Изобретение относится к обработке металлов давлением и может быть использова- но при изготовлении длинномерных деталей из листов методом гибки.
Целью изобретения является увеличение срока службы оборудования путем уменьшения эксцентриситета нагрузки на элементы гибочного устройства.
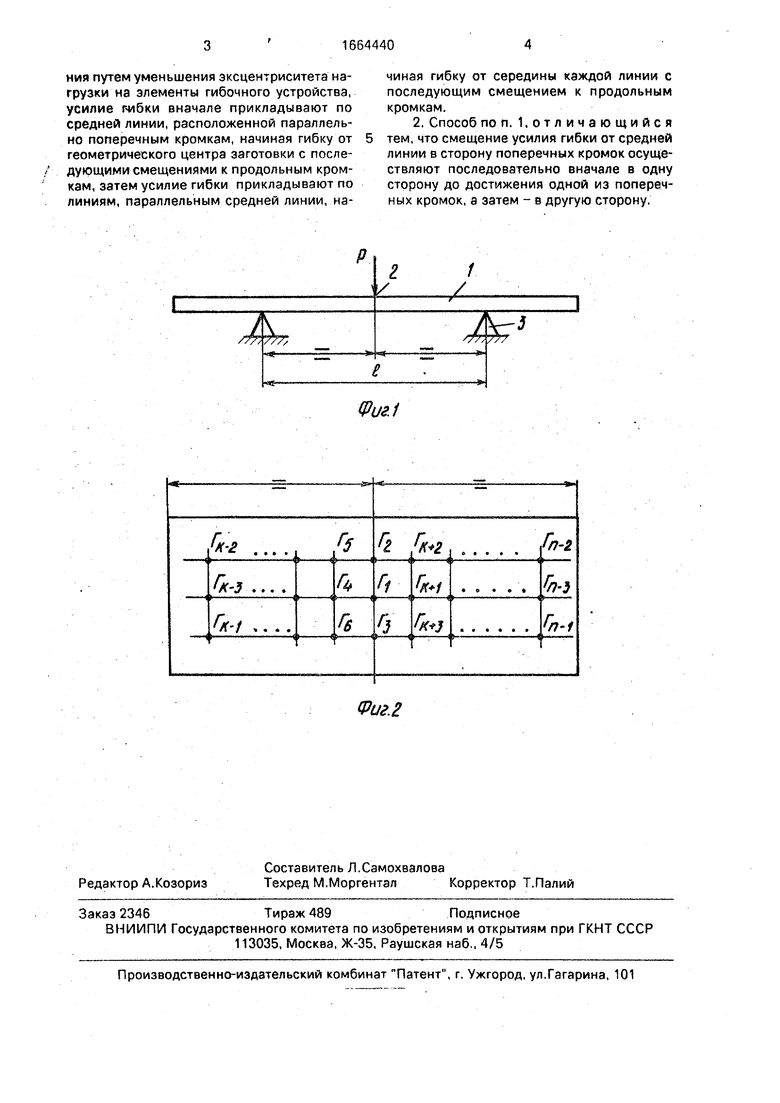
На фиг. 1 изображено положение листовой заготовки в начале гибки; на фиг. 2 - изгибаемая заготовка со схемой последовательности гибов, вид сверху.
Заготовка 1 с центром 2 уложена на опорах 3 с расстоянием I так, что изгибающая нагрузка Р приходится посередине опор. Гибка начинается с центра заготовки 2-гиб П, затем производится гиб Г2 и Гз, при подходе к кромке -гибы Гк-з-Гк-1, затем гибы снова производятся у центра заготовки Гк-н - Гк+з и заканчиваются у второй поперечной кромки Гп з - Гп-1.
Пример. Проводилась гибка толстолистовой заготовки размером мм на гидропрессе усилием 1250 тс на штампе со сферическими матрицей и пуансоном диаметром 1400мм. Листу требовалось пи- дание парусовидной формы. Начальный гиб был произведен в самом центре заготовки на пересечении диагоналей, последующие гиоы производились по направлению от центра к ближней продольной кромке. При этом эксцентриситета нагрузки не отмечалось, при гибке по известному способу от конца заготовки эксцентриситет нагрузки отмечался до 220 мм и отмечались сливы масла по цилиндру и задиры на последнем, Формула изобретения 1. Способ гибки длинномерных заготовок, преимущественно двойной кривизны, путем последовательного пластического изгиба по участкам в гибочном устройстве с опорами, отличающийся тем. что, с целью увеличения срока службы оборудова(Л
С
ON О
Јw
N О
имя путем уменьшения эксцентриситета нагрузки на элементы гибочного устройства, усилие рибки вначале прикладывают по средней линии, расположенной параллельно поперечным кромкам, начиная гибку от геометрического центра заготовки с последующими смещениями к продольным кромкам, затем усилие гибки прикладывают по линиям, параллельным средней линии, начиная гибку от середины каждой линии с последующим смещением к продольным кромкам.
2. Способ поп, 1.отличающийся тем, что смещение усилия гибки от средней линии в сторону поперечных кромок осуществляют последовательно вначале в одну сторону до достижения одной из поперечных кромок, а затем - в другую сторону.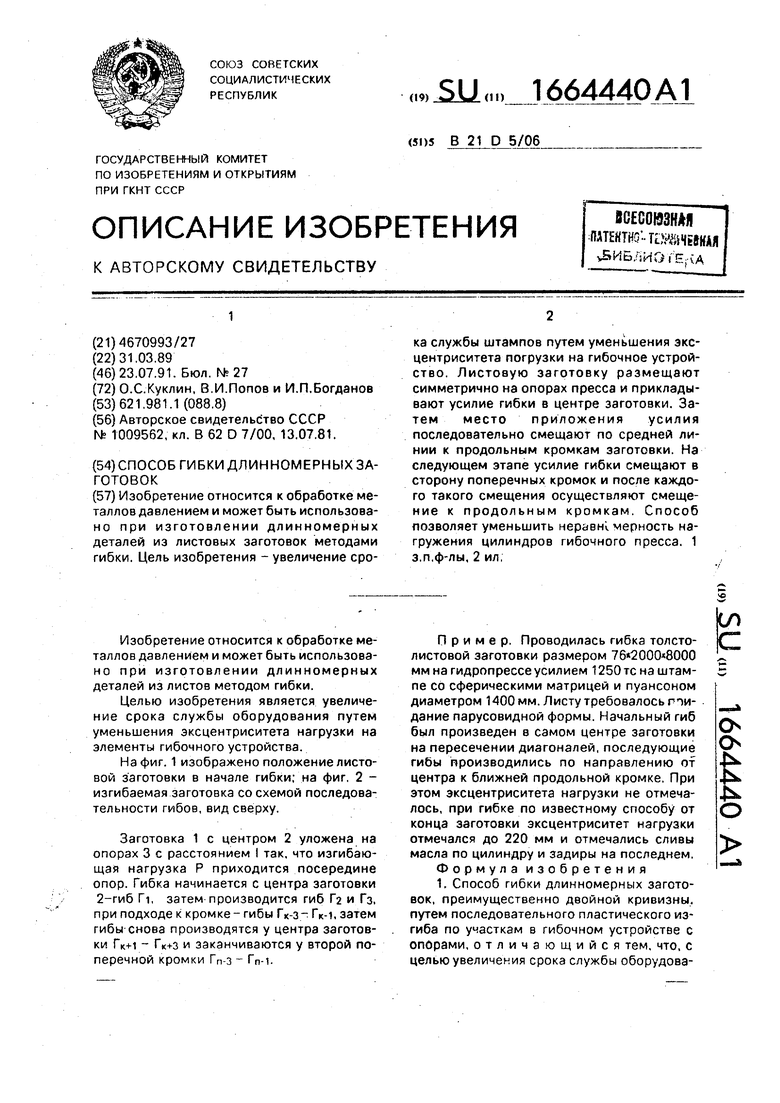
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194589C2 |
| Способ подгибки концов заготовок | 1990 |
|
SU1794530A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ | 2003 |
|
RU2243844C1 |
| Способ подгибки кромок длинномерных заготовок | 1990 |
|
SU1801661A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНУСОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2011455C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2299107C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ И ПРЕССУЮЩИЙ ШТАМП, ИСПОЛЬЗУЕМЫЙ ПРИ ДАННОМ СПОСОБЕ | 2015 |
|
RU2663674C1 |
| Способ гибки листовых заготовок | 1990 |
|
SU1803222A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПАНГОУТА | 2011 |
|
RU2492015C1 |
| Штамп для гибки длинномерных заготовок | 1984 |
|
SU1230716A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении длинномерных деталей из листовых заготовок методами гибки. Цель изобретения - увеличение срока службы штампов путем уменьшения эксцентриситета погрузки на гибочное устройство. Листовую заготовку размещают симметрично на опорах пресса и прикладывают усилие гибки в центре заготовки. Затем место приложения усилия последовательно смещают по средней линии к продольным кромкам заготовки. На следующем этапе усилие гибки смещают в сторону поперечных кромок и после каждого такого смещения осуществляют смещение к продольным кромкам. Способ позволяет уменьшить неравномерность нагружения цилиндров гибочного пресса. 1 з.п. ф-лы. 2 ил.
Фиг.2
| Способ гибки длинномерных заготовок | 1981 |
|
SU1009562A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
