Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля труб | 1987 |
|
SU1566280A1 |
| Устройство для сборки проволочных контактов | 1988 |
|
SU1554040A1 |
| Устройство для ультразвуковой дефектоскопии резьбовых соединений труб | 1990 |
|
SU1748044A1 |
| Устройство для контроля качества продольных сварных швов зубчатых колес | 2020 |
|
RU2751149C1 |
| Веломобиль | 1987 |
|
SU1512848A1 |
| Устройство для ультразвукового контроля изделий | 1987 |
|
SU1509724A1 |
| КОМПЛЕКС ДЕФЕКТОСКОПИИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ | 2012 |
|
RU2516364C1 |
| Установка для кантовки и транспортировки при отделке многогранных труб | 1990 |
|
SU1793978A3 |
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1781598A1 |
| Устройство ультразвукового контроля цилиндрических изделий | 1982 |
|
SU1083106A1 |
Изобретение относится к технике ультразвукового контроля и может быть использовано для контроля труб. Целью изобретения является расширение технологических возможностей контроля за счет повышения жесткости крепления изделия в процессе контроля. Устройство для дефектоскопии труб содержит направляющие, с возможностью перемещения соединенные с ними верхний и нижний захватные узлы с захватными рычагами и размещенную на направляющих каретку с ультразвуковым преобразователем. В процессе контроля контролируемая труба крепится к устройству с помощью захватных рычагов, перемещающихся от вращения ходового винта с правой и левой нарезками, а контроль производится закрепленным на каретке ультразвуковым преобразователем путем перемещения каретки по направляющим. 4 ил.
Изобретение относится к области ультразвукового контроля изделий и может быть использовано для контроля труб.
Целью изобретения является расширение технологических возможностей контроля за счет повышения жесткости укрепления изделия рычагами захвата в процессе контроля.
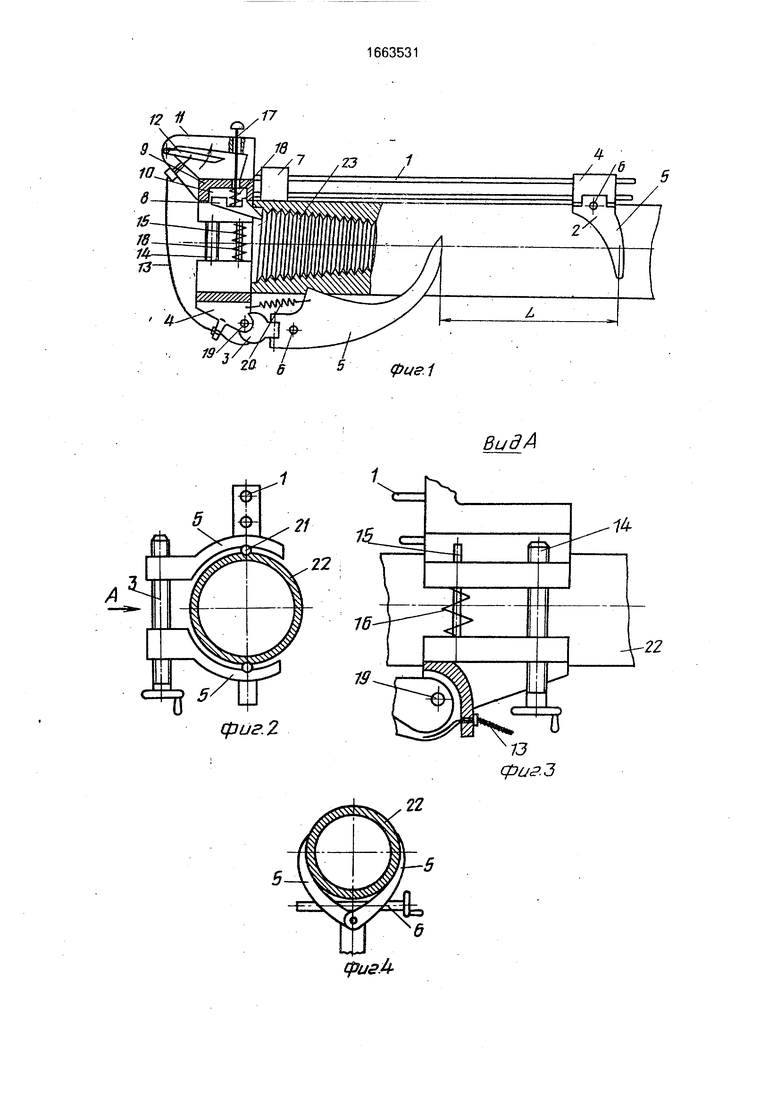
На фиг.1 приведен общий вид устройства для дефектоскопии труб; на фиг.2 - поперечный разрез устройства при контроле тела трубы; на фиг.З - вид сбоку устройства при контроле трубы; на фиг.4 - конструкция обоих захватов устройства.
Устройство для дефектоскопии труб содержит направляющие 1, одна из которых может быть выполнена в виде ходового винта, установленные на них с возможностью перемещения два захватных узла, один из которых является верхним захватным узлом 2, второй нижним захватным узлом 3, каждый захватный узел 2, 3 содержит ползун 4, соединенные с ним захватные рычаги 5 и ходовой винт 6 с левой и правой нарезками (не обозначены) от его середины, кинематически связывающий между собой каждую пару захватных рычагов 5, установленную на направляющих 1 с возможностью перемещения каретки 7 с ультразвуковым преобразователем (не обозначен), клиновидный упор 8 для взаимодействия с торцом контролируемой трубы, установленный на направляющих с возможностью перемещения дополнительный ползун 9 с пазом 10, соединенную с дополнительным ползуном Неподвижную ручку 11, соединенную с ней подвижную ручку 12, установленную с возможностью поворота, соединенную с подвижной ручкой 12 гибкую тягу 13, соединенную с дополнительным ползуном 9 зубчатую рейку 14 кинематически связанную с ползуном 4, установленные на нижО
о
CJ
ел со
нем захватном узле 3 захватные рычаги 5 установлены под углом к направляющим 1 и связаны с гибкой тягой 13, а клиновидный упор 8 подпружиненно установлен в пазу 10 дополнительного ползуна 9 с возможностью поворота.
Кроме того, устройство для дефектоскопии труб содержит поперечную направляющую 15, соединяющую дополнительный ползун 9 с ползуном 4 нижнего захвата узла 3, установленную между ползунами 9,4 пружину 16, шток 17 с пружиной 18, воздействующие на клиновидный упор 8, ось 19 ползуна 4 нижнего захватного узла 3, пружину 20 нижнего захватного узла 3, и сферические опоры 21.
Устройство для дефектоскопии труб работает следующим образом.
При контроле муфт 23 с внутренней резьбой (не обозначены), ослабляя усилие пружины 16, с помощью зубчатой рейки 14 отводят по поперечной направляющей 15 дополнительный ползун 9 от неподвижной ручки 11 на размер внешнего диаметра муфты 23. С помощью неподвижной ручки 11 подводят устройство к торцу (не обозначен) муфты 23, одновременным нажатием на шток 17 и на подвижную ручку 12 выдвигают клиновидный упор 8 из паза 10, преодолевая усилие пружины 18, и устанавливают устройство таким образом, чтобы стенка трубы 22 была по торцу зажата между клиновидным упором 8 и кареткой 7 с ультразвуковым преобразователем (не обозначен), а тело трубы 22 чтобы попало в захватные рычаги 5 верхнего захватного узла 2. Захватные рычаги 5 выставляют на внешний диаметр трубы 22 с помощью ходового винта 6 с левой и правой передками. Одновременно поворачивают подвижную ручку 12 и с помощью гибкой тяги 13 поворачивают на оси 19 захватные рычаги 5 нижнего захватного узла 3, преодолевая усилие пружины 20. Затем отпускают ручку 12 и захватные рычаги 5 нижнего захватного узла 3 и фиксируют муфту 23 снизу с помощью пружины 20.
Перемещая каретку 7 с ультразвуковым преобразователем (не обозначен) по направляющим 1, устанавливают каретку 7 на требуемом участке контролируемой муфты
23 в осевом направлении относительно торца муфты 23. Перемещая каретку 7 по направляющим 1 осуществляют контроль муфты 23.
При контроле тела трубы 22 штоком 17
и клиновидным упором 8 не пользуются, последний утоплен в пазу 10 дополнительного ползуна 9. В этом случае перемещают верхний захватный узел 2 и нижний захватный узел 3 по направляющим 1 с помощью
ползунов 4, 9, что обеспечивается наличием сферических опор 21. Контроль производится установкой каретки 7 в требуемом положении на теле трубы 22.
Формула изобретения
Устройство для дефектоскопии труб, содержащее направляющие, установленные на них с возможностью перемещения два захватных узла, каждый из которых содержит ползун, соединенные с ним захватные
рычаги и ходовой винт t правой и левой нарезками, кинематически связывающий между собой каждую пару рычагов, установленную на направляющих с возможностью перемещения каретку с ультразвуковым
преобразователем и клиновидный упор для взаимодействия с торцом контролируемой трубы, отличающееся тем, что, с целью расширения технологических возможностей контроля, оно снабжено установленным на направляющих с возможностью перемещения дополнительным ползуном с пазом, соединенной с дополнительным ползуном неподвижной ручкой, соединенной с ней с возможностью поворота подвижной
ручкой, соединенной с подвижной ручкой гибкой тягой, соединенной с дополнительным ползуном зубчатой рейкой, кинематически связанной с ползуном, соединенные с последним захватные рычаги установлены
под углом к направляющим и связаны с гибкой тягой, а клиновидный упор подпружиненно установлен в пазу дополнительного ползуна с возможностью поворота.
2U Ј
фиг. 2
Фие1
ВидА
14
| Устройство для ультразвукового контроля труб | 1987 |
|
SU1566280A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
