1
.Изобретение относится к автоматизации производственных ПЕЮцессов и .может найти широкое применение на заводах машиностроительной, полиграфической, приборостроительной, автомо- 5 бильной, станкостроительной и других отраслей промышленности, где производят сборку соединений типа втулка-втулка , например сборку кронштейнов, тяг, рычагов, подшипников. 10
Известно устройство для сборки деталей, содержащее расположенные одно н другим сборочные приспособления, имеющие упоры и прижимы, и расположенный под ними по оси сборки стер- 15 жень l .
Однако известное устройство предназначено для сборки только соединения типа вал-втулка.
Цель изобретения - расширение тех-20 нологяческих возможностей устройства с использованием его при сборке соединений типа втулка-втулка.
Эта цель достигается тем, что устройство снабжено толкателем с шарнир-25 но закрепленным на его конце клином, рычагами-прижимами и подпружиненными зажимами, в стержне выполнено сквозное осевое отверстие и торцовой паз, параллельный опорной плоскости 30
упора, в пазу симметрично относительно оси стержня шарнирно установлены рычаги-прижимы, в отверстии стержня расположен толкатель, а на поверхности верхнего сборочного приспособления смонтированы подпружиненные зажимы, каждый из которых имеет шарнирно прикрепленный к нему рычаг и установленный на нем эксцентриковый механизм.
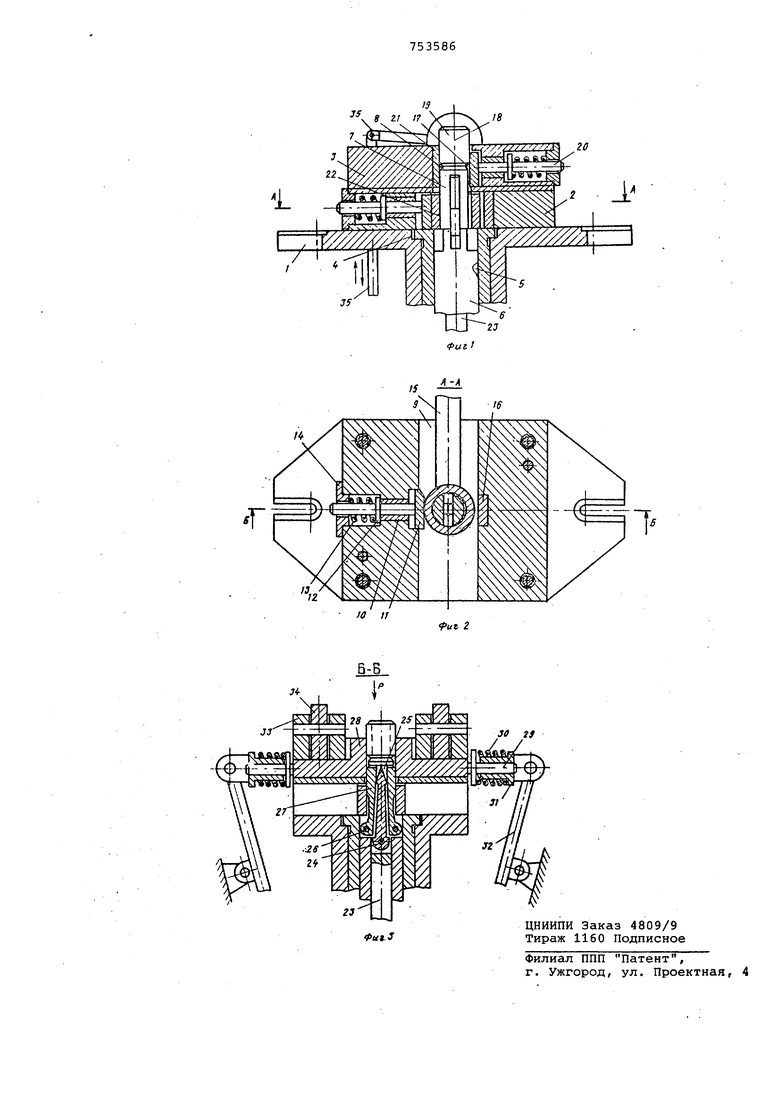
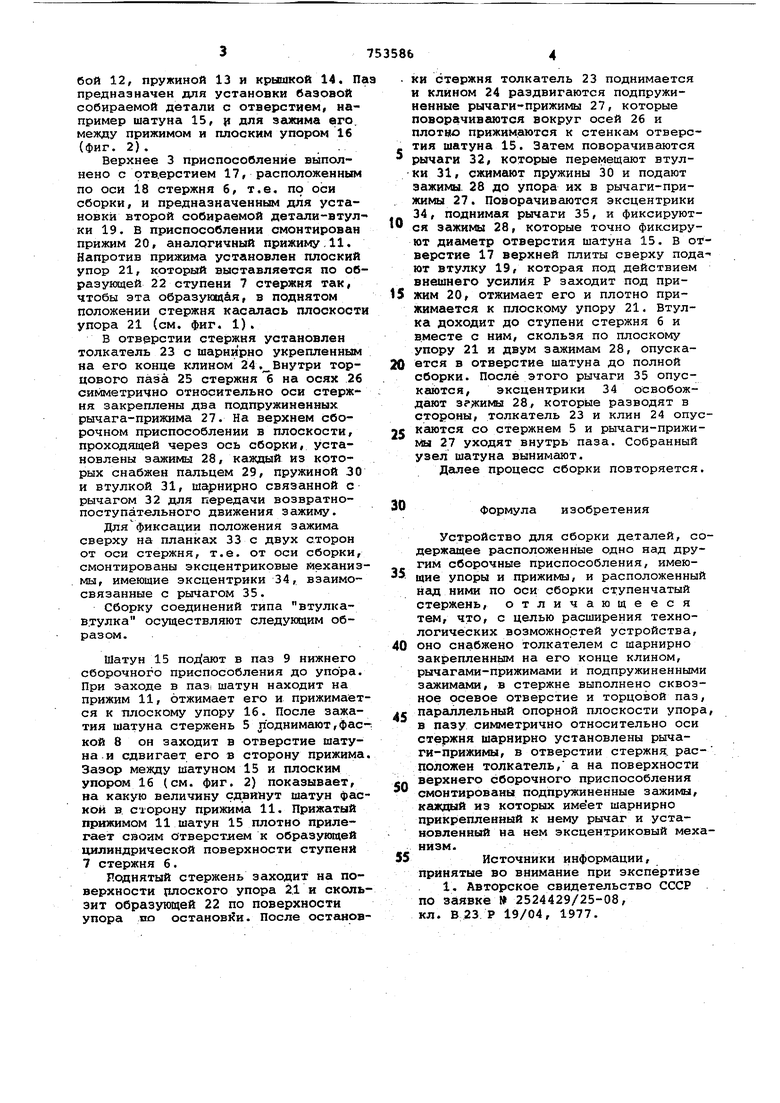
На фиг. 1 показано устройство для сборки деталей} на фиг. 2 - разрез А-А фиг. Ij на фиг. 3 - разрез Б-Б фиг. 2.
Устройство для сборки деталей типа втулка-втулка состоит из основания 1, на котором закреплены нижнее 2 и верхнее 3 приспособления. Основание выполнено с пазами 4 для крепления к станку, например к прессу;
В отверстии 5 основания установлен ступенчатый стержень 6, имеющий сквозное осевое отверстие и торцовой паз, параллельный опорной плоскости упора. На ступени 7 стержня выполнена фаска 8. Нижнее 2 приспособление имеет паз 9. В стенке паза имеется углубление с отверстием, в которо по втулке 10 установлен прижим 11 с тайбой 12, пружиной 13 и крышкой 14. Па предназначен для установки базовой собираемой детали с отверстием, например шатуна 15, {i для зажима его. между прижимом и плоским упором 16 (фиг. 2)..
Верхнее 3 приспособление выполнено с отв.ерстием 17, расположенным по оси 18 стержня б, т.е. по оси сборки, и предназначенным для установки второй собираемой детали-втулки 19. В приспособлении смонтирован прижим 20, аналогичный прижиму.11. Напротив прижима установлен плоский упор 21, который выставляется по образующей 22 ступени 7 стержня так, чтобы эта образующая, в поднятом положении стержня касалась плоскости упора 21 (см. фиг. 1).
В отверстии стержня установлен толкатель 23 с шарнирно укрепленным на его конце клином 24.Внутри торцового паза 25 стержня б на осях 26 симметрично относительно оси стержня закреплены два подпружиненных рычага-прижима 27. На верхнем сборочном приспособлении в плоскости, проходящей через ось сборки, установлены зажимы 28, каждый из которых снабжен пальцем 29, пружиной 30 и втулкой 31, шарнирно связанной с рычагом 32 для передачи возвратнопоступательного движения зажиму.
Для фиксации положения зажима сверху на планках 33 с двух сторон от оси стержня, т.е. от оси сборки, смонтированы эксцентриковые механизмы, имеющие эксцентрики 34, взаимосвязанные с рыч:агом 35.
Сборку соединений типа втулкав.тулка осуществляют следующим образом.
Шатун 15 поддают в паз 9 нижнего сборочного приспособления до упора. При заходе в паЗ| шатун находит на прижим 11, отжимает его и прижимается к плоскому упору 16. После зажатия шатуна стержень 5 поднимают,фаской 8 он заходит в отверстие шатуна и сдвигает его в сторону прижима Зазор между шатуном 15 и плоским упором 16 (см. фиг. 2) показывает, на какую величину сдвинут шатун фаской в сторону прижима 11. Прижатый прижимом 11 шатун 15 плотно прилегает своим OTBepcTJHeM к образующей цилиндрической поверхности ступени 7 стержня 6.
Роянятый стержень заходит на поверхности плоского упора 2.1 и скользит образующей 22 по поверхности упора по остановки. После останов. ки стержня толкатель 23 поднимается и клином 24 раздвигаются подпружиненные рычаги-прижимы 27, которые поворачиваются вокруг осей 26 и плотно прижим.аются к стенкам отверстия шатуна 15. Затем поворачиваются рычаги 32, которые перемещают втулки 31, сжимают пружины 30 и подают зажимы. 28 до упора их в рычаги-прижимы 27. Поворачиваются эксцентрики
34, поднимая рычаги 35, и фиксируются зажимы 28, которые точно фиксируют диаметр отверстия шатуна 15. В отверстие 17 верхней плиты сверху подают втулку 19, которая под действием внешнего усилия Р заходит под прижим 20, отжимает его и плотно прижимается к плоскому упору 21. Втулка доходит до ступени стержня 6 и в.месте с ним, скользя по плоскому упору 21 и двум зажимам 28, опускается в отверстие шатуна до полной сборки. После этого рычаги 35 опускаются, эксцентрики 34 освобождают згжимы 28, которые разводят в стороны, толкатель 23 и клин 24 опускаются со стержнем 5 и рычаги-прижимы 27 уходят внутрь паза. Собранный узел шатуна вынимают.
Далее процесс сборки повторяется.
Формула изобретения
Устройство для сборки деталей, содержащее расположенные одно над другим сборочные приспособления, имеющие упоры и прижимы, и расположенный
над ними по оси сборки ступенчатый стержень, отличающееся тем, что, с целью расширения технологических возможностей устройства,
оно снабжено толкателем с щарнирно закрепленным на его конце клином, рычагами-прижимами и подпружиненными зажимами, в стержне выполнено сквозное осевое отверстие и торцовой паз,
парёшлельный опорной плоскости упора, в пазу симметрично относительно оси стержня шарнирно установлены рычаги-прижимы, в отверстии стержня, расположен толкатель, а на поверхности
верхнего сборочного приспособления
смонтированы подпружиненные зажимы, каждый из которых имеет шарнирно прикрепленный к нему рычаг и установленный на нем эксцентриковый механизм. Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке 2524429/25-08, кл. В 23 Р 19/04, 1977.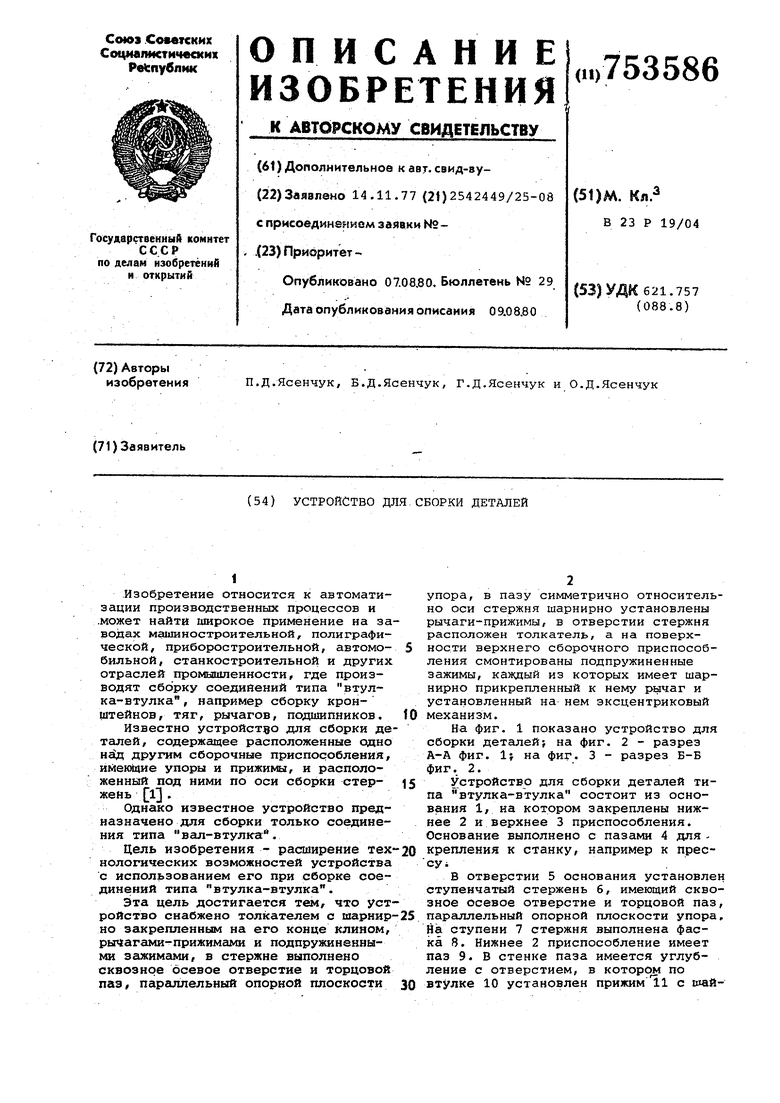
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1977 |
|
SU709311A1 |
| Устройство для сборки развальцовкой узла, состоящего из нескольких деталей | 1988 |
|
SU1606255A1 |
| Штамп для обработки штучныхзАгОТОВОК | 1978 |
|
SU801940A1 |
| Штамп для сборки развальцовкой | 1979 |
|
SU782984A1 |
| Устройство для автоматической сборки узла состоящего из двух деталей | 1968 |
|
SU604651A1 |
| Зажимное приспособление форм для изготовления красочных валиков печатной машины | 1984 |
|
SU1232489A1 |
| Устройство для изготовления упрочненных пружин | 1976 |
|
SU751480A1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1976 |
|
SU764161A2 |
| Устройство для установки деталей в матрицу транспортера автомата сборки | 1976 |
|
SU618249A1 |
| Зажим универсально-сборочного приспособления | 1978 |
|
SU775948A1 |