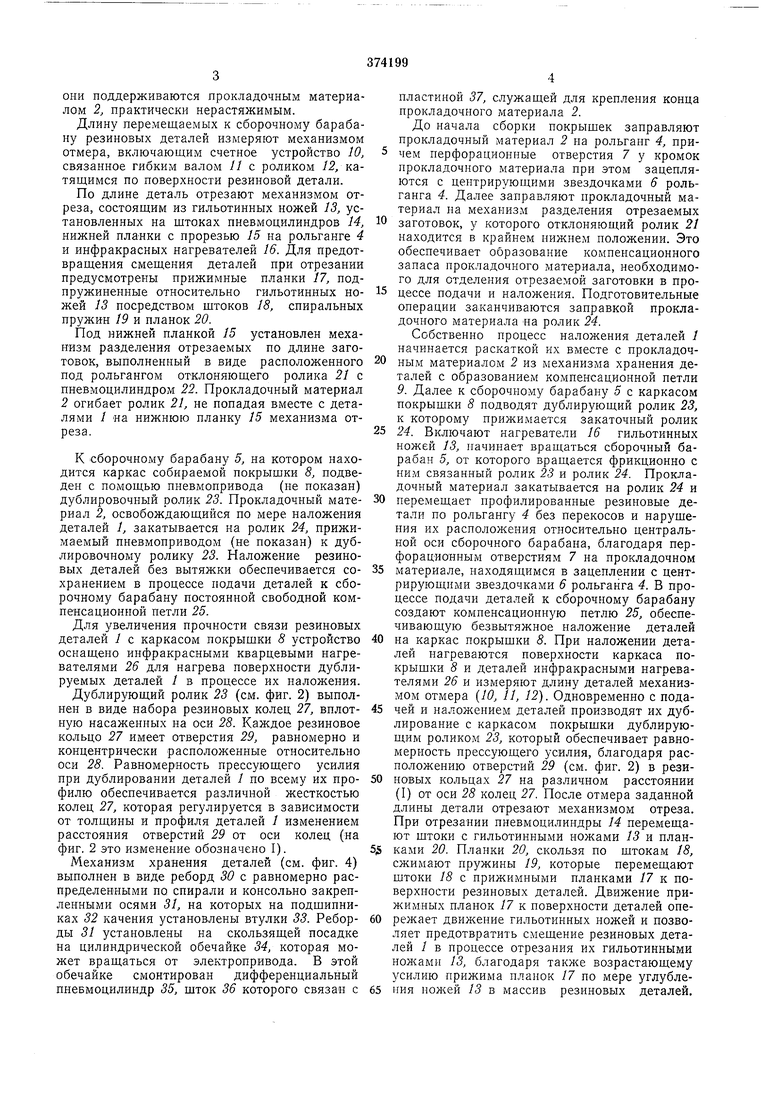
На фиг. 1 показано устройство для подачи резиновых деталей к сборочному станку, общий вид; на фиг. 2 - дублирующий ролик;
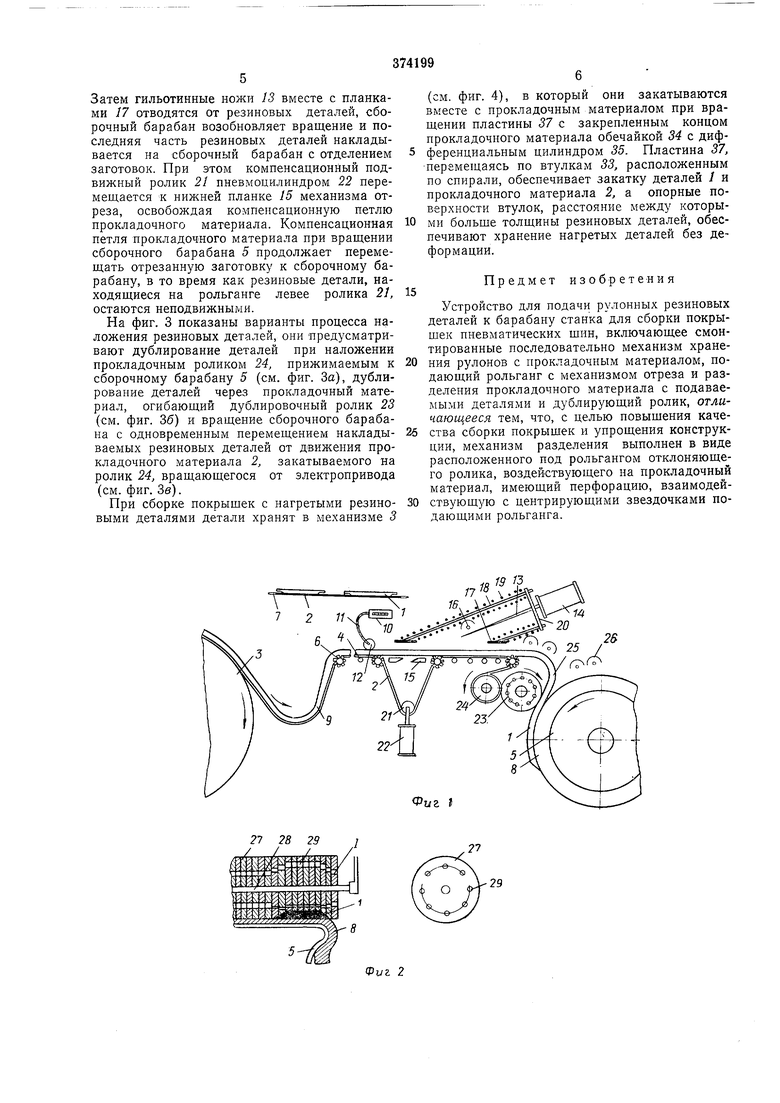
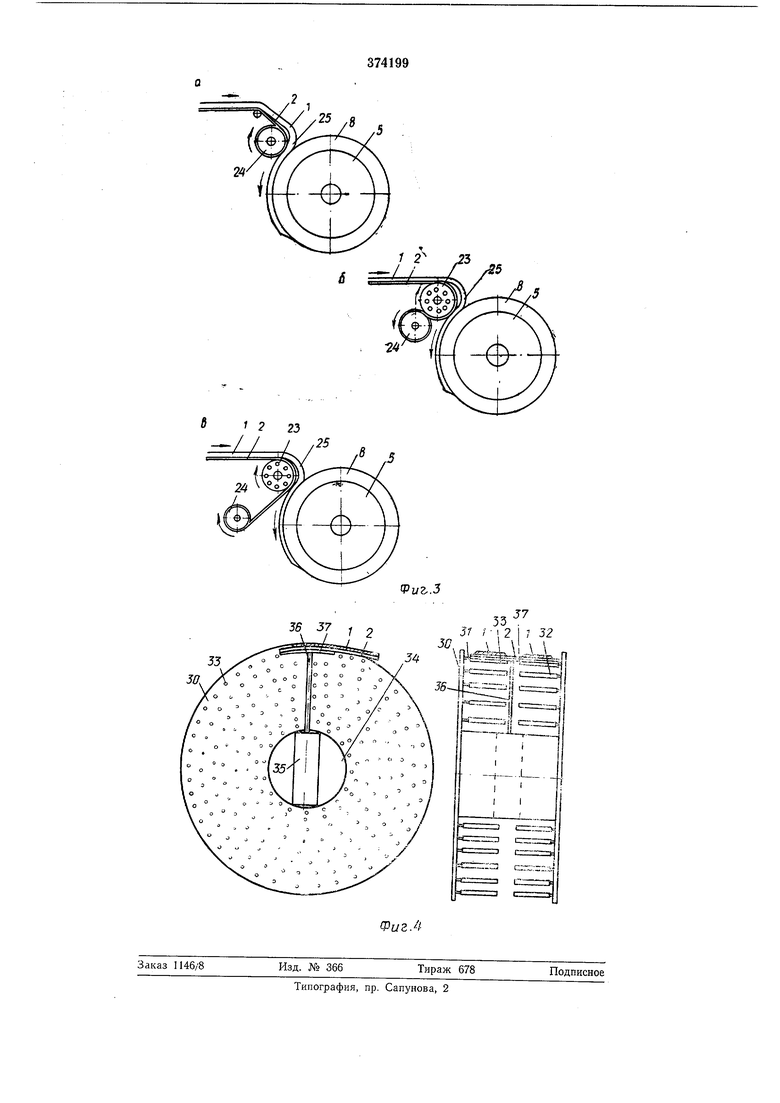
на фиг. 3 а, б, в показаны варианты наложения профилированных деталей на сборочный барабан; на фиг. 4 схематически изображен механизм хранения нагретых резиновых деталей.
Устройство для подачи рулонных резиновых деталей /с прокладочным материалом 2 к барабану сборочного станка содержит механизм 3 хранения резиновых деталей и прокладочного материала в спирально свернутом состоянии, рольганг или стеллаж 4, по которому резиновые детали У вместе с прокладочным материалом 2 перемещаются к сборочному барабану 5 станка для сборки покрыщек. Рольганг
4 оснащен двумя рядами звездочек 6, расположенных по краям рольганга на равном расстоянии от экваториальной плоскости сборочного барабана 5. В зацепление со звездочками 6 входят перфорационные отверстия 7, равномерно расположенные у кромок прокладочного материала 2. Применение в качестве транспортного средства передвижения прокладочного материала 2 с перфорационными отверстиями 7 позволяет накладывать детали / на каркас покрыщки 8 без перекосов и смещений. Для облегчения перемещения резиновых деталей при раскатке деталей из механизма их хранения создают свободно висящую компенсационную петлю 9, которая не искажает геометрических размеров деталей, так как снизу
они поддерживаются прокладочным материалом 2, практически нерастяжимым.
Длину перемещаемых к сборочному барабану резиновых деталей измеряют механизмом отмера, включающим счетное устройство 10, связанное гибким валом // с роликом 12, катящимся по поверхности резиновой детали.
По длине деталь отрезают механизмом отреза, состоящим из гильотинных ножей 13, установленных на щтоках пневмоцилиндров 14, нижней планки с прорезью 15 на рольганге 4 и инфракрасных нагревателей 16. Для предотвращения смещения деталей при отрезании предусмотрены прижимные планки 17, подпружиненные относительно гильотинных ножей 13 посредством щтоков 18, спиральных пружин 19 и планок 20.
Под нижней планкой 15 установлен механизм разделения отрезаемых по длине заготовок, выполненный в виде расположенного под рольгангом отклоняющего ролика 21 с пневмоцилиндром 22. Прокладочный материал 2 огибает ролик 21, не попадая вместе с деталями / «а нижнюю планку 15 механизма отреза.
К сборочному барабану 5, на котором находится каркас собираемой покрышки 8, подведен с помощью пневмопривода (не показан) дублировочный ролик 23. Прокладочный материал 2, освобождающийся по мере наложения деталей 1, закатывается на ролик 24, прижимаемый пневмоприводом (не показан) к дублировочному ролику 23. Наложение резиновых деталей без вытяжки обеснечивается сохранением в процессе подачи деталей к сборочному барабану постоянной свободной компенсационной петли 25.
Для увеличения прочности связи резиновых деталей / с каркасом покрыщки 8 устройство оснащено инфракрасными кварцевыми нагревателями 26 для нагрева поверхности дублируемых деталей / в процессе их наложения.
Дублирующий ролик 23 (см. фиг. 2) выполнен в виде набора резиновых колец 27, вплотную насаженных на оси 28. Каждое резиновое кольцо 27 имеет отверстия 29, равномерно и концентрически расположенные относительно оси 28. Равномерность прессующего усилия при дублировании деталей / по всему их профилю обеспечивается различной жесткостью колец 27, которая регулируется в зависимости от толщины и профиля деталей 1 изменением расстояния отверстий 29 от оси колец (на фиг. 2 это изменение обозначено I).
Механизм хранения деталей (см. фиг. 4) выполнен в виде реборд 30 с равномерно распределенными по спирали и консольно закрепленными осями 31, на которых на подщипниках 32 качения установлены втулки 33. Реборды 31 установлены на скользящей посадке на цилиндрической обечайке 34, которая может вращаться от электропривода. В этой обечайке смонтирован дифференциальный пневмоцилиндр 35, шток 36 которого связан с
пластиной 37, служащей для крепления конца прокладочного материала 2.
До начала сборки покрыщек заправляют прокладочный материал 2 на рольганг 4, причем перфорационные отверстия 7 у кромок прокладочного материала при этом зацепляются с центрирующими звездочками 6 рольганга 4. Далее заправляют прокладочный материал на механизм разделения отрезаемых
заготовок, у которого отклоняющий ролик 21 находится в крайнем нижнем положении. Это обеспечивает образование компенсационного запаса прокладочного материала, необходимого для отделения отрезаемой заготовки в процессе подачи и наложения. Подготовительные операции заканчиваются заправкой прокладочного материала на ролик 24.
Собственно процесс наложения деталей / начинается раскаткой их вместе с прокладочным материалом 2 из механизма хранения деталей с образованием компенсационной петли 9. Далее к сборочному барабану 5 с каркасом покрышки 8 подводят дублирующий ролик 23, к которому прижимается закаточный ролик
24. Включают нагреватели 16 гильотинных ножей 13, начинает вращаться сборочный барабан 5, от которого вращается фрикционно с ним связанный ролик 23 и ролик 24. Прокладочный материал закатывается на ролик 24 и
перемещает профилированные резиновые детали по рольгангу 4 без перекосов и нарущения их расположения относительно центральной оси сборочного барабана, благодаря перфорационным отверстиям 7 на прокладочном
материале, находящимся в зацеплении с центрирующими звездочками 6 рольганга 4. В процессе подачи деталей к сборочному барабану создают компенсационную петлю 25, обеспечивающую безвытяжное наложение деталей
на каркас покрыщки 8. При наложении деталей нагреваются поверхности каркаса покрышки 8 и деталей инфракрасными нагревателями 26 и измеряют длину деталей механизмом отмера (10, 11, 12). Одновременно с подачей и наложением деталей производят их дублирование с каркасом покрыщки дублирующим роликом 23, который обеспечивает равномерность прессующего усилия, благодаря расположению отверстий 29 (см. фиг. 2) в резиновых кольцах 27 на различном расстоянии (I) от оси 28 колец 27. После отмера заданной длины детали отрезают механизмом отреза. При отрезании пневмоцилиндры 14 перемещают щтоки с гильотинными ножами 13 и планками 20. Планки 20, скользя по штокам 18, сжимают пружины 19, которые перемещают штоки 18 с прижимными планками 17 к поверхности резиновых деталей. Движение прижимных планок 17 к поверхности деталей опережает движение гильотинных ножей и позволяет предотвратить смешение резиновых деталей / в процессе отрезания их гильотинными нолсами 13, благодаря также возрастающему усилию прижима планок 17 по мере углублеиия ножей 13 в массив резиновых деталей.
Затем гильотинные ножи 13 вместе с планками 17 отводятся от резиновых деталей, сборочный бараба« возобновляет вращение и последняя часть резиновых деталей накладывается на сборочный барабан с отделением заготовок. При этом компенсационный подвижный ролик 21 пневмоцилиндром 22 перемещается к нижней планке 15 механизма отреза, освобождая компенсапионную петлю прокладочного материала. Компенсационная петля прокладочного материала при вращении сборочного барабана 5 продолжает перемещать отрезанную заготовку к сборочному барабану, в то время как резиновые детали, находящиеся на рольганге левее ролика 21, остаются неподвижными.
На фиг. 3 показаны варианты процесса наложения резиновых деталей, они предусматривают дублирование деталей при наложении прокладочным роликом 24, прижимаемым к сборочному барабану 5 (см. фиг. За), дублирование деталей через прокладочный материал, огибающий дублировочный ролик 23 (см. фиг. 36) и вращение сборочного барабана с одновременным перемещением накладываемых резиновых деталей от движения прокладочного материала 2, закатываемого на ролик 24, вращающегося от электропривода (см. фиг. Зб).
При сборке покрыщек с нагретыми резиновыми деталями детали хранят в механизме 3
(см. фиг. 4), в который они закатываются вместе с прокладочным материалом при вращении пластины 37 с закрепленным концом прокладочного материала обечайкой 34 с дифференциальным цилиндром 35. Пластина 37, перемещаясь по втулкам 33, расположенным по спирали, обеспечивает закатку деталей / и прокладочного материала 2, а опорные поверхности втулок, расстояние между которыми больще толщины резиновых деталей, обеспечивают хранение нагретых деталей без деформации.
Предмет изобретения
15
Устройство для подачи рулонных резиновых деталей к барабану станка для сборки покрышек пневматических щин, включающее смонтированные последовательно механизм хранения рулонов с прокладочным материалом, подающий рольганг с механизмом отреза и разделения прокладочного материала с подаваемыми деталями и дублирующий ролик, отличающееся тем, что, с целью повыщения качества сборки покрыщек и упрощения конструкции, механизм разделения выполнен в виде расположенного под рольгангом отклоняющего ролика, воздействующего на прокладочный материал, имеющий перфорацию, взаимодействующую с центрирующими звездочками подающими рольганга.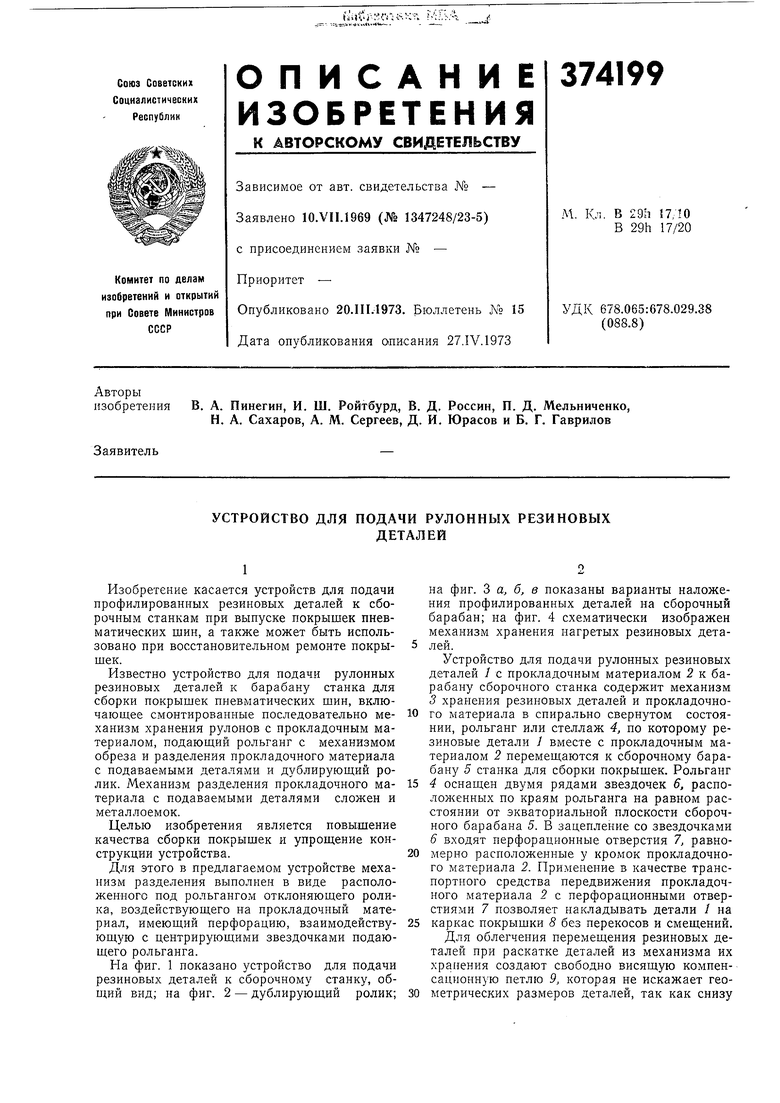
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи рулонных резиновых деталей | 1974 |
|
SU515654A2 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ РЕЗИНОВЫХ ПОЛОСОВЫХ ЗАГОТОВОК НА КАРКАС ПОКРЫШКИ | 1982 |
|
SU1078794A1 |
| Устройство для наложения протектора ленточкой | 1981 |
|
SU1034921A1 |
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1982 |
|
SU1030199A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1983 |
|
SU1098827A1 |
| УСТАНОВКА ДЛЯ НАЛОЖЕНИЯ ПРОТЕКТОРА ЛЕНТОЧКОЙ | 1971 |
|
SU297497A1 |
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1970 |
|
SU270987A1 |
| СТАНОК ДЛЯ СБОРКИ АВТОПОКРЫШЕК | 1968 |
|
SU211071A1 |
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1098822A1 |
| Линия сборки автопокрышек | 1965 |
|
SU273922A1 |
W 1
Фиг г
27 28 29
/ / /
Фуг 2
