Изобретение относится к области порошковой металлургии, в частности к покры- тиям для графитовых пресс-форм при горячем прессовании порошков тугоплавких соединений и металлов.
Цель изобретения - увеличение срока службы графитовых пресс-форм и повышение плотности покрытия.
Предлагаемый материал для нанесения покрытия на графитовые пресс-формы содержит в качестве основы нитрид бора, а также содержит нитрид алюминия и связующее, причем в качестве связующего в предлагаемом материале используют золь этилсиликата при следующем соотношении компонентов в материале, мас.%:
Нитрид алюминия5-15
Золь этилсиликата15.4-33,4
Нитрид бораОстальное
В предлагаемом материале в составе золя этилсиликата содержится двуокись
кремния в количестве 5-10% от общей массы материала.
Использование в качестве связующего золя этилсиликата способствует уплотнению покрытия еще при комнатной температуре и адгезии ультрадисперсной двуокиси кремния в микротрещины и микродефекты поверхности графитовой формы, что увеличивает адгезию предлагаемого покрытия к графитовой форме. Равномерность распределения этилсиликатной связки и конденсационная полимеризация приводят к образованию между частицами нитрида бора и нитрида алюминия каркаса из полиси- локса новых с вязей 51-0-51., прочность которого значительно выше, чем связей органического связующего на основе БФ-2. Каркас из плотно прилегающих друг к другу ультрадисперсных аморфных частиц кремнезема, образовавшихся в результате деструкции этилсиликатной связки при
со
С
о о
00
Ј
О
температурах выше 700° С, начинает оплавляться при температурах выше 1400°С и наблюдается частичный переход при температурах выинэ1350°С SiOz в SIO, что способствует взаимодействию SiOa и SiO с нитридом алюминия с образованием силаона, прочно связывающего частицы нитрида бора.
Введение в качестве связки золя этил- силиката дает возможность исключить нарушение сплошности покрытия форм при нагреве и горячем прессовании тугоплавких материалов, а нитрид бора, являющийся основой покрытия и выполняющий роль смазки при прессовании, непрерывно связан жестким каркасом во всем интервале температур от 20 до 1900° С. Образование плот- наго покрытия приводит к образованию барьера для диффузии углерода о материал и к повышению прочности спрессованного мг.териала, к уменьшению глубины проникновения многокомпонентною покрытия (прежде всего, нитрида бора) в прессуемый материал, т.е. к повышению его качества и к практически полному исключению припе- кания изделия к пресс-форме благодаря отсутствию нарушений сплошности покрытия и, следовательно, к значительному увеличению срока службы пресс-форм
благодаря тому, ч го основным компонентом покрытия является нитрид бора, при охлаждении покрытие легко деформирует- сп, уменьшая нагрузки, растягивающие пресс-форму. Кроме того, что указывалось выше, в результате хорошей адгезии покрытия к поверхности графитовой пресс-формы исключается отслаивание покрытий при на- бивке пресс-форм. В то же время покрытие легко отделяется от пресс-форм вместе с изделием после горячего прессования.
Предлагаемое покрытие изготовляют следующим образом.
Компоненты смешивают и наносят покрытие только на стенки пресс-форм. Для определения эффективности предлагаемого покрытия проведена серия опытов, ре- зультаты которых сведены в таблицу.
Прессовали как заготовки, так и непосредственно набитый в пресс-форму порошок нитрида кремния с Добавками 5% У20з и 2% АЬОз. Температура прессования 1500° С, скорость нагрева 12 град/мин, давление ЗОМПа. Каждый состав покрытия испытывали на пяти пресс-формах.
П р и м е р 1. Готовят золь этилсиликата на основе 15% ЭТС-32, 0,1% модифициру- ющей добавки, 0,18% дистиллированной воды и 0,12% HCI от общей массы состава, добавляют в него 71,3% нитрида бора и 13,3% нитрида алюминия. Все тщательно
перемешивают до образования вязкой массы, которую кисточкой наносят на стенки пресс-форм.
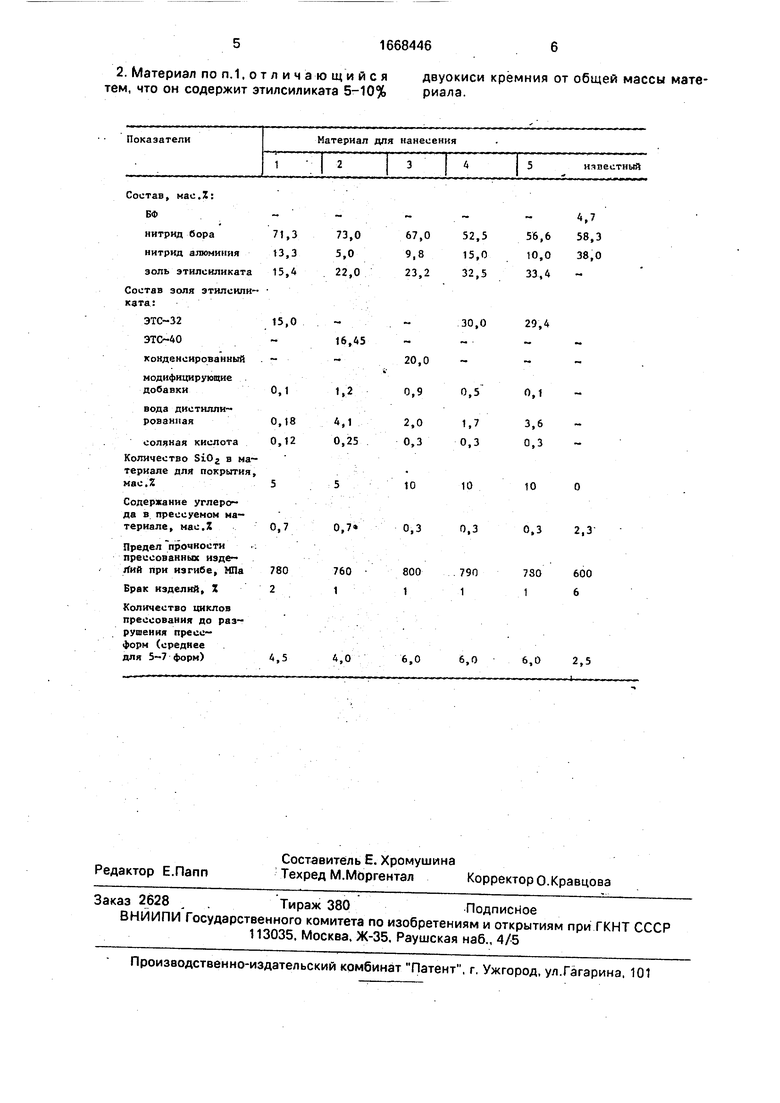
Аналогично изготовлены другие составы покрытий, которые использованы для нанесения на стенки пресс-форм. Составы покрытий и свойства материала и пресс- форм указаны в таблице.
Как видно из таблицы, предлагаемое покрытие имеет значительные преимущества перед известным.
В прессуемом материале значительно уменьшается содержание углерода, что приводит к увеличению прочностных характеристик материала, т.е. повышается его качество.
Уменьшение толщины науглероженно- го и обогащенного нитридом бора слоя от 0,5 до 0.2 мм позволяет проводить обработку внешней поверхности изделий на глубину до 0,3 мм, что меньше, чем обычно, на 0.2 мм. Это приводит к уменьшению потерь материала и позволяет сэкономить алмазный инструмент при обработке прессуемого материала.
Высокая прочность адгезии покрытия к графитовым формам обеспечивает возможность прессования тугоплавких порошков в насыпном виде, так как отсутствует отслаивание покрытия при набивке форм и засорение прессуемого материала компонентами покрытий. Это позволяет в некоторых случаях исключить дополнительную операцию холодного прессования заготовок изделий без снижения прочности изделий после горячего прессования и исключить или уменьшить износ форм.
Перечисленными преимуществами покрытие обладает благодаря повышению его плотности и прочности.
Уменьшение вероятности припекания изделий к пресс-форме приводит к увеличению срока службы графитовых пресс-форм и уменьшению брака при прессовании.
Формула изобретения
I.Материал для нанесения покрытия на графитовые пресс-формы на основе нитрида бора, содержащий нитрид алюминия и связующее, отличающийся тем, что, с целью увеличения срока службы графитовых пресс-форм и повышения плотности покрытия, он содержит в качестве связующего золь этилсиликата при следующем соотношении компонентов, мас.%;
Нитрид алюминия5-15
Золь этилсиликата15,4-33,4
Нитрид бораОстальное
2. Материал по п. 1,отличающийся тем, что он содержит этилсиликата 5-10%
двуокиси кремния от общей массы материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для покрытия графитовых пресс-форм | 1980 |
|
SU948976A1 |
| Прессформа для горячего прессования | 1983 |
|
SU1136943A1 |
| Способ изготовления изделий из тугоплавких соединений | 1989 |
|
SU1676755A1 |
| Смазка для прессования порошков тугоплавких соединений в пресс-форме | 1985 |
|
SU1268288A1 |
| Способ изготовления керамики на основе карбида кремния, армированного волокнами карбида кремния | 2018 |
|
RU2718682C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ УДАРОПРОЧНОЙ ПЛАСТИНЫ РЕЖУЩЕЙ НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА И УДАРОПРОЧНАЯ ПЛАСТИНА РЕЖУЩАЯ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2284247C2 |
| Смазка для прессования антифрикционных изделий | 1988 |
|
SU1549988A1 |
| Термоэлемент | 2023 |
|
RU2805247C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО МАТЕРИАЛА | 1991 |
|
RU2010783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 1992 |
|
RU2032488C1 |
Изобретение относится к покрытиям для графитовых пресс-форм при горячем прессовании порошков тугоплавких соединений и металлов. Цель - увеличение срока службы графитовых пресс-форм и повышение плотности покрытия. Предложенный материал на основе нитрида бора также содержит нитрид алюминия и связующее при следующем соотношении компонентов, мас.%: нитрид алюминия 5 - 15
золь этилсиликата 15,4 - 33,4
нитрид бора - остальное. В предложенном материале в составе золя этилсиликата содержится 5 - 10% диоксида кремния от общей массы материала для покрытия. Повышение плотности покрытия приводит к снижению науглероживания прессуемых изделий, повышению их прочности и выхода годного. Количество циклов прессования до разрушения пресс-форм составляет 4 - 6 циклов. 1 з.п.ф-лы, 1 табл.
Состав, Kao.Z:
БФнитрид бора71,3
нитрид алюминия13,3
золь этнлсиликата15,4
Состав золя этилсили- ката:
ЭТС-3215,0
ЭТО-40-
конденсированный -
модифицирующие
добавки0,1
вода дистиллированная 0,18
соляная кислота 0,12
Количество Si02 в материале для покрытия, мае.25
Содержание углеро да в прессуемом материале, мас.2 0,7
Предел прочности прессованных изделий при изгибе, МПа 780
Брак изделий, Z 2
Количество циклов прессования до разрушения пресс- форм (среднее для 5-7 форм) 4,5
52,5 15,0 32,5
30,0
56,6 10,0 33,4
29,4
4,7
58,3
38,0
0,5
1,7 0,3
10
0,3
790 1
0,1
3,6
0,3
10 0,3
730
1
2,3
600
6
6,0 6,0
6,0 2,5
| Смазка для прессования порошков тугоплавких соединений в пресс-форме | 1985 |
|
SU1268288A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
