сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для компенсации биения валков прокатной клети | 1983 |
|
SU1100020A1 |
| Устройство для контроля раствора валков прокатного стана | 1983 |
|
SU1088832A1 |
| Устройство для измерения угла закручивания вращающегося вала | 1991 |
|
SU1795312A1 |
| Устройство для определения входных геометрических размеров проката | 1982 |
|
SU1026868A1 |
| Цифровое весоизмерительное устройство | 1987 |
|
SU1425458A1 |
| Устройство для компенсации эксцентриситета валков прокатной клети | 1990 |
|
SU1704871A1 |
| Тренажер оператора автоматизированных систем управления | 1981 |
|
SU1005155A1 |
| Устройство для цифровой обработки аналогового сигнала | 1986 |
|
SU1332335A1 |
| Система управления пневмоприводом летучих ножниц | 1989 |
|
SU1655674A1 |
| Устройство автоматического торможения проката до заданной скорости | 1979 |
|
SU908442A1 |
Изобретение относится к обработке металлов давлением, а именно к производству горячекатанных труб на пилигримовых станах. Цель - повышение точности определения износа пильгервалка. Способ автоматического контроля износа пильгервалка заключается в том, что периодически, через заданное число циклов прокатки, измеряют угол поворота валка за время от начала нарастания усилия прокатки до момента спада его до нуля. Величина угла, измеренная в начале эксплуатации нового откалиброванного валка, запоминается. Износ валка оценивается как разница между значением угла поворота, хранимым в памяти, и значением, измеренным на момент определения величины износа. Применение предлагаемого способа позволит повысить точность определения величины износа пильгервалка. 2 ил.
Изобретение относится к обработке металлов давлением, а именно к производству горячекатанных труб на пилигримовых станах.
Цель изобретения - повышение точности определения износа пильгервалка.
Износ по профилю гребня валка характеризуется большой неравномерностью. Наибольшая интенсивность износа имеет место в районе точки первого соприкосновения гребня валка с гильзой (точка захвата). По мере износа в этом месте происходит искажение профиля гребня валка таким образом, что точка первого соприкосновения будет удаляться от начала бойка, а значит, центральный угол, соответствующий участку валка от точки захвата до конца рабочей часп будет уменьшаться.
Этот центральный угол равен углу поворота валка за время от момента возникновения усилия прокатки до момента его спада
до нуля и может служить показателем степени износа пильгервалка.
Способ определения износа пильгервалка заключается в том, что периодически, через заданное число циклов прокатки, измеряют угол поворота валка за промежуток времени от момента возникновения усилия прокатки до момента его снижения до нуля, измеряют угол поворота в начале эксплуатации нового калиброванного валка, а величину износа определяют по разности значений угла поворота валка за промежуток времени от момента возникновения усилия прокатки до момента его снижения до. нуля в начале эксплуатации нового откалиб- рованного валка.
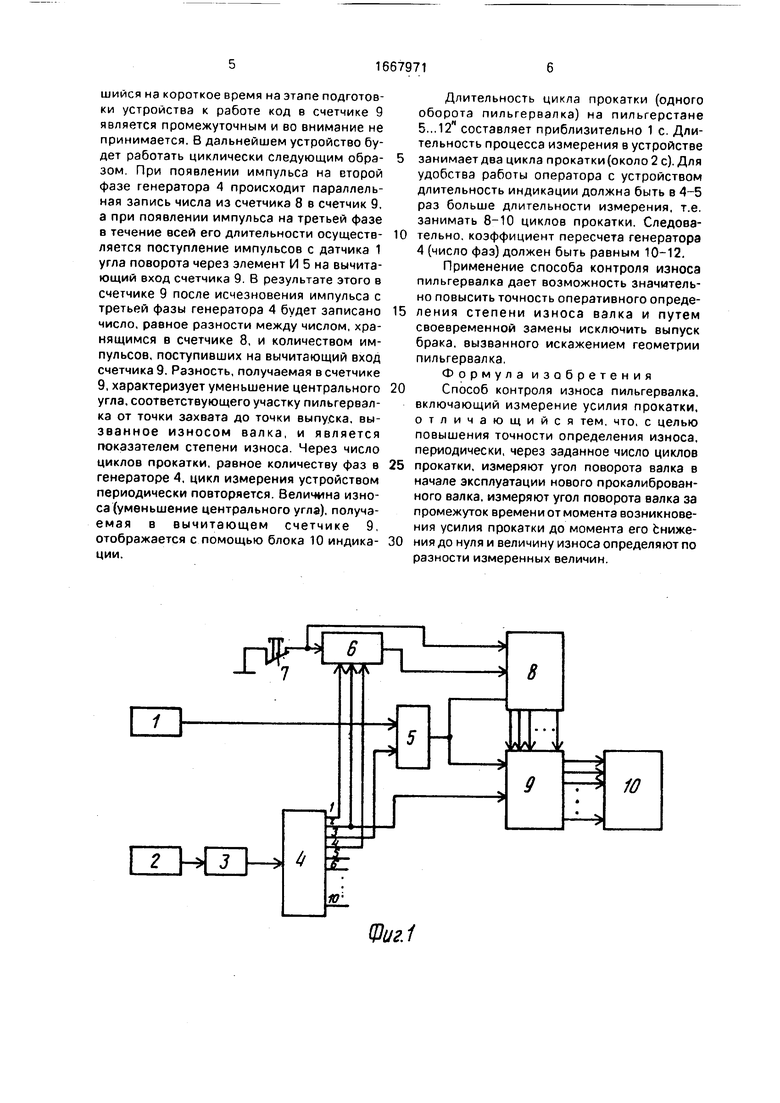
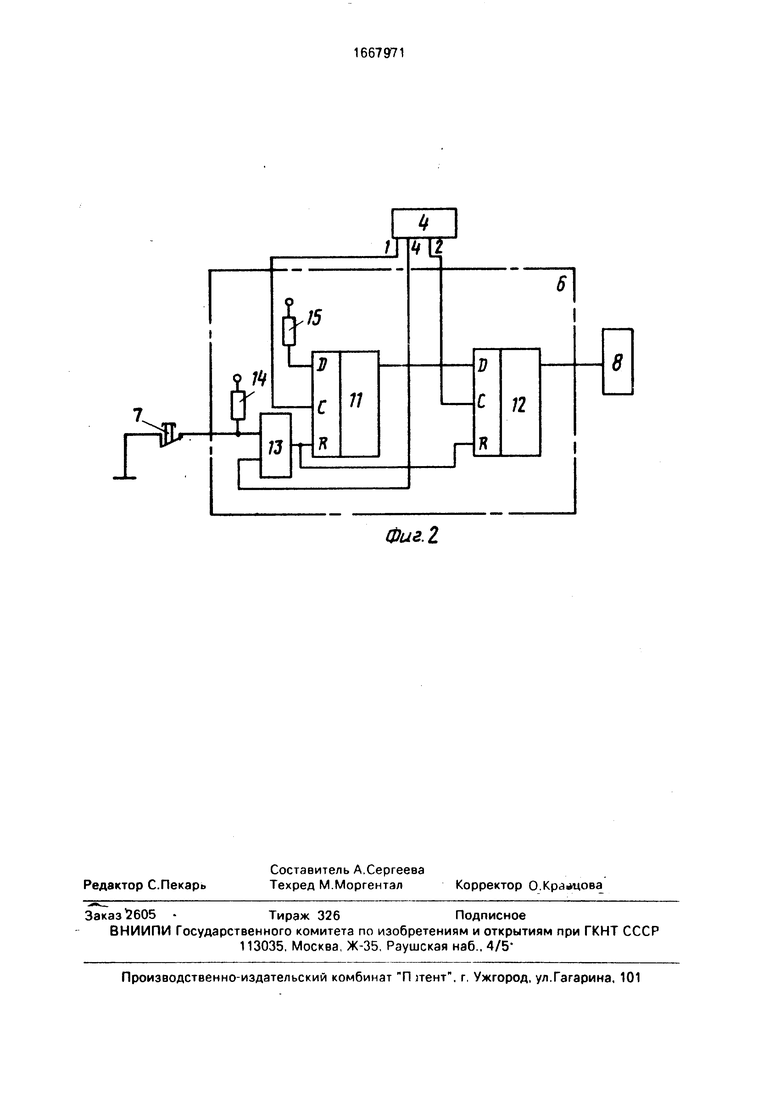
На фиг. 1 показано устройство, реализующее предлагаемый способ; на фиг. 2 - принципиальная электрическая схема блока управления.
о о VI о VJ
Устройство содержит (фиг. 1) датчик 1 угла поворота, датчик 2 усилия прокатки, триггер Шмитта 3, многофазный тактовый генератор 4, элемент И 5, блок 6 управления, кнопку 7 с нормально замкнутым контактом, суммирующий -счетчик 8, вычитающий счетчик 9, блок 10 индикации. При этом датчик 1 угла поворота подключен к одному из входов элемента И 5, а датчик 2 усилия прокатки - к входу триггера Шмитта
3,выход которого соединен с входом много- Фазного тактового генератора 4. Первая, вторая и четвертая фазы выхода многофазного тактового генератора 4 подключены к управляющим входам блока 6 управления, третья фаза - к второму входу элемента И 5, Вторая фаза генератора 4, кроме того, под ключена к входу разрешения параллельной записи вычитающего счетчика 9. Одним полюсом кнопка 7 соединена с общим проводом устройства, а другим - с установочными входами блока 6 управления и суммирующего счетчика 8. Выход блока 6 управления электрически связан с входом разрешения счета счетчика 8. Выход элемента И 5 подключен к счетным входам счетчиков 8 и 9. бычитающий счетчик 9 входами параллельной записи подключен к выходам суммирующего счетчика 8, а выходами - к блоку 10 индикации.
Блок 6 управления (фиг. 2) содержит два D-триггера 11 и 12, элемент ИЛИ 13 и два резистора 14 и 15. При этом счетные входы триггеров 11 и 12 подключены соответственно к первой и второй фазам генератора
Устройство работает следующим образом.
В самом начале эксплуатации установленного в клеть откалиброванного пильгер- валка в устройство контроля износа заносят величину центрального угла, соответствующего участку валка от точки захвата до конца рабочей части (точка выпуска), по изменению которого и оценивают величину износа. Для этого оператор при установившемся процессе прокатки кратковременно нажимает кнопку 7. При этом происходит следующее. На установочные входы счетчика 8 и триггеров 11 и 12 поступит логическая
1, которая передает их в нулевое состояние. Логический О на выходе триггера 12 будет запрещать работу счетчика 8 и удерживать его в нулевом состоянии. Это будет
продолжаться до тех пор, пока один из импульсов, формируемых.триггером Шмитта 3 из поступающих на него с датчика 2 усилия прокатки аналоговых сигналов, не появится на первой фазе генератора 4. Многофазный
0 тактовый генератор 4 работает таким образом, что каждый поступающий на его вход импульс появляется на одном из выходов, причем импульсы на выходах (фазах) генератора 4 появляются поочередно, а длитель5 ности входного и соответствующего ему выходного импульсов равны. При появлении на выходе первой фазы генератора 4 импульса, сформированного триггером Шмитта 3 из аналогового сигнала датчика 2
0 усилия, произойдет запись логической триггер 11. На выходе триггера 11 установится уровень логической 1. Следующий импульс многофазного тактового генератора 4 появится на выходе второй фазы, посту5 пит на С-вход триггера 12 и установит последний в единичное состояние. Кроме того, импульс на второй фазе произведет запись нулей из счетчика 8 в счетчик 9, Логическая 1 на выходе триггера 12 даст раз0 решение на работу счетчика 8 и, как только, на выходе третьей фазы генератора 4 появится уровень логической 1, на суммирующий вход счетчика 8 через элемент И 5 начнут поступать импульсы с датчика 1 угла
5 поворота. Поступление импульсов на счетчик 8 прекратится лишь тогда, когда на выходе третьей фазы генератора 4 установится уровень логического О, т.е. количество импульсов, занесенных в счетчик 8, будет про0 порционально длительности импульса на выходе третьей фазы генератора 4. Поскольку эта длительность равна длительности воздействия валка на металл заготовки в одном цикле прокчтки. то записанное в
5 счетчик 8 число будет пропорционально центральному углу, соответствующему участку валка от точки захвата до точки выпуска. В следующий момент, когда импульс генератора 4 появится на его четвертой фа0 зе, триггеры 11 и 12 установятся в нулевое состояние и блок 6 управления не будет воспринимать никаких внешних сигналов (за исключением нажатия кнопки 7). Логический О на входе разрешения счетчика 8
5 будет удерживать последний в режиме хранения записанного числа в течение всей работы устройства (перезапись нового числа возможна только при кратковременном на- жагии кнопки 7). На этом этап подготовки устройства к работе заканчивается. Появившийся на короткое время на этапе подготовки устройства к работе код в счетчике 9 является промежуточным и во внимание не принимается. В дальнейшем устройство будет работать циклически следующим обра- зом. При появлении импульса на второй фазе генератора 4 происходит параллельная запись числа из счетчика 8 в счетчик 9, а при появлении импульса на третьей фазе в течение всей его длительности осуществ- ляется поступление импульсов с датчика 1 угла поворота через элемент И 5 на вычитающий вход счетчика 9. В результате этого в счетчике 9 после исчезновения импульса с третьей фазы генератора 4 будет записано число, равное разности между числом, хранящимся в счетчике 8, и количеством импульсов, поступивших на вычитающий вход счетчика 9. Разность, получаемая в счетчике 9, характеризует уменьшение центрального угла, соответствующего участку пильгервэл- ка от точки захвата до точки выпуска, вызванное износом валка, и является показателем степени износа. Через число циклов прокатки, равное количеству фаз в генераторе 4, цикл измерения устройством периодически повторяется. Величина износа (уменьшение центрального угла), получаемая в вычитающем счетчике 9, отображается с помощью блока 10 индика- ции.
Длительность цикла прокатки (одного оборота пильгервалка) на пильгерстане 5...12 составляет приблизительно 1 с. Длительность процесса измерения в устройстве занимает два цикла прокатки (около 2 с). Для удобства работы оператора с устройством длительность индикации должна быть в 4-5 раз больше длительности измерения, т.е. занимать 8-10 циклов прокатки. Следовательно, коэффициент пересчета генератора 4 (число фаз) должен быть равным 10-12.
Применение способа контроля износа пильгервалка дает возможность значительно повысить точность оперативного опреде- ления степени износа валка и путем своевременной замены исключить выпуск брака, вызванного искажением геометрии пильгервалка.
Формула изобретения
Способ контроля износа пильгервалка, включающий измерение усилия прокатки, отличающийся тем. что, с целью повышения точности определения износа, периодически, через заданное число циклов прокатки, измеряют угол поворота валка в начале эксплуатации нового прокалиброванного валка, измеряют угол поворота валка за промежуток времени от момента возникновения усилия прокатки до момента его снижения до нуля и величину износа определяют по разности измеренных величин.
Фиг. 2
| Устройство для автоматической регистра-ции циКлОВ НАгРужЕНия РАбОчиХ ВАлКОВ | 1977 |
|
SU799848A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для автоматического контроля износа валков стана горячей прокатки | 1986 |
|
SU1329858A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
