Известны способы автоматического управления сельсинно следящим электроприводом летучих ножниц непрерывно прокатного стана.
При осуществлении предлагаемого способа, с целью повышения производительности, систему управления настраивают так, чтобы процесс синхронизации движущегося металла относительно .положения ножей продолжался после входа металла в ножницы и заканчивался непосредственно к моменту реза.
Получение дли1Из1 пореза, кратной длине траектории движения ножей, осуществляется порезкой металла при равенстве скорости разрезаемого металла и окружной скорости ножей.
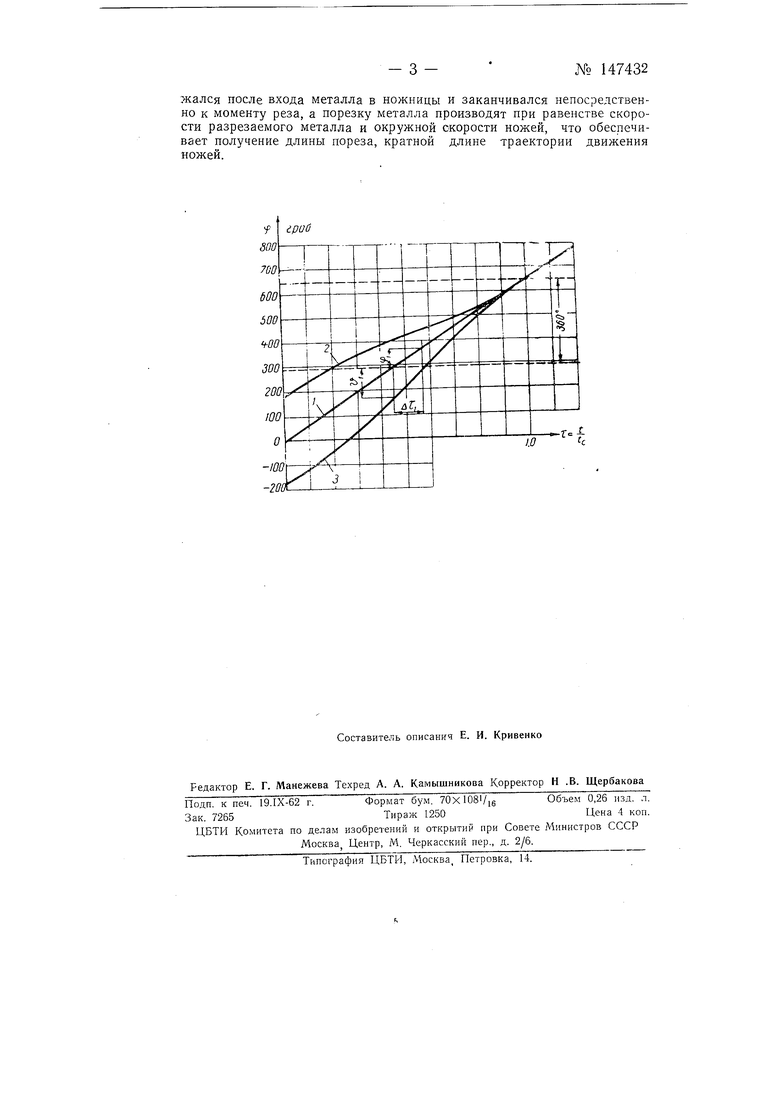
На чертеже изображен график углового пути, проходимого сельсинами-датчиками.
Угловой путь ср„ сельсина-датчика, вращаемого с постоянной скоростью, измеряется Но линейному закону:
где: V„р-скорость прокатки:
МО-мерная длина, задаваемая сельсинной схемой.
Угловое положение сельсина-приемника в ппоцессе синхронизации в каждый момент времени олределяется кривой: где V - текущее значение угла рассогласования сельсинов.
...
№ 147432- 2 На графике кривая 1 изображает угловой путь сельсина-датчика; кривая 2 - угловой путь сельсипа-приемника при синхронизации замедлением; кривая 3 - тоже при синхронизации ускорением.
Отсчет значения угла ф ведется от исходного положения сельсинадатчика. В период синхронизации встреча ножей происходит дважды.
В случае синхронизации ускорением ножи пройдут положение реза
. , г, с отставанием по времени
где Vi-угол рассогласования сельсинов в момент прохождения сельсином-датчиком положения реза;
(Осп, - средняя угловая скорость сельсина-приемника на данном участке пути.
В целях предотвращения засечки переднего конца необходимо, чтобы раскат наступил после прохождения ножницами реза. При синхронизации с металлом в ножницах образуется укорочение первой отрезаемой заготовки
Так, если сельсинная схема настроена на длину пореза /-.„о, то фактическая длина L первой заготовки не должна превышать величину:
/ - / h
36iyj
где Ф:-угловой путь, пройденный сельсином-датчиком за время А/.
.Т|
Но t , откуда
Если обозначить длину пореза, на которую настроена тахометрическая схема через L,,, то укорочение первой заготовки будет равно
AL L,-L L,,-L,,Jlоткуда следует, что с увеличением L., при данном укорочение первой заготовки может быть уменьшено. Поэтому при синхронизации с металлом в ножницах передаточное отношение кинематического редуктора целесообразно выбирать таким, чтобы длина пореза по сельсинной схеме была кратной длине траектории ножей или несколько превышала ее. Последний случай соответствует резу «с подпором. Однако фактически «подпор исключается благодаря тому, что первый рез происходит после отключения сельсинной схемы при выводе тахометричеокой схемы на большую скорость. При синхронизации замедления привода ножи проходят положение реза с опережением (кривая 2). Требуемое укорочение первой заготовки определяется только из условий синхронизации ускорением. Поэтому целесообразно в определенных пределах ограничить зону углов рассогласовывания, отрабатываемых путем ускорения приводов, и соответственно расширить зону углов, отрабатываемых замедлением.
Предмет изобретения
Способ автоматического управления сельсинным синхронно следяш,им электроприводом летучих ножниц непрерывно прокатного стана, отличающийся тем, что, с целью повышения производительности, систему управления настраивают таким образом, чтобы процесс синхронизации движущегося металла относительно положения ножей продол со
360°
n t LMP металла в ножницы и заканчивался непосредственOTU порезку металла производят при равенстве скорости разрезаемого металла и окружной скорости ножей, что обеспечив.ет получение длины пореза, кратной длине траектории движения
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления сельсинным синхронно-следящим электроприводом летучих ножниц и устройство для его осуществления | 1961 |
|
SU143865A1 |
| Способ управления электродвигателем летучих ножниц | 1949 |
|
SU88439A1 |
| Способ управления электроприводом летучих ножниц | 1974 |
|
SU1022782A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ | 1964 |
|
SU166943A1 |
| СПОСОБ УПРАВЛЕНИЯ СЛЕДЯЩИМ ЭЛЕКТРОПРИВОДОМ | 1966 |
|
SU188549A1 |
| Устройство для позиционного управления электроприводом постоянного тока | 1981 |
|
SU1003286A1 |
| Летучие ножницы | 1987 |
|
SU1461589A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Цифровое устройство управления летучими ножницами (его варианты) | 1983 |
|
SU1156871A1 |
| Установка для резки полосового проката | 1981 |
|
SU1006105A1 |