Изобретение относится к нанесению покрытий электролитическим способом, а более конкретно к устройствам для нанесения гальванических покрытий, и может быть применено в ремонтном производстве преимущественно для нанесения покрытий на длинномерные изделия.
Целью изобретения является повышение качества покрытий и расширение номенклатуры обрабатываемых изделий.
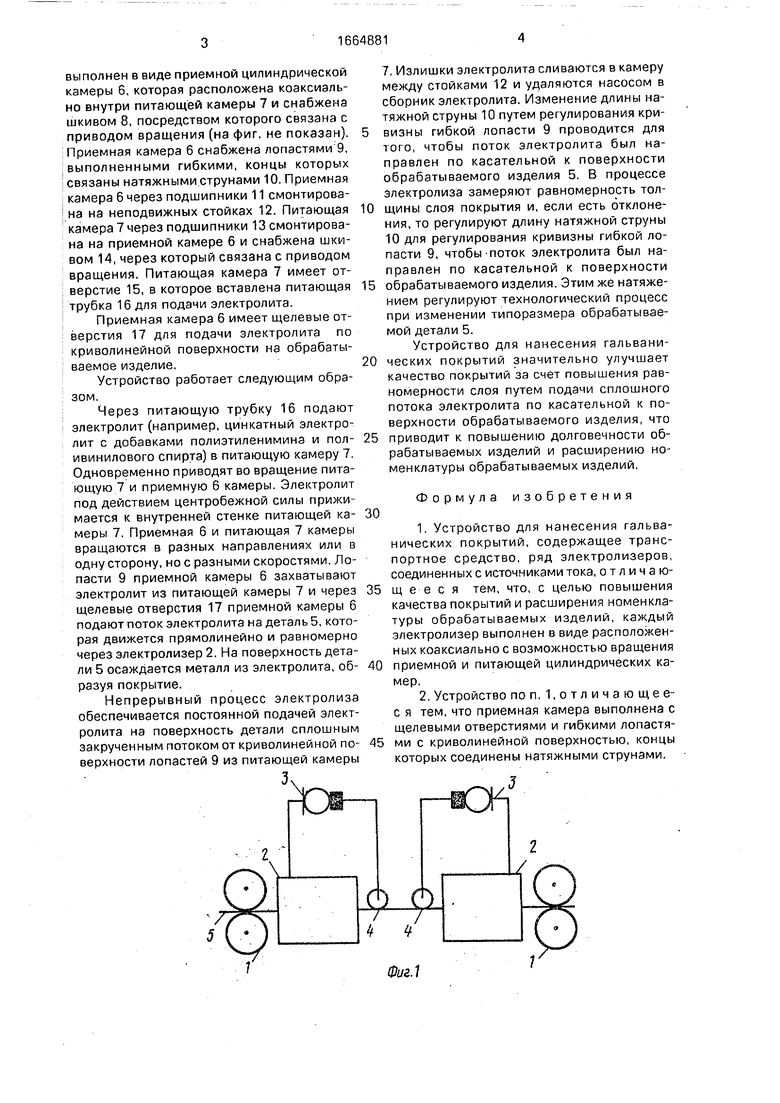
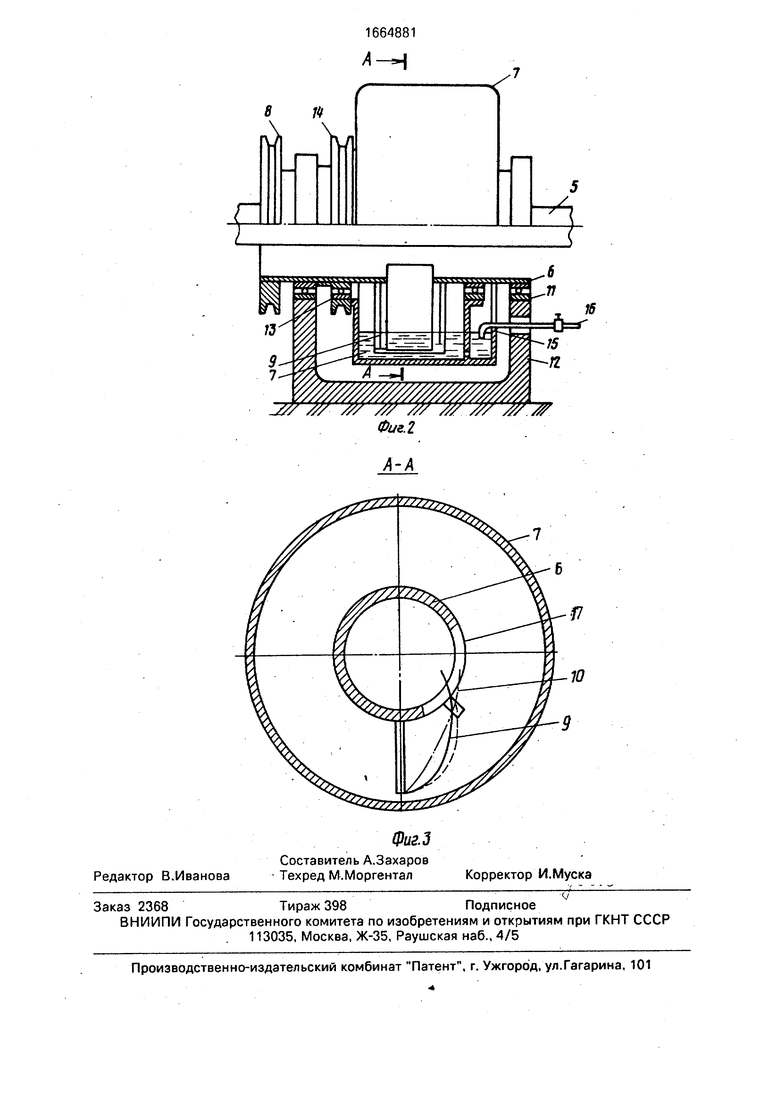
На фиг. 1 представлена схема устройства для нанесения гальванических покрытий; на фиг, 2 - электролизер; на фиг. 3 - поперечное сечение электролизера.
Устройство состоит из транспортного средства 1, выполненного в виде приводных роликов, электролизеров 2, подключенных к источникам тока 3, которые соединены контактным устройством 4 с длинномерным изделием (деталью) 5, Каждый электролизер 2
выполнен в виде приемной цилиндрической камеры 6, которая расположена коаксиаль- но внутри питающей камеры 7 и снабжена шкивом 8, посредством которого связана с приводом вращения (на фиг. не показан). Приемная камера 6 снабжена лопастями 9, выполненными гибкими, концы которых связаны натяжными струнами 10. Приемная камера 6 через подшипники 11 смонтирована на неподвижных стойках 12. Питающая камера 7 через подшипники 13 смонтирована на приемной камере 6 и снабжена шкивом 14, через который связана с приводом вращения. Питающая камера 7 имеет отверстие 15, в которое вставлена питающая трубка 16 для подачи электролита.
Приемная камера 6 имеет щелевые отверстия 17 для подачи электролита по криволинейной поверхности на обрабатываемое изделие.
Устройство работает следующим образом.
Через питающую трубку 16 подают электролит (например, цинкатный электролит с добавками полиэтиленимина и поливинилового спирта) в питающую камеру 7. Одновременно приводят во вращение питающую 7 и приемную 6 камеры. Электролит под действием центробежной силы прижимается к внутренней стенке питающей ка меры 7. Приемная 6 и питающая 7 камеры вращаются в разных направлениях или в одну сторону, но с разными скоростями. Лопасти 9 приемной камеры 6 захватывают электролит из питающей камеры 7 и через щелевые отверстия 17 приемной камеры 6 подают поток электролита на деталь 5, которая движется прямолинейно и равномерно через электролизер 2. На поверхность детали 5 осаждается металл из электролита, образуя покрытие.
Непрерывный процесс электролиза обеспечивается постоянной подачей электролита на поверхность детали сплошным закрученным потоком от криволинейной поверхности лопастей 9 из питающей камеры
3
-
7. Излишки электролита сливаются в камеру между стойками 12 и удаляются насосом в сборник электролита. Изменение длины натяжной струны 10 путем регулирования кривизны гибкой лопасти 9 проводится для того, чтобы поток электролита был направлен по касательной к поверхности обрабатываемого изделия 5. В процессе электролиза замеряют равномерность толщины слоя покрытия и, если есть отклонения, то регулируют длину натяжной струны 10 для регулирования кривизны гибкой лопасти 9, чтобы поток электролита был направлен по касательной к поверхности
обрабатываемого изделия. Этим же натяжением регулируют технологический процесс при изменении типоразмера обрабатываемой детали 5.
Устройство для нанесения гальванических покрытий значительно улучшает качество покрытий за счет повышения равномерности слоя путем подачи сплошного потока электролита по касательной к поверхности обрабатываемого изделия, что
приводит к повышению долговечности обрабатываемых изделий и расширению номенклатуры обрабатываемых изделий.
30
Формула изобретения
1.Устройство для нанесения гальванических покрытий, содержащее транспортное средство, ряд электролизеров, соединенных с источниками тока, отличающ е е с я тем, что, с целью повышения качества покрытий и расширения номенклатуры обрабатываемых изделий, каждый электролизер выполнен в виде расположенных коаксиально с возможностью вращения
приемной и питающей цилиндрических камер.
2.Устройство по п. 1,отличающее- с я тем, что приемная камера выполнена с щелевыми отверстиями и гибкими лопастями с криволинейной поверхностью, концы которых соединены натяжными струнами.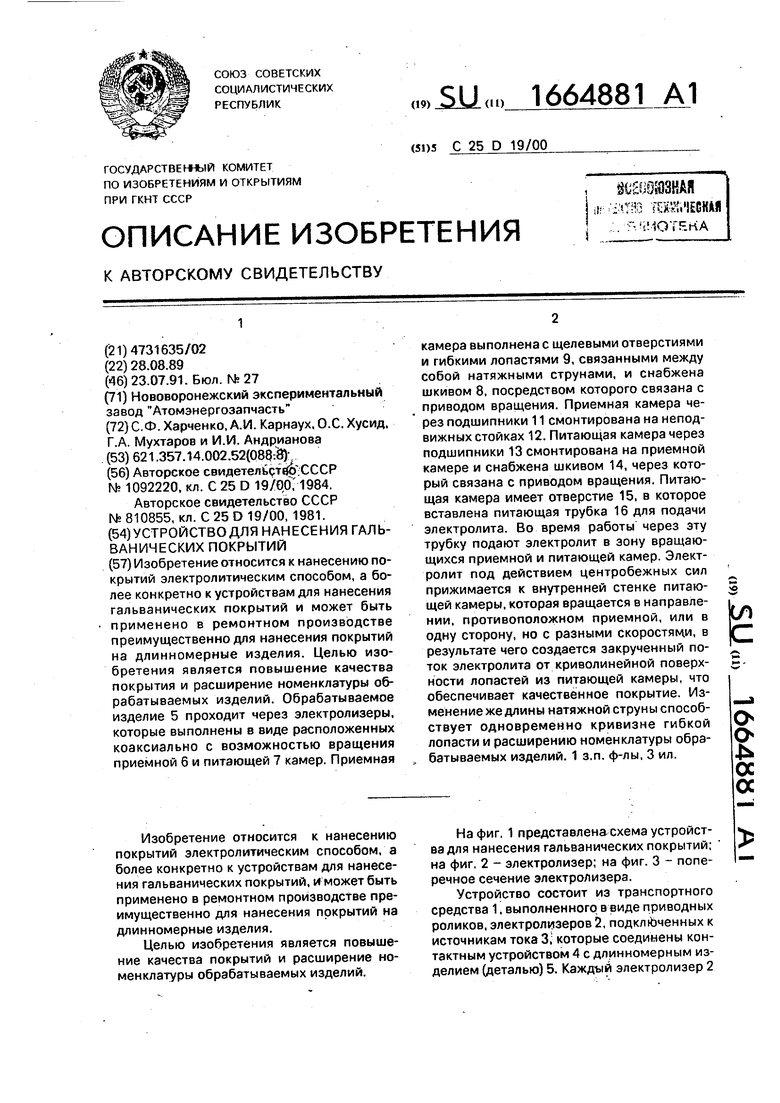
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электролитического нанесения покрытий | 1985 |
|
SU1293245A1 |
| Устройство для электролитического нанесения покрытий | 1988 |
|
SU1634729A2 |
| Установка для нанесения гальванических покрытий натиранием | 1985 |
|
SU1245621A1 |
| Электрод для проведения гальванических процессов | 1979 |
|
SU872608A1 |
| Устройство для нанесения гальванических покрытий | 1978 |
|
SU779449A1 |
| СПОСОБ ХРОМИРОВАНИЯ ПЛУНЖЕРОВ И ПЛУНЖЕРНЫХ ПАР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2130514C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ АЛЮМИНИЯ ИЛИ АЛЮМИНИЕВЫХ СПЛАВОВ ИЗ МЕТАЛЛОРГАНИЧЕСКИХ ЭЛЕКТРОЛИТОВ, СОДЕРЖАЩИХ АЛКИЛАЛЮМИНИЙ | 2002 |
|
RU2287619C2 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2503753C1 |
| СПОСОБ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ТИПА ТЕЛ ВРАЩЕНИЯ | 2009 |
|
RU2427672C1 |
| Агрегат электрохимического травления длинномерных изделий | 1986 |
|
SU1712471A2 |
Изобретение относится к нанесению покрытий электролитическим способом, а более конкретно к устройствам для нанесения гальванических покрытий и может быть применено в ремонтном производстве преимущественно для нанесения покрытий на длиномерные изделия. Целью изобретения является повышение качества покрытия и расширение номенклатуры обрабатываемых изделий. Обрабатываемое изделие 5 проходит через электролизеры, которые выполнены в виде расположенных коаксиально с возможностью вращения приемной 6 и питающей 7 камер. Приемная камера выполнена с щелевыми отверстиями и гибкими лопастями 9, связанными между собой натяжными струнами, и снабжена шкивом 8, посредством которого связана с приводом вращения. Приемная камера через подшипники 11 смонтирована на неподвижных стойках 12. Питающая камера через подшипники 13 смонтирована на приемной камере и снабжена шкивом 14, через который связана с приводом вращения. Питающая камера имеет отверстие 15, в которое вставлена питающая трубка 16 для подачи электролита. Во время работы через эту трубку подают электролит в зону вращающихся приемной и питающей камер. Электролит под действием центробежных сил прижимается к внутренней стенке питающей камеры, которая вращается в направлении, противоположном приемной, или в одну сторону, но с разными скоростями, в результате чего создается закрученный поток электролита от криволинейной поверхности лопастей из питающей камеры, что обеспечивает качественное покрытие. Изменение же длины натяжной струны способствует одновременно кривизне гибкой лопасти и расширению номенклатуры обрабатываемых изделий. 1 з.п.ф-лы, 3 ил.
01
7
г Ь 4
Фиг.1
-лУ/ /// /7/ /// /// //у /7/ ЛУ Jr Фиг. 2
А-А
| Устройство для нанесения гальванических покрытий | 1983 |
|
SU1092220A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Установка для струйной электрохими-чЕСКОй ОбРАбОТКи | 1978 |
|
SU810855A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
