Летучие ножницы, установленные за последней клетью непрерывного прокатного стана, предназначены для зачистки головной части движущегося проката с определенным допуском и последующего разрезания металла на мерные длины. Для этого движение ножей должно быть строго согласова-но с движением металла.
Управление электроприводом летучих ножниц обычно осуществляется по системе генератор-двигатель. Для синхронизации ножей по положению перед резом переднего конца раската применяют сельсикную синхронно-следящую систему с регулированием длины зачищаемого конца соответствующей установкой вала стопорного сельсина.
Наиболее сложной задачей управления электроприводом ножниц является получение минимального времени синхронизации сельсинной следящей системы. Затруднения возникают из-за того, что начальный угол рассогласования сельсинов может принимать любые значения, включая и 180°, так -называемый ложный нуль. Вследствие этого время синхронизации сильно затягивается, что приводит к снижению производительности прокатного стана, связанному с повышенными отходами металла при зачистке головной части проката.
ного синхронно-следящего электропривода, действующий на изменение уставки тахометрического канала регулирования.
В известном устройстве эта предварительпая синхронизация осуществляется при пом щи механ1ического дифференциального командоаппарата. Зона углов рассогласования сравнительно ограничена и предварительная синхронизация производится снижением скорости
ножниц. Это приводит к тому, что при отсутствии значительного запаса по максимальной скорости привода, несмотря на исключение ложного нуля, время синхронизации сокращается недостаточно. Дифференциальный командоаппарат используется как дополнительное механическое контактное устройство.
В предложенном бесконтактном устройстве узел предварительной синхронизации состоит
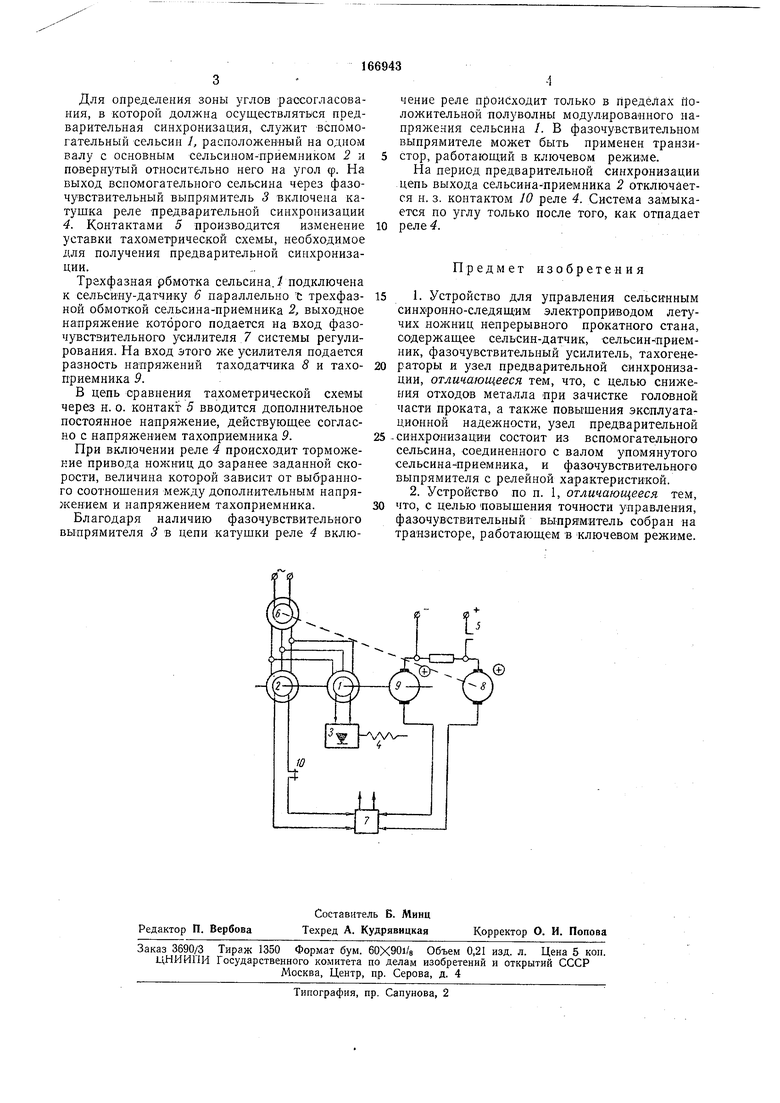
из вспомогательного сельсина, соединенного с валом сельсина-приемника и фазочувствительного выпрямителя с релейной характеристикой. Это позволяет существенно расширить зону отработки углов рассогласования снижекием скорости ножниц, что сокращает время синхронизации, а следовательно, и отходы металла при ограниченном запасе по скорости электропривода ножниц. На чертеже показана принципиальная схема Для определения зоны углов рассогласования, в которой должна осуществляться предварительная синхронизация, служит вспомогательный сельсин 1, расположениый на одном валу с основным сельсином-приемником 2 и повернутый относительно него на угол ф. На выход вспомогательного сельсина через фазочувствительный выпрямитель 3 включена катушка реле предварительной синхронизации 4. Контактами 5 производится изменение уставки тахомегрической схемы, необходимое для получения предварительной синхронизации. Трехфазная рбмотка сельсина./подключена к сельсину-датчику 6 параллельно ъ трехфазной обмоткой сельсина-приемника 2, выходное напряжение которого подается на вход фазочувствительного усилителя 7 системы регулирования. На вход этого же усилителя подается разность напряжений таходатчика 8 и тахоприемника 9. В цепь сравнения тахометрической схемы через н. о. контакт 5 вводится дополнительное постоянное напряжение, действующее согласно с напряжением тахоприемника 9. При включении реле 4 происходит торможение привода ножниц до заранее заданной скорости, величина которой зависит от выбранного соотнощения между дополнительным напряжением и напряжением тахоприемника. Благодаря наличию фазочувствительного выпрямителя 3 в цепи катущки реле 4 включение реле происходит только в пределах йоложительной полуволны модул-ироваиното напряжения сельсина /. В фазочувствительном выпрямителе может быть применен транзистор, работающий в ключевом режиме. На период предварительной синхронизации цепь выхода сельсина-приемника 2 отключается н. 3. контактом 10 реле 4. Система замыкается по углу только после того, как отпадает реле 4. Предмет изобретения 1.Устройство для управления сельсинным синхронно-следящим электроприводом летучих ножниц непрерывного прокатного стана, содержащее сельсин-датчик, сельсин-приемник, фазочувствительный усилитель, тахогенераторы и узел предварительной синхронизации, отличающееся тем, что, с целью снижения отходов металла при зачистке головной части проката, а также повышения эксплуатационной надежности, узел предварительной синхронизации состоит из вспомогательного сельсина, соединенного с валом упомянутого сельсина приемника, и фазочувствительного выпрямителя с релейной характеристикой. 2.Устройство по п. 1, отличающееся тем, что, с целью повышения точности управления, фазочувствительный вы-прямитель собран на транзисторе, работающем в ключевом режиме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления сельсинным синхронно-следящим электроприводом летучих ножниц и устройство для его осуществления | 1961 |
|
SU143865A1 |
| Сельсинно-следящая система регулятора пространственного положения ножей летучих ножниц | 1971 |
|
SU441118A1 |
| Способ автоматического управления сельсинным синхронно-следящим электроприводом летучих ножниц непрерывно прокатного стана | 1961 |
|
SU147432A1 |
| Следящий вентильный электропривод | 1982 |
|
SU1241400A1 |
| Электромеханическое устройство управления летучими ножницами | 1971 |
|
SU473574A1 |
| Устройство для позиционного управления электроприводом постоянного тока | 1981 |
|
SU1003286A1 |
| Устройство синхронизации механизмов передвижения крана | 1973 |
|
SU483337A1 |
| Способ управления электродвигателем летучих ножниц | 1949 |
|
SU88439A1 |
| Следящая система | 1972 |
|
SU447681A1 |
| Следящий электропривод с двухфазным исполнительным двигателем | 1957 |
|
SU114017A2 |
