Изобретение относится к станкостроению и может быть использовано для окончательной размерно-выглаживающей обработки глубоких отверстий трубчатых деталей типа корпусов гидро- и пневмоци- линдров, а также различного рода втулок.
Целью изобретения является повышение виброустойчивости станка и качества обработки глубоких отверстий.
На чертеже представлена конструктивная схема станка для финишной совмещенной обработки резанием и поверхностным пластическим деформированием (ППД) глубоких отверстий.
На станине 1 соосно размещены шпиндельная бабка 2 изделия с передней шпиндельной опорой 3 и задняя бабка 4 с установленной с возможностью вращения задней шпиндельной опорой 5 с центральным цилиндрическим отверстием. Механизм зажима изделия выполнен в виде двухштокового гидроцилиндра, смонтированного в задней бабке 4, поршень 6 которого, выполненный за одно целое со штоками, имеет сквозную ступенчатую расточку с большей по диаметру ступенью 7, обращенной в сторону шпиндельной бабки 2 изделия. Задняя шпиндельная опора 5 герметично установлена в малой ступени 8 расточки с возможностью вращения относительно поршня 6. Полая борштанга 9 с комбинированным инструментом 10, снабженным плавающим двухрезцовым блоком 1-1 и деформирующими роликами 12, установлена в центральном отверстии задней шпиндельной опоры 5. Механизм подачи и возврата борштанги 9 выполнен в виде дополнительного гидроцилиндра 13, установленного герметично в малой ступени 8 расточки за задней шпиндельной опорой 5, поршень 14 которого неподвижно закреплен на борштанге 9, и дополнительного поршня 15, установленного в центральном отверстии опоры 5 с возможностью совместного с ней вращения на борштанге 9 и с упором в корпус комбинированного инструмента 10. Для фиксации от проворота бор- штанга 9 снабжена шпоночным пазом и штифтом 16. Рабочие полости 17 и 18, расположенные между поршнями 15 и 14 и крышкой 19 дополнительного гидроцилиндра 13, снабженной отверстием под борш- тангу, сообщены каналами с источниками давления Pi и Рз, Штоковые полости механизма зажима изделия, образованные поршнем 6 и внутренними стенками задней бабки 4, соединены каналами с источниками давления Рз и РА.
Станок работает следующим образом.
Обрабатываемое изделие 20, например корпус гидроцилиндра, устанавливается на линию центров станка. Подается рабочее давление Рз в гидроцилиндр механизма зажима, поршень 6 перемещается совместно с задней шпиндельной опорой 5 и зажимает изделие 20 между обратными центрами шпиндельных опор 3 и 5. Через борштангу 9 подается под давлением смазочно-охлаждающая жидкость (СОЖ), включается вращение изделия 20 и одновременно подводится давление Pi и Р2 в рабочие полости 17 и 18 механизма подачи и возврата борштанги 9. Поршень 15 вместе с комбинированным инструментом 10 и борштангой 9 начинает перемещаться в осевом направлении, преодолевая осевые составляющие усилия резания и ППД, а также противодавление Р2 в гидроцилиндре 13. Последнее
позволяет регулировать и стабильно поддерживать величину подачи S для совмещенной обработки. Плавающий двухрезцовый блок 11 и деформирующие ролики 12 производят окончательную обработку отверстия изделия 20, обеспечивая точность обработки Н8-Н9, шероховатость поверхности Ra 0,1 мкм, создавая тем самым регламентированные условия раооты поршневой системы механизма возврата борштанги 8 вместе с комбинированным инструментом 10. В процессе обработки поршень 15 служит дополнительной второй направляющей опорой, базирующейся по окончательно обработанной поверхности
изделия 20.
Борштанга 9 в момент обработки упруго растянута и служит только для восприятия крутящего момента. Вылет режущих и деформирующих элементов инструмента 10
является минимальным и сохраняется постоянным, не превышая 3-5 диаметров обрабатываемого отверстия, в результате чего повышается точность и обеспечивается стабильность протекания процесса, повышается виброустойчивость системы, появляется возможность производить обработку малых диаметров отверстий с отношением длины изделия к диаметру 1 изд:О 50-70.
Обработка заканчивается в момент вы0 хода из контакта со стенками изделия 20 деформирующих роликов 12. Выключается вращение изделия 20 и подача давления Pi, борштанга 9 вместе с инструментом 10 и поршнем 15 под действием рабочего давле5 ния 2 в гидроцилиндре 13 возвращается в исходное положение. Подача СОЖ выключается, подается давление РА для обратного перемещения поршня 6 и разжима обработанного изделия 20.
Формула изобретения , Станок для финишной совмещенной обработки резанием и поверхностным пласти- ческим деформированием отверстий, содержащий станину, на которой размещены шпиндельная бабка изделия и задняя бабка с установленной с возможностью вращения и соосно со шпинделем шпиндельной бабки изделия задней шпиндельной опорой с центральным отверстием, механизм зажима и борштангу с комбинированным инструментом, связанную с механизмом подачи и возврата, отличающийся тем, что, с целью повышения виброустойчивости и качества обработки глубоких отверстий, механизм зажима выполнен в виде двухштокового гидроцилиндра смонтированного в задней бабке и имеющего в поршне со штоком сквозную
ступенчатую расточку, большая ступень которой обращена в сторону шпиндельной бабки изделия, причем задняя шпиндельная опора установлена с возможностью вращения герметично в малой ступени ступенчатой расточки, а механизм подачи и возврата выполнен в виде дополнительного гидроцилиндра, установленного герметично в полости малой ступени расточки за
задней шпиндельной опорой, поршень которого закреплен на борштанге, и дополнительного поршня, установленного в центральном отверстии задней шпиндельной опоры с возможностью вращения на
борштанге, при этом каждая из полостей, расположенных меХду дополнительным поршнем и поршнем дополнительного цилиндра, сообщена каналами со своим источником давления.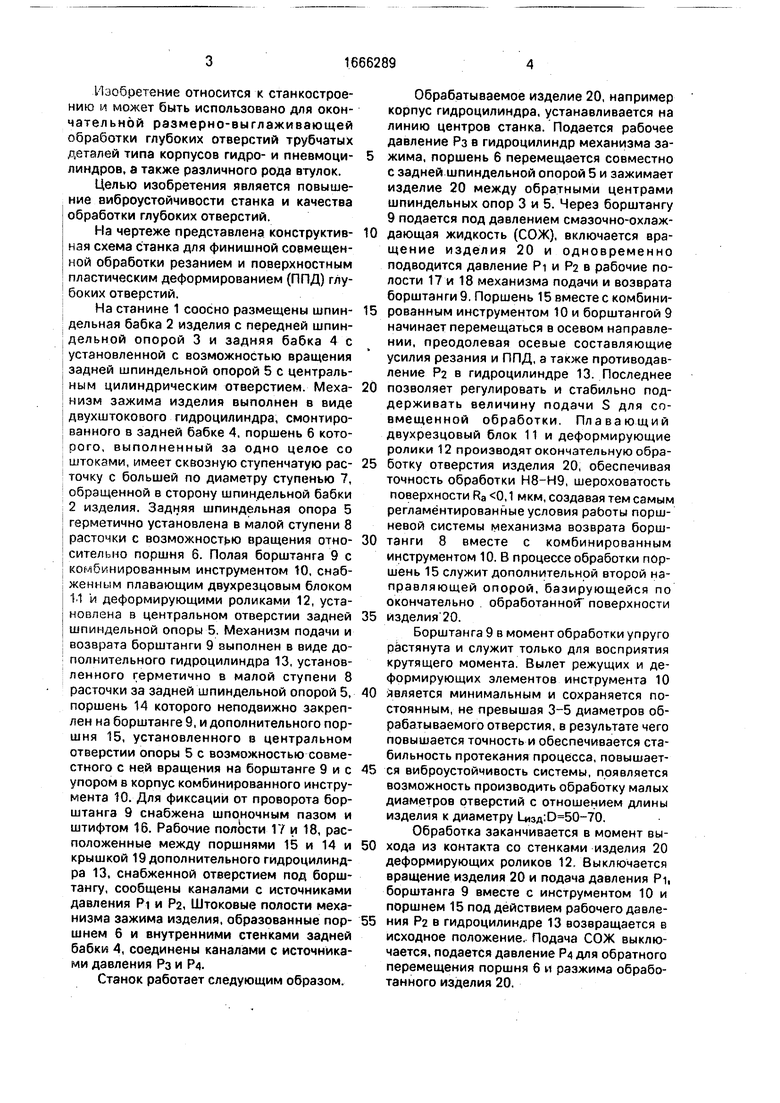
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| РАСТОЧНОЙ СТАНОК | 1966 |
|
SU222845A1 |
| Станок для обработки глубоких отверстий | 1980 |
|
SU994148A1 |
| Устройство для обработки отверстий на расточном станке | 1976 |
|
SU653038A1 |
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1980 |
|
SU965610A2 |
| Устройство для автоматического крепления инструмента | 1986 |
|
SU1400792A1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1985 |
|
SU1340931A1 |
| Шпиндельная бабка горизонтально-расточного станка | 1990 |
|
SU1710197A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
Изобретение относится к области станкостроения и может быть использовано для окончательной размерно-выглаживающей обработки глубоких отверстий трубчатых деталей типа корпусов гидро- и пневмоцилиндров, а также различного рода втулок. Целью изобретения является повышение виброустойчивости станка и качества обработки глубоких отверстий. Станок содержит станину 1 с размещенными на ней шпиндельной бабкой 2 и задней бабкой 4. В задней бабке 4 с возможностью вращения установлена задняя шпиндельная опора 5, через центральное отверстие которой проходит борштанга 9 с комбинированным инструментом 10, содержащим двухрезцовый блок 11 и деформирующие ролики 12. Механизм подачи и возврата борштанги 9 выполнен в виде дополнительного гидроцилиндра 13, установленного герметично в малой ступени 8 расточки за задней шпиндельной опорой 5, поршень 14 которого неподвижно закреплен на борштанге 9, и дополнительного поршня 15, установленного в центральном отверстии опоры 5 с возможностью совместного с ней вращения на борштанге 9 и с упором в корпус комбинированного инструмента 10. При подаче давлений P1 и P2 в рабочие полости 17, 18 поршень 15 с инструментом 10 и борштангой 9 перемещается в осевом направлении, преодолевая осевые составляющие усилия резания и ППД, а также противодавление P2 в гидроцилиндре 13. Это позволяет регулировать и стабильно поддерживать величину подачи для совмещенной обработки. В процессе обработки поршень 15 служит дополнительной второй направляющей опорой, базирующейся по окончательно обработанной поверхности изделия 20. 1 ил.
| Проспект фирмы Хегеншейдт, ФРГ | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
