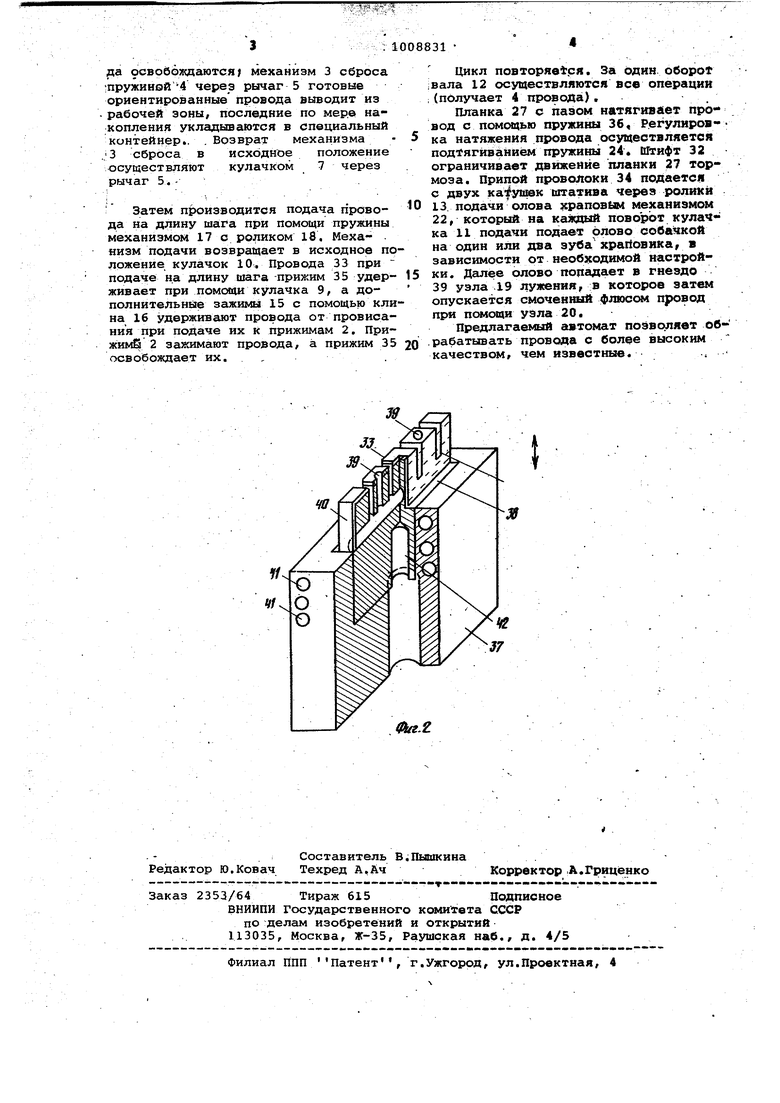
Изобретение относится к технологическому оборудованию для эаготовки монтажных проводов и может быть использовано в радиоэлектронной промьшшенности. Известно устройство для мерной резки, зачистки и лужения монтажных проводов, в котором механизмы обработки концов проводов размещены попарно с двух сторон транспортера, гнезда которого расположены перпендикулярно оси его перемещения и снаб жены чзменными валиками, в теле которых выполнены провольные пазы прямоугольного сечения, перекрытые сменными пластиками, а механизмы зажима установлены на позициях обжима, снятия изоляции и скручивания токоведущих жил 1 . Данное-устройство не обеспечивае надежной, подачи гибкого провода и выполнения одноименных операций одновременно у нескольких проводов. Наиболее близким к предлагаемому по технической сущности является ус ройство для изготовления монтажных проводов, содержащее узел подачи, узелнатяжения, узлы флюсования и лужения и узел резки 2. Однако известное устройство не обеспечивает ориентированного лолож ния проводов во время обработки, чт сказывается на качестве проводов. Цель изобретения - повышение ка.чества обрабатываемых проводов, за счет ориентированного положения проводов при обработке. Поставленная цель достигается тем что автомат для заготовки монтажных проводов, содержащий узел подачи, узел натяжения, узлы флюсования и лужения и узел резки, снабжен механизмами прижима и сброса проводов, установленными после механизма резки. Узел лужения выполнен в виде паяльника с пазами для облуживаемых проводов и отверстиями для материала расплава, связанными с пазами ка налом.- . Паяльник арг/ирован титановой обрлочкой. На фиг, 1 показана, кинематическая схема предлагаемого автомата; на фиг. 2 - узел лужения. Автомат содержит лоток 1, установ ленный на станине, к которой крепится контейнер для загрузки ориентированными заготовленными гибкими проводами, прижимы 2 провода, служащие для удержания провода вовремя возвр та механизма подачи провода в исходное положение, механизм 3 сброса готовых проводов, пружину 4 механизма сброса, рычаг 5 с роликом.укладывате ля, кулачок 6 прижима провода, кула.чок 7 укладывателя, кулачок 8 подвижного ножа, кулачок 9 прижима подачи провода, кулачок 10 возврата механизма подачи провода, кулачок 11 подачи провода на флюсование и лужение, расположенные на распределительном валу 12, механизм 13 подачи олова, облуженные. и ориентированные концы провода 14, дополнительный зажим 15 провода, клин 16 дополнительного зажима, механизм 17 подачи проводов с роликом la, узел 19 лужения, узел 20 размерного флюсования и лужения проводов с ванночкой 21 флюсования, храповой механизм 22 подачи олова и сосуд 23 с трубопроводом дозированной подачи флюса. Механизм натяжения и рихтовки проводов содержит пружину 24 регулировки тормоза, шайбЫ 25 и 26 тормоза, планку 27 с пазом, натягивающие ролики 28, направляющие пазы 29 и готовые провода 30. Устройство содержит ножи 31 и.штифтограничитель 32, В последовательно расположенные механизмы подаются провода 33. Для припоя используется проволока 34, Прижимы 35 используются для удержания провода при подаче. Пружина 36 натяжения проводов удерживает планку узла натяжения, Узел лужения (фиг. 2) содержит держатель 37 паяльника, паяльник-38, отверстие 39 под проволоку припоя, титановую оболочку 40, отверстия 41 под спираль нагревателя и отверстия 42 под. термопару контроля. Узел работает по принципу сообщающих сосудов. ; Подготовка автомата к работе осуествляется следующим образом, На штативе устанавливают катушки (фиг. 1) с проводом 33. Каждый провод пропускается в свой направляющий паз 29 и протягивается специальной спицей через все позиции к прижимам 2 (верхний прижим подпружинен). Кулачок 6 через рычаг с роликом зажимает провода. Сосуд 23 заполняется флюсом. Включается нагреватель паяльника-узла 19, пазы заполняются расплавом. Автомат готов к работе. Автомат работает следующим образом. Движение передается от электродвигателя через глухую муфту и червячный редуктор распределительному валу 12. Кулачком 11 через рычаг с роликом узел 20 подает провода 33 на флюсование и лужение. Одновременно подается порция олова из проволоки 34 храповым механизмом 22 через ролики 13. Возврат узла 20 в исходное положение осуществляется пружинами (не показано). Одновременно с лужением происходит отрезка провода (ножи 31, кулачок 8). Во время отрезки прижимы 2 кулач:кОм б держат провода 30. Затем прово.да освобождаются механизм 3 сброса пружиной 4 через рычаг 5 готовые ориентированные провода выводит из рабочей зоны, последние по мере накопления укладываются в специальный контейнер.. .Возврат механизма . 3 сброса в исходное положение осуществляют кулачком 7 через рычаг 5. Затем производится подача провода на длину шага при помощи пружины механизмом 17 с роликом 18. Механизм подачи возвращает в исходное положение кулачок 10. Провода 33 при подаче на длину шага -прижим 35 удерживает при помощи кулачка 9, а дополнительные зажимы 15с помощью клина 16 удерживают провода от провисания при подаче их к прижимам 2, Прижикй 2 зажимают провода, а прижим 35 освобождает их. ,
Цикл повторяемся. За один. o6opot :вала 12 осуществляются все операции ; (получает 4 провода).
Планка 27с пазом натягивает провод с помощью пружины 36« Регулировка натяжения провода осуществляется подтягиванием пружины 24. Штифт 32 ограничивает движение планки 27 тормоза. Припой проволоки 34 подается с двух KafyuieK штатива через ролики 13. подачи олова храповсдм механизмом 22, который на каждый поворот кулачка 11 подачи подает олово собачкой на один или два зубахраПовика, в зависимости от необходимой иастройки. Далее олово попадает в гнездо 39 узла 19 лужения, в которое затем опускается смоченный флюссм провод при помощи узла 20.
Предлагаемый гштомат позволяет об.рабатывать провода с более высоким качеством, чем известные. .,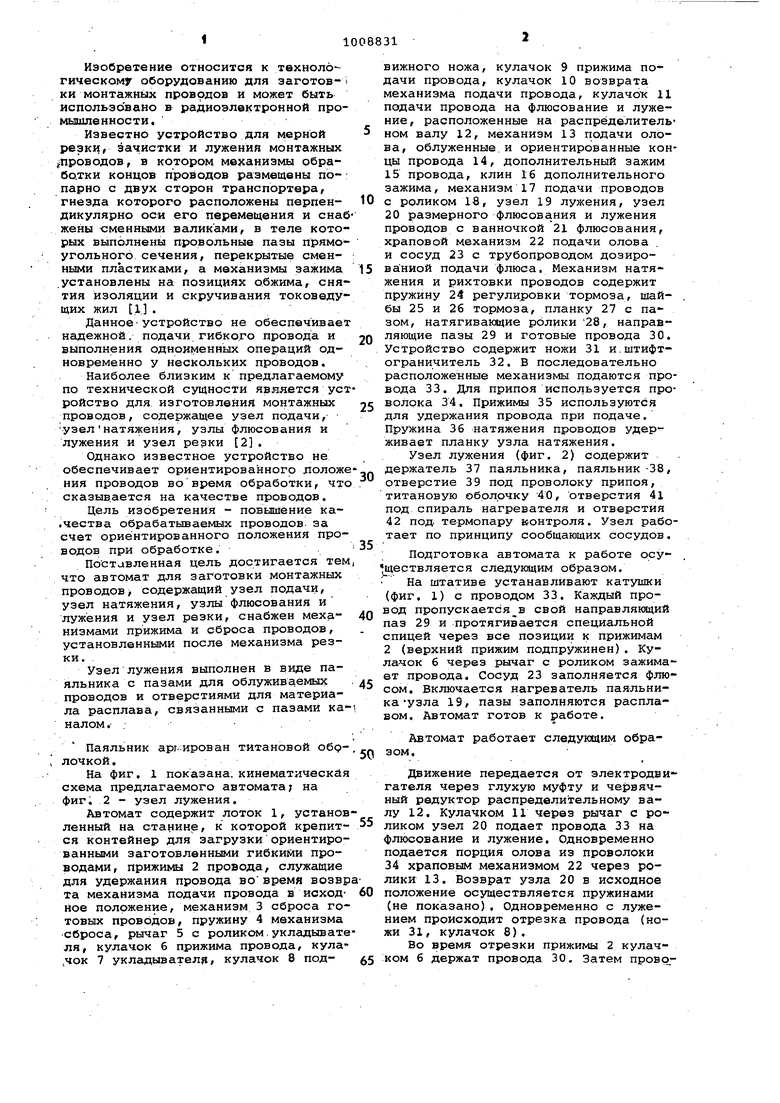
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки, склейки и пайки монтажных проводов со звуковой катушкой в динамических головках | 1988 |
|
SU1663669A1 |
| ЙСЕСОЮЗНАЯ ^^^шт-1штт/^ | 1973 |
|
SU389592A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU720549A1 |
| Автомат для подготовки электрических проводов к монтажу | 1975 |
|
SU560284A1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| ЛИНИЯ СБОРКИ ПОЛУПРОВОДНИКОВЫХ диодов | 1970 |
|
SU270898A1 |
| Устройство для разделки концовМОНТАжНыХ пРОВОдОВ | 1979 |
|
SU817832A1 |
| Автомат для предмонтажной обработки проводов | 1983 |
|
SU1129681A1 |
| Устройство для сборки контактных групп | 1981 |
|
SU991629A1 |
| Автомат лужения | 1986 |
|
SU1331622A1 |
1. АВТОМАТ ДЛЯ ЗАГОТОВКИ МОНТАЖН Ж ПРОВОДОВ содержащий узел подачи, узел натяжения, узлы флюсования и лужения и узел резки, отличающийся тем, что, с целью повьииення качества обрабатываемых проводов за счет ориевтираванного положения проводов при обработке он снабжен механизмом прижима и механизмом сброса проводов, установлен ными после механизма резки. 2.Автомат по п. 1, от л ич а ю щ и и с я тем, что узел лужения выполнен в виде паяльника с пазами .для облуживаемых проводов и отверстиями для материала расплава, связанными с пазами каналом. 3.Автомат по п. 2, о т л и ч а ю щ и и с я тем, что паяльник армиро. ван титановой оболочкой. (Л С 00 00 со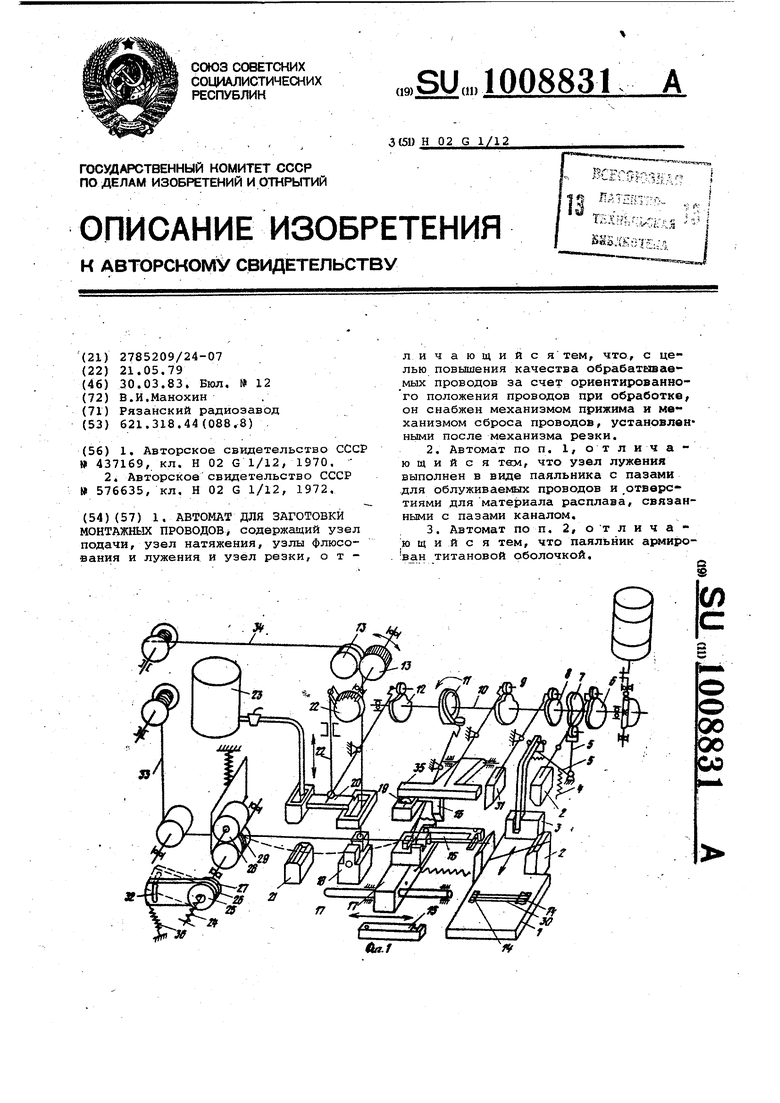
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления монтажных проводов | 1972 |
|
SU576635A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
