Изобретение относится к инструменту для обработки деталей поверхностно-пластическим деформированием.
Цель изобретения - расширение технологических возможностей путем выглаживания поверхностей полуцилиндрических отрезных ножей холодновыеадОчных автоматов и повышение качества их режущих кромок путем исключения образования заусенцев.
Указанная цель достигается тем, что согласно предлагаемому способу при выглаживании плоской поверхности ножа возвратно-поступательные движения вращающегося инструмента осуществляют к режущей кромке отрезного ножа параллельно его оси, при этом дополнительно производят выглаживание полуцилиндрической поверхности ножа с возвратно-поступательным движением вращающегося инструмента от режущей кромки параллельно оси полуцилиндрической поверхности отрезного ножа, а относительное шаговое перемещение осуществляют путем поворота инструмента вокруг оси симметрии полуцилиндрической поверхности на угол, хорда сектора которого в зоне выглаживания обрабатываемой поверхности равна шагу перемещения.
На фиг, 1 и 2 - схема осуществления способа.
Пример. Рабочие поверхности полуцилиндрических отрезных ножей холодно- высадочных автоматов А413 (высадка гаек М16) из стали У10А с HRC 58-60, предназначенных для резки заготовок из стали Юкп ф 16x24,5 tO;05 мм, упрочняют выглаживанием по жесткой схеме на вертикально-фреVJГО
го VI о
00
зерном станке мод676П с закреплением ножей в специальных приспособлениях выгла- живателем 1 из искусственного алмаза АСПК с Рсф 2,5 мм, вращающимся вокруг оси 2 по направлению стрелки 3, а возвратно-поступательное движение выглаживате- ля осуществляют по стрелке А к режущей кромке отрезного ножа б параллельно продольной его оси 7 (фиг. 1)..
Режимы выглаживания - 1000об/мин; S 100 мм/мин; t 0,01 мм; h 0,1 мм (шаг выглаживания по направлению стрелки 8).
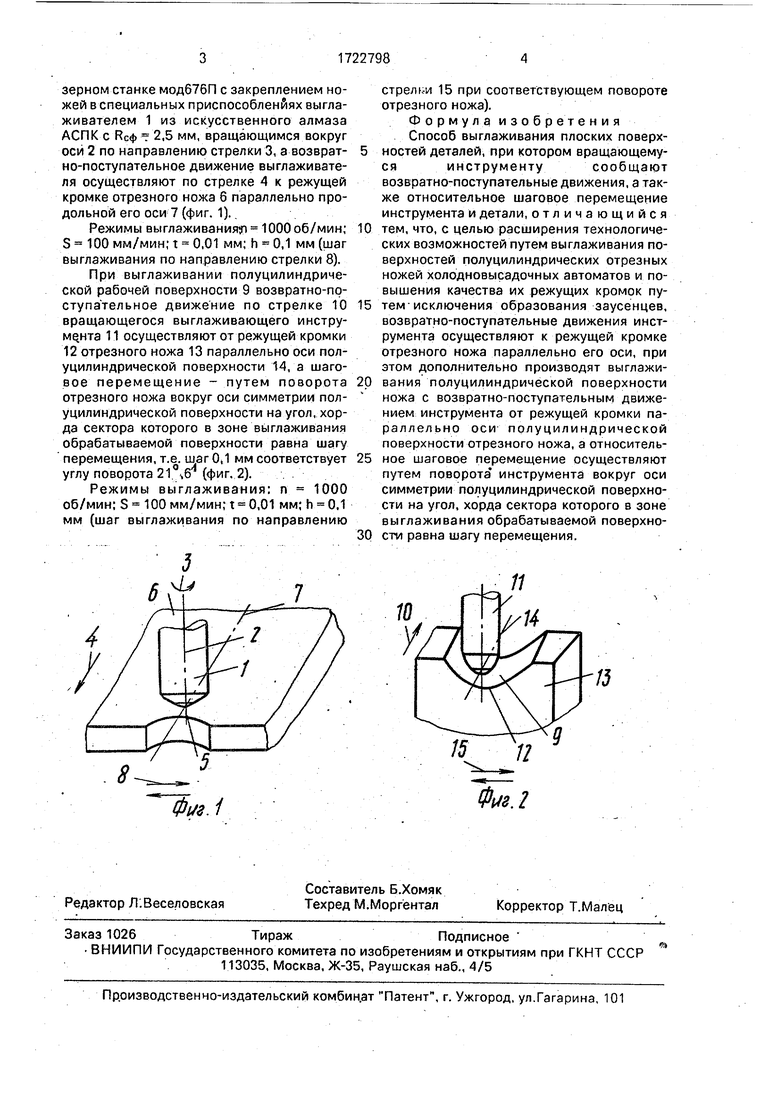
При выглаживании полуцилиндрической рабочей поверхности 9 возвратно-поступательное движение по стрелке 10 вращающегося выглаживающего инстру- ме,нта 11 осуществляют от режущей кромки 12 отрезного ножа 13 параллельно оси полуцилиндрической поверхности 14, а шаговое перемещение - путем поворота отрезного ножа вокруг оси симметрии полуцилиндрической поверхности на угол, хорда сектора которого в зоне выглаживания обрабатываемой поверхности равна шагу перемещения, т.е. шаг ОЛ мм соответствует углу поворота 21°-,6 (фиг. 2).
Режимы выглаживания: п 1000 об/мин; S 100 мм/мин; t 0,01 MM; h 0,1 мм (шаг выглаживания по направлению
стрелк-и 15 при соответствующем повороте отрезного ножа).
Формула изобретения Способ выглаживания плоских поверхностей деталей, при котором вращающемусяинструментусообщаютвозвратно-поступательные движения, а также относительное шаговое перемещение инструмента и детали, отличающийся
тем, что, с целью расширения технологических возможностей путем выглаживания поверхностей полуцилиндрических отрезных ножей холодновысадочных автоматов и повышения качества их режущих кромок путем-исключения образования заусенцев, возвратно-поступательные движения инструмента осуществляют к режущей кромке отрезного ножа параллельно его оси, при этом дополнительно производят выглаживания полуцилиндрической поверхности ножа с возвратно-поступательным движением инструмента от режущей кромки па- раллельно оси полуцилиндрической поверхности отрезного ножа, а относительное шаговое перемещение осуществляют путем поворота инструмента вокруг оси симметрии полуцилиндрической поверхности на угол, хорда сектора которого в зоне выглаживания обрабатываемой поверхности равна шагу перемещения.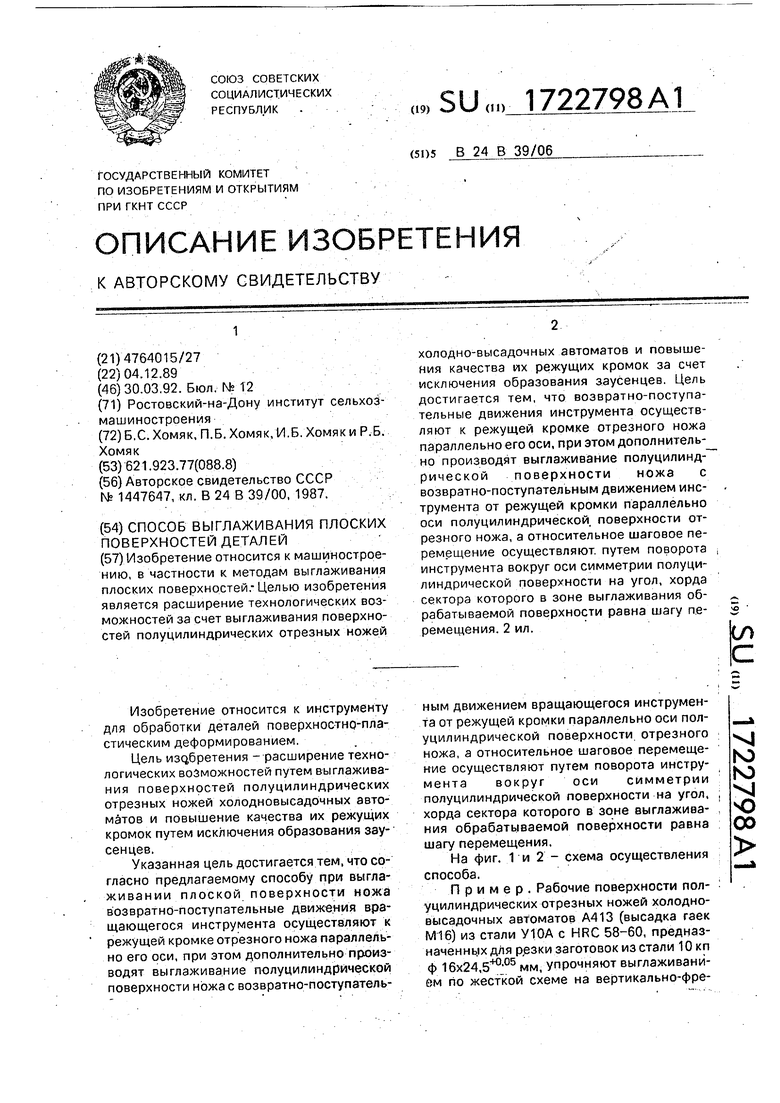
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки составного прессового инструмента | 1988 |
|
SU1507501A1 |
| Способ выглаживания поверхности | 1989 |
|
SU1722794A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2016691C1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2039625C1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1989 |
|
RU2038927C1 |
| Сборный отрезной нож | 1981 |
|
SU996026A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682291A1 |
Изобретение относится к машиностроению, в частности к методам выглаживания плоских поверхностей.-Целью изобретения является расширение технологических возможностей за счет выглаживания поверхностей полуцилиндрических отрезных ножей холодно-высадочных автоматов и повышения качества их режущих кромок за счет исключения образования заусенцев. Цель достигается тем, что возвратно-поступательные движения инструмента осуществляют к режущей кромке отрезного ножа параллельно его оси, при этом дополнительно производят выглаживание полуцилинд- рической поверхности ножа с возвратно-поступательным движением инструмента от режущей кромки параллельно оси полуцилиндрической поверхности отрезного ножа, а относительное шаговое перемещение осуществляют, путем поворота инструмента вокруг оси симметрии полуцилиндрической поверхности на угол, хорда сектора которого в зоне выглаживания обрабатываемой поверхности равна шагу перемещения. 2 ил. (Л
| Способ восстановления режущей кромки инструмента | 1987 |
|
SU1447647A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
