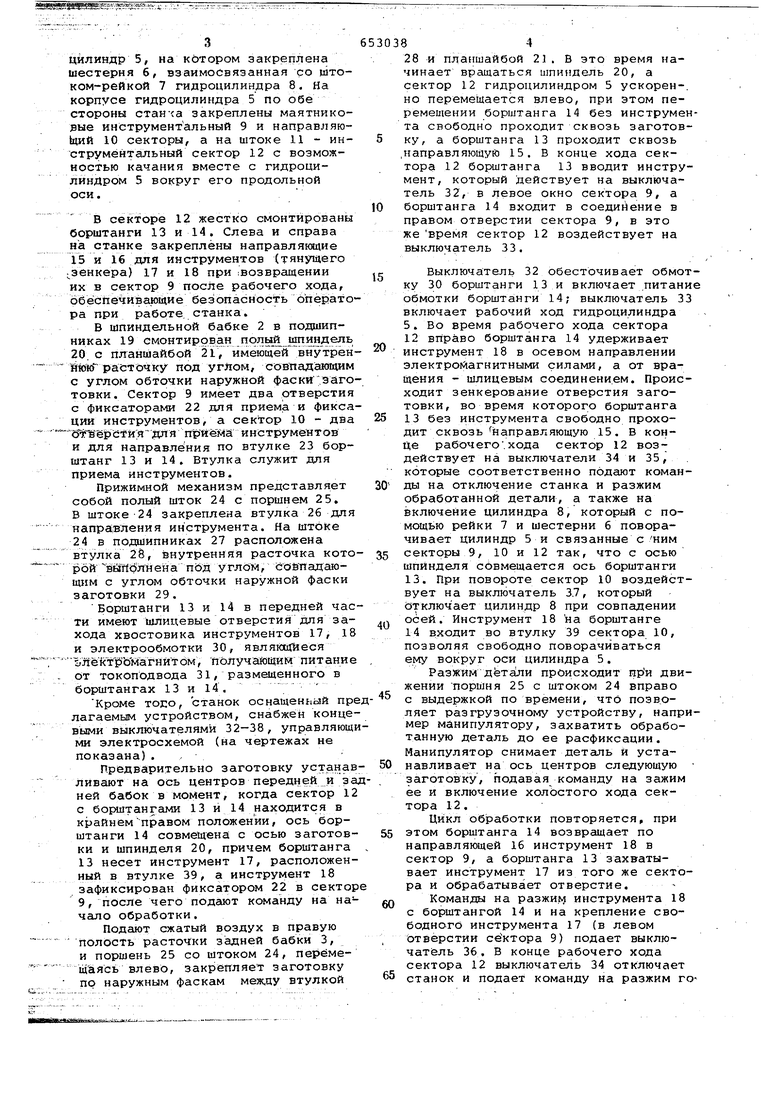
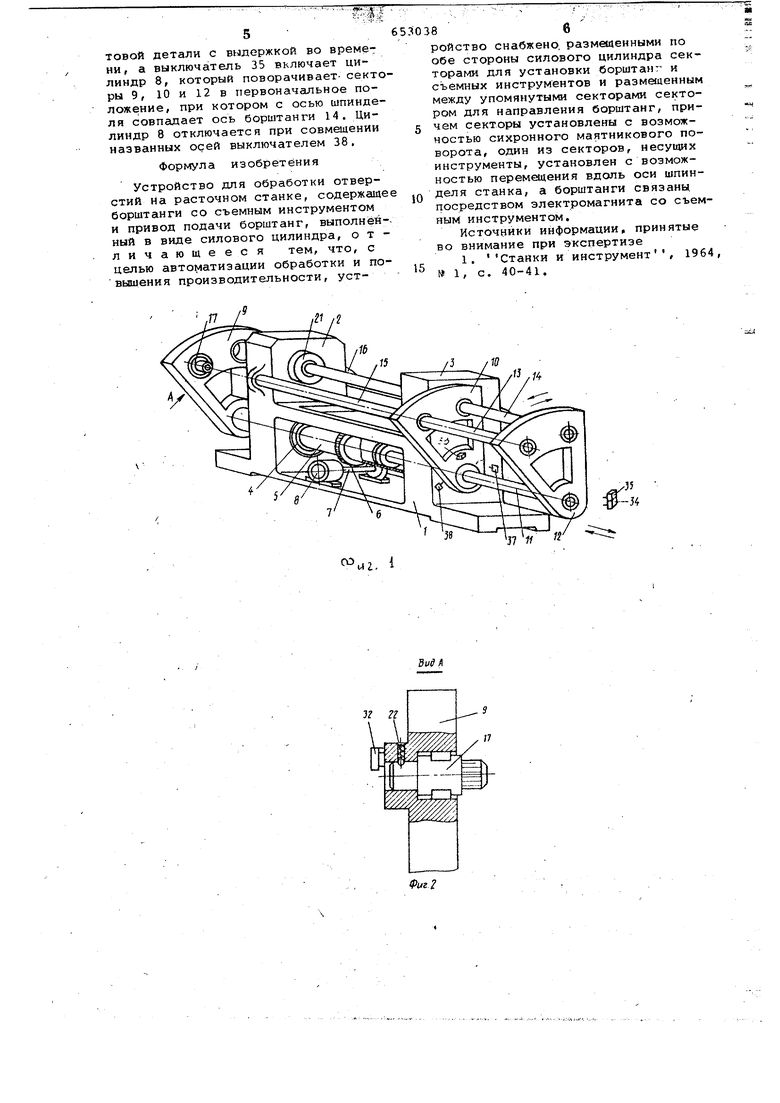
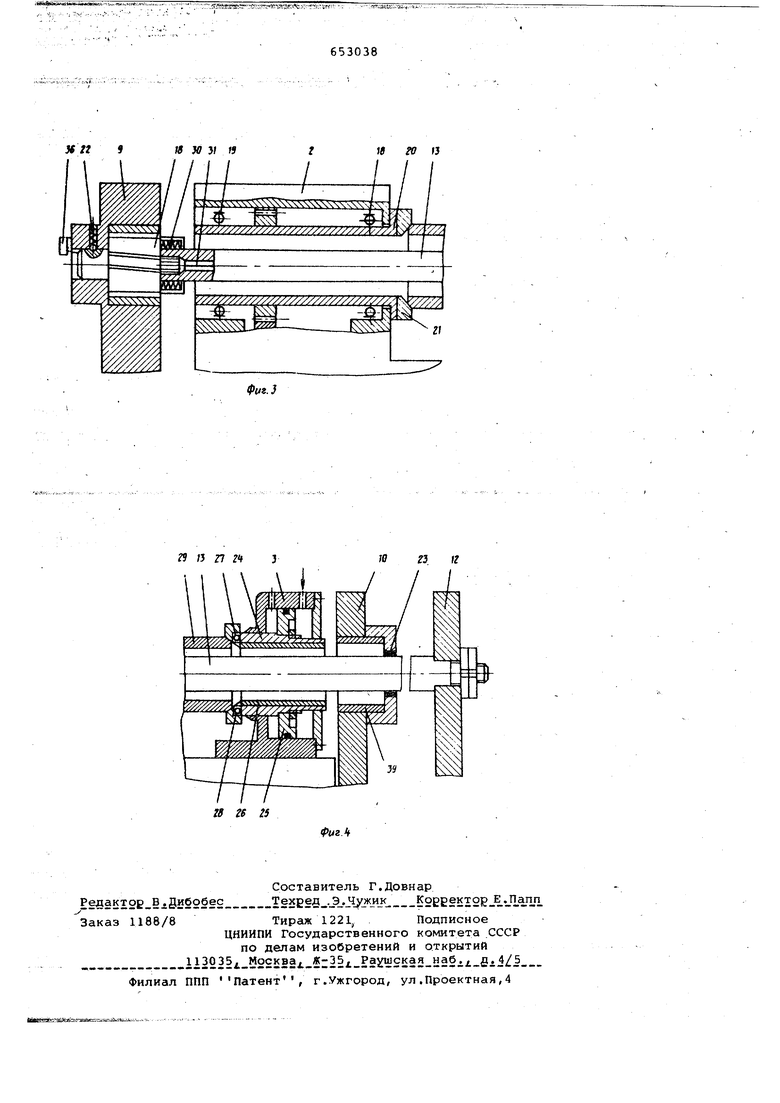
(54) УСТРОЙСТВО ДЛЯ ОБРАБО ГКИ ОТВЕРСТИЙ НЛ РАСТОЧНОМ СТАНКЕ , 3 цилиндр 5, на котором закреплена шестерня 6, взаимосвязанная со штоком-рейкой 7 гидроцилиндра 8. На корпусе гидроцилиндра 5 по обе стороны станча закреплены маятниковые инструментальный 9 и направляюЬций 10 секторы, а на штоке 11 - инструментальный сектор 12с возможностью качания вместе с гидроцилиндром 5 вокруг его продольной оси, В секторе 12 жестко смонтированы борштанги 13 и 14. Слева и справа на станке закреплены направлякадие 15 и 16 для инструментов (тянущего зенкера) 17 и 18 при 1возвращении их в сектор 9 после рабочего хода, Ьбёспечивающие безопасность операто ра при работе станка. В шпиндельной бабке 2 в подшипниках 19 смонтирован пpлыJйшпиндe 20. с планшайбой 21, имеющей внутрен ййкГ расточку под углом, совпалаклцим с углом обточки наружной фаски .заго товки. Сектор 9 имеет два отверстия с фиксатора1«1и 22 для приема и фикса ции инструментов, а сектор 10 - два ЪТйёрстия для прйёма инструментов и для направления по втулке 23 борштанг 13 и 14. Втулка служит для приема инструментов. Прижимной механизм представляет собой полый шток 24 с поршнем 25. В штоке-24 закреплена втулка 26 дл направления инструмента. На штоке 24 в подшипниках 27 расположена втулка 25, внутренняя расточка кото рой вШблнена пЬд углс)М, сОбТГадающим с углом обточки наружной фаски заготовки 29. Борштанги 13 и 14 в передней ча ти имеют шлицевые отверстия для за хода хвостовика инструментов 17, 1 и электрообмотки 30, являюсШеся ,лё т1р омагнйтом, Получайщим питани от токоподвода 31, размещенного в борштангах 13 и 14. Кроме ТОЕО, станок оснащенный пр лагаемым устройством, снабжен конце выми выключателями 32-38, управляющ ми электросхемой (на чертежах не показана). Предварительно заготовку устана ливают на ось центров передней и з ней бабок в момент, когда сектор 1 с борштангами 13 и 14 находится в крайнемправом положении, ось борштанги 14 совмещена с осью заготов ки и шпинделя 20, причем борштанга 13 несет инструмент 17, расположен ный в втулке 39, а инструмент 18 зафиксирован фиксатором 22 в секто 9, после чего подают команду на на чало обработки. Подают сжатый воздух в правую полость расточки задней бабки 3, и поршень 25 со штоком 24, перёме щаясь влево, закрепляет заготовку по наружным фаскам между втулкой 8 28 и планшайбой 21. В это время начинает вращаться шпиндель 20, а сектор 12 гидроцилиндром 5 ускорен-, но перемещается влево, при этом перемещении борштанга 14 без инструмента свободно проходит сквозь заготовку, а борштанга 13 проходит сквозь .направляющуй 15. В конце хода сектора 12 борштанга 13 вводит инструмент, который Действует на выключатель 32, в левое окно сектора 9, а борштанга 14 входит в соединение в правом отверстии сектора 9, в это же время сектор 12 воздействует на выключатель 33. Выключатель 32 обесточивает обмотку 30 борштанги 13 и включает .питание обмотки борштанги 14; выключатель 33 включает рабочий ход гидроцилиндра 5. Во время рабочего хода сектора 12вправо борштанга 14 удерживает инструмент 18 в осевом направлении электромагнитными силами, а от вращения - шлицевым соединением. Происходит зенкерование отверстия заготовки, во время которого борштанга 13без инструмента свободно проходит сквозь направляющую 15. В конце рабочего .хода сектор 12 воздействует на выключатели 34 и 35, . которые соответственно подают команды на отключение станка и разжим обработанной детали, а также на включение цилиндра 8, который с помощью рейки 7 и шестерни б поворачивает цилиндр 5 и связанные сНИМ секторы 9, 10 и 12 так, что с осью шпинделя совмещается ось борштанги 13. При повороте сектор 10 воздействует на выключатель 37, который (Зтключает цилиндр 8 при совпадении осей. Инструмент 18 на борштанге 14входит во втулку 39 сектора 10, позволяя свободно поворачиваться ему вокруг оси цилиндра 5. Разжим детали происходит ири движении поршня 25 с штоком 24 вправо с выдержкой по времени, что позволяет разгрузочному устройству, например манипулятору, захватить обработанную деталь до ее расфиксации. Манипулятор снимает деталь И устанавливает на ось центров следующую заготовку, подавая команду на зажим ее и включение холостого хода сектора 12. Цикл обработки повторяется, при этом борштанга 14 возвращает по направляющей 16 инструмент 18 в сектор 9, а борштанга 13 захватывает инструмент 17 из того же сектора и обрабатывает отверстие. Команды на разжи. инструмента 18 с борштангой 14 и на крепление свободного инструмента 17 (в левом отверстии сектора 9) подает выключатель 36. В конце рабочего хода сектора 12 выключатель 34 отключает станок и подает команду на разжим -- « л с 5 ТОБОЙ детали с выдержкой во времег ни, а выключатель 35 включает цилиндр 8, который поворачивает- секто ры 9 , 10 и 12 в первоначальное положение, при котором с осью шпинделя совпадает ось борштанги 14. Цилиндр 8 отключается при совмещении названных осей выключателем 38. Формула изобретения Устройство для обработки отверстий На расточном станке, содержаще борштанги со съемным инструментом и привод подачи борштанг, выполнёйный в виде силового цилиндра, отличающееся тем, что, с целью автоматизации обработки и повышения производительности, --. J7 11
ыг. i 86 ройство снабжено, размещенными по обе стороны силового цилиндра секторами для установки борштанг и съемных инструментов и размещенным между упомянутыми секторами сектором для направления борштанг, причем секторы установлены с возможностью сихронного маятникового поворота, один из секторов, несущих инструменты, установлен с возможностью перем€здения вдоль оси шпинделя станка, а борштанги связаны посредством электромагнита со съемным инструментом. Источники информации, принятые во внимание при экспертизе 1. Станки и инструмент , 1964, № 1, с. 40-41. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Подналадчик | 1980 |
|
SU997998A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Токарно-расточной станок | 1979 |
|
SU948542A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Алмазно-расточной станок | 1982 |
|
SU1016085A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| РАСТОЧНОЙ СТАНОК | 1966 |
|
SU222845A1 |
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
3 гг
J7
X гг 9
и JO у П
18 го 13
