А Фие 1
Изобретение относится к области сварки, в частности к вспомогательной оснастке для сборочно-сварочных работ, и может быть использовано в стендах для закрепления изделий в процессе сборки и сварки.
Целью изобретения является расширение технологических возможностей путем обеспечений ориентации м прижима деталей различной толщины.
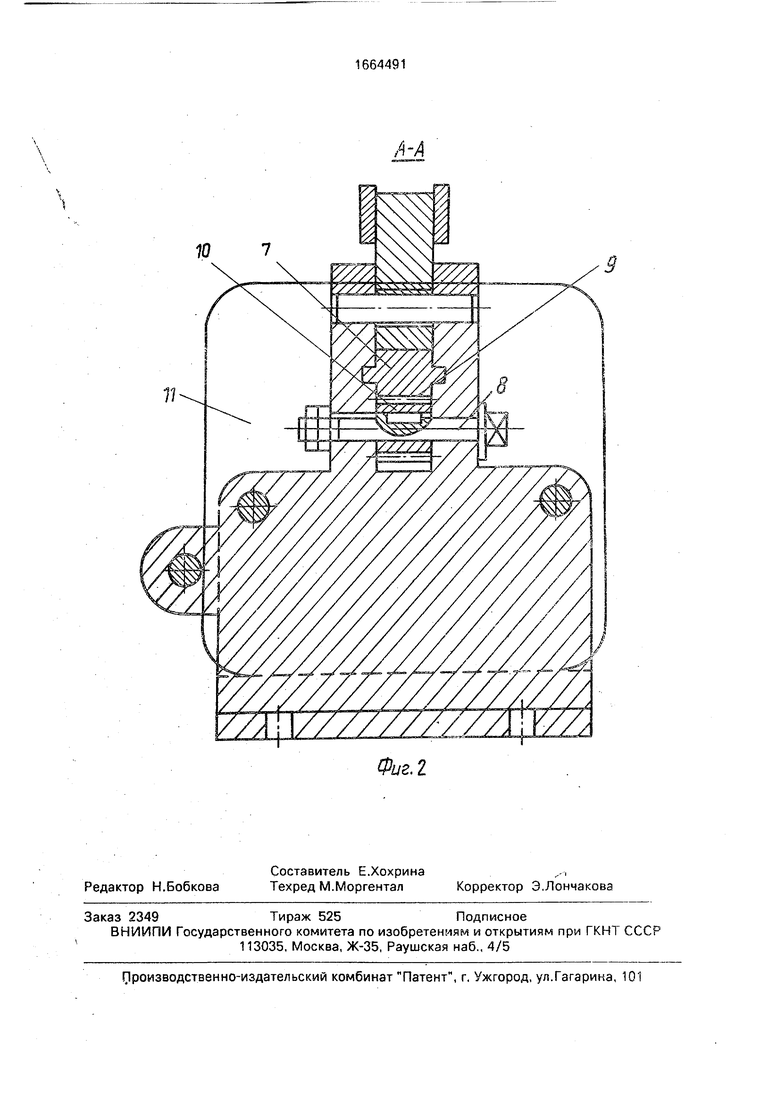
На фиг. 1 показано устройство в положении Зажато, общий вид; на фиг, 2 - сечение А-А на фиг, 1.
На опорной стойке 1 шарнирно закреплена рукоятка 2, которая шарнирно связана посредством продольного паза с поводковым пальцем 3 штыревых фиксаторов 2 и посредством тяги 5 с эксцентриковым прижимом 6, шарнирно закрепленным на опорной стойке 1. В последней также5 размещен механизм регулировки положения прижима, представляющий собой установленный в направляющих 7 опорной стойки клик 8 с углом самоторможения о. 5-7° и зубчатой рейкой и регулируемый винт 9, жестко связанный с шестерней 10, контактирующей с зубьями рейки клина 8. Для предварительной установки детали 11 предусмотрен ограничивающий упор 12. Механизм регулировки положения прижима необходим при наладке устройства в зависимости от толщины детали 11. При необходимости устройство может работать от пневмопривода, соединенного с рукояткой 2.
Устройство работает следующим образом.
В исходном положении рукоятка 2 отведена а крайнее левое положение, а вместе с ней поводковый палец 3, соединенный с
фиксаторами 4, и эксцентриковый прижим 6. Деталь 11 устанавливается по упору 12 и поворотом рукоятки 2 происходит ориентация детали 11с помощью фиксаторов 4
зажим детали эксцентриковым прижимом 6. Освобождение изделия осуществляется поворотом рукоятки в исходное положение. Благодаря наличию механизма регулировки положения прижима устройство позволяет закреплять детали различной толщины, что обеспечивает расширение технологических возможностей по сравнению с известным устройством.
Формула изобретения
Устройство для ориентации и прижима деталей при сборке, содержащее опорную стойку с направляющими, эксцентриковый прижим, тягу, рукоятку и фиксаторы, отличающееся тем, что, с целью расширения
технологических возможностей путем обеспечения ориентации и прижима деталей различной толщины, устройство снабжено механизмом регулировки положения прижима, выполненным в виде клина, установленного в направлении опорной стойки с возможностью фиксированного перемещения и взаимодействия с эксцентриковым прижимом, при этом эксцентриковый прижим шарнирно закреплен на опорной стойке, фиксаторы выполнены с поводковым пальцем и смонтированы в опорной стойке с возможностью продольного перемещения, рукоятка выполнена с продольным пазом для поводкового пальца фиксаторов и
шарнирно закреплена на опорной стойке, а тяга шарнирно соединена одним концом с эксцентриковым прижимом, а другим.- с рукояткой.
10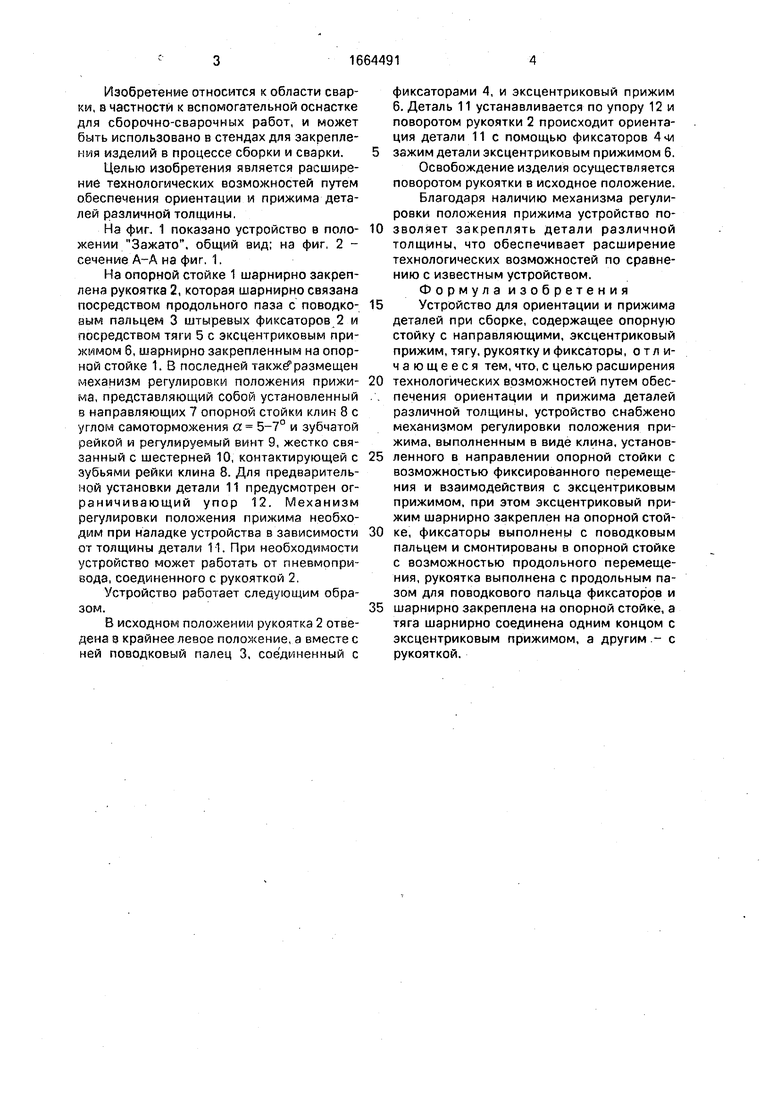
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1977 |
|
SU753586A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| ЗАЖИМ | 1993 |
|
RU2090335C1 |
| Устройство для пайки | 1982 |
|
SU1097458A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ НА СТОЛЕ МЕТАЛЛОРЕЖУЩЕГО СТАНКА ДЛИННОМЕРНОЙ ДЕТАЛИ | 2002 |
|
RU2226145C2 |
| Устройство для центрирования деталей | 1986 |
|
SU1511585A1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ | 2000 |
|
RU2189289C2 |
| СПОСОБ СБОРКИ ДВЕРЕЙ АВТОМОБИЛЯ И СБОРОЧНАЯ ЛИНИЯ | 2012 |
|
RU2509023C9 |
| Устройство для подачи,фиксации и прижима свариваемых деталей к изделию | 1984 |
|
SU1248753A1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
Изобретение относится к сварке, в частности к вспомогательному оборудованию для закрепления изделий при производстве сборочно-сварочных работ. Цель изобретения - расширение технологических возможностей устройства путем обеспечения ориентации и прижима деталей различной толщины. В исходном положении рукоятка 2 отводится в крайнее левое положение, а вместе с ней - поводковый палец 3, соединенный с фиксаторами 4, и эксцентриковый прижим 6. Деталь 11 устанавливают по упору 12. Поворотом рукоятки 2 осуществляют ориентацию детали с помощью фиксаторов 4 и ее зажим через тягу 5 эксцентриковым прижимом 6. В зависимости от толщины зажимаемой детали 11 предварительно регулируют положения прижима с помощью установленного в направляющих опорной стойки 1 клина с зубчатой рейкой. Клин перемещается и фиксируется при помощи винта. Такая конструкция устройства обеспечивает ориентацию и прижим деталей различной толщины благодаря наличию механизма регулировки положения прижима. 2 ил.
пми1У|гтг аР тгт |--тгтгл шияДиinr-n°n и У р ч-цчд т-ду 1 in,i у «™ i«
7/А ////////// W7/.
Фиг. 2
| СПОСОБ ПОЛУЧЕНИЯ 4-МЕТОКСИ-2,6-ДИАМИНО- s-ТРИАЗИНОВ | 0 |
|
SU354657A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
