Изобретение относится к металлургии в частности к экспериментальным способам исследования пластической деформации и определения пластичности металлов при прокатке.
Цель изобретения - повышение точности исследовании путем обеспечения постоянной ширины образца в зоне деформации
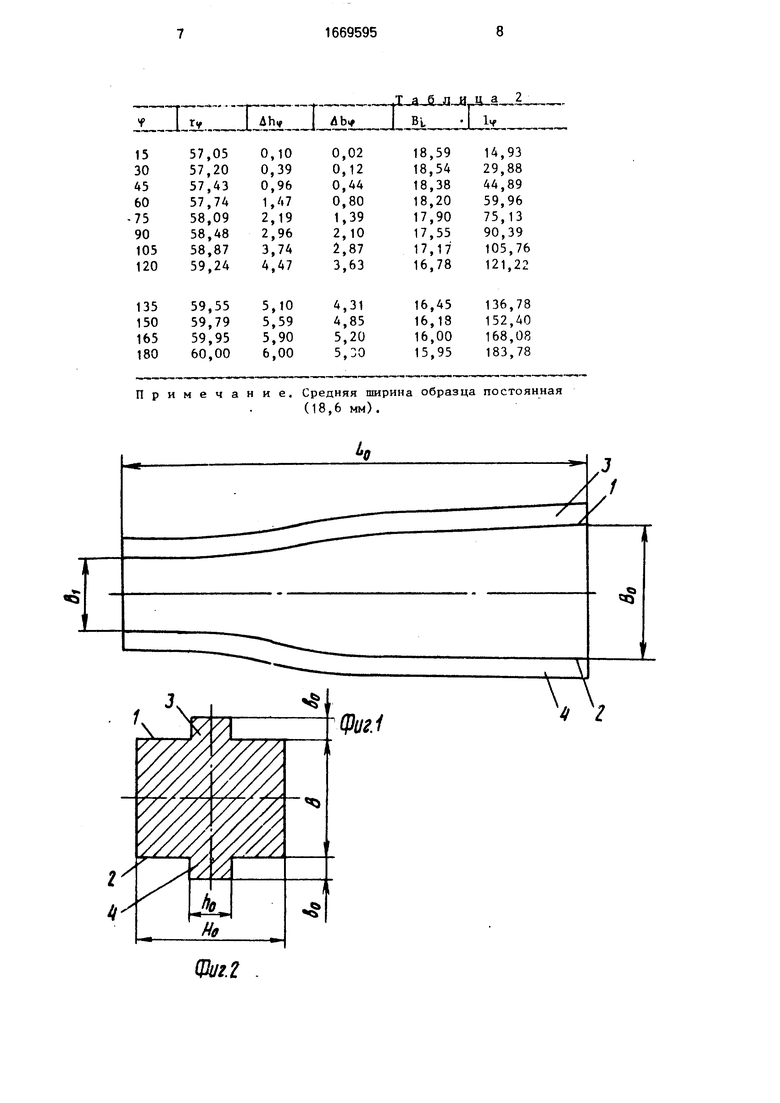
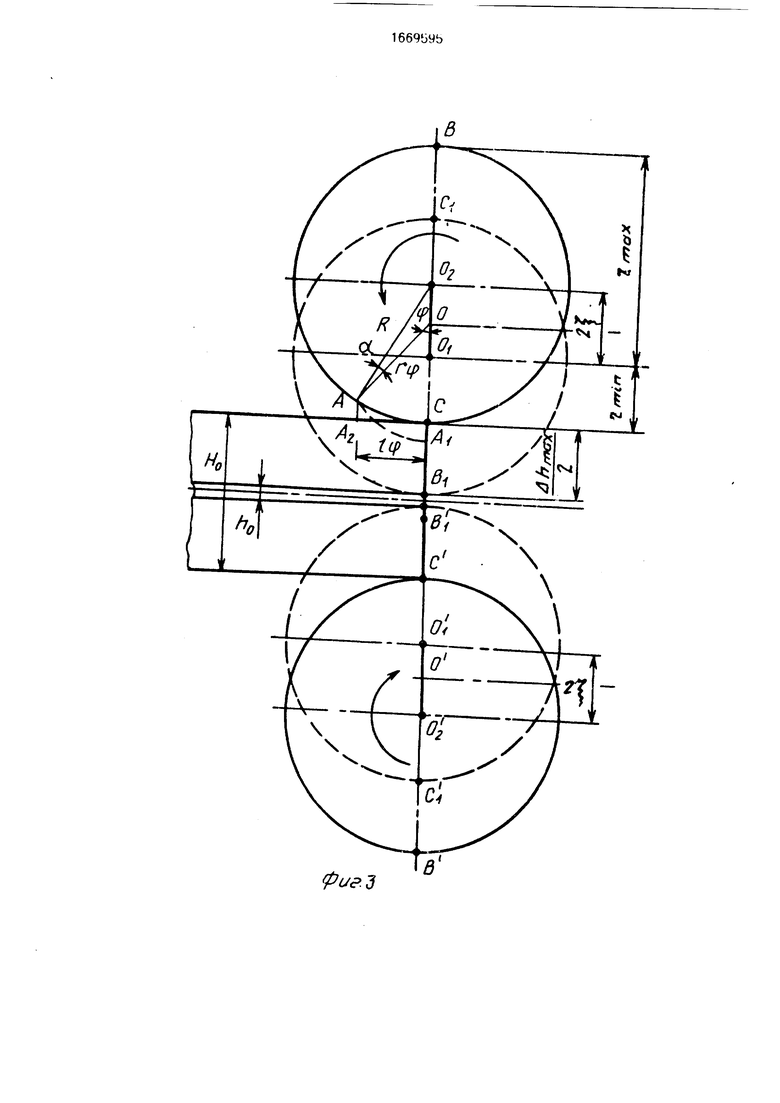
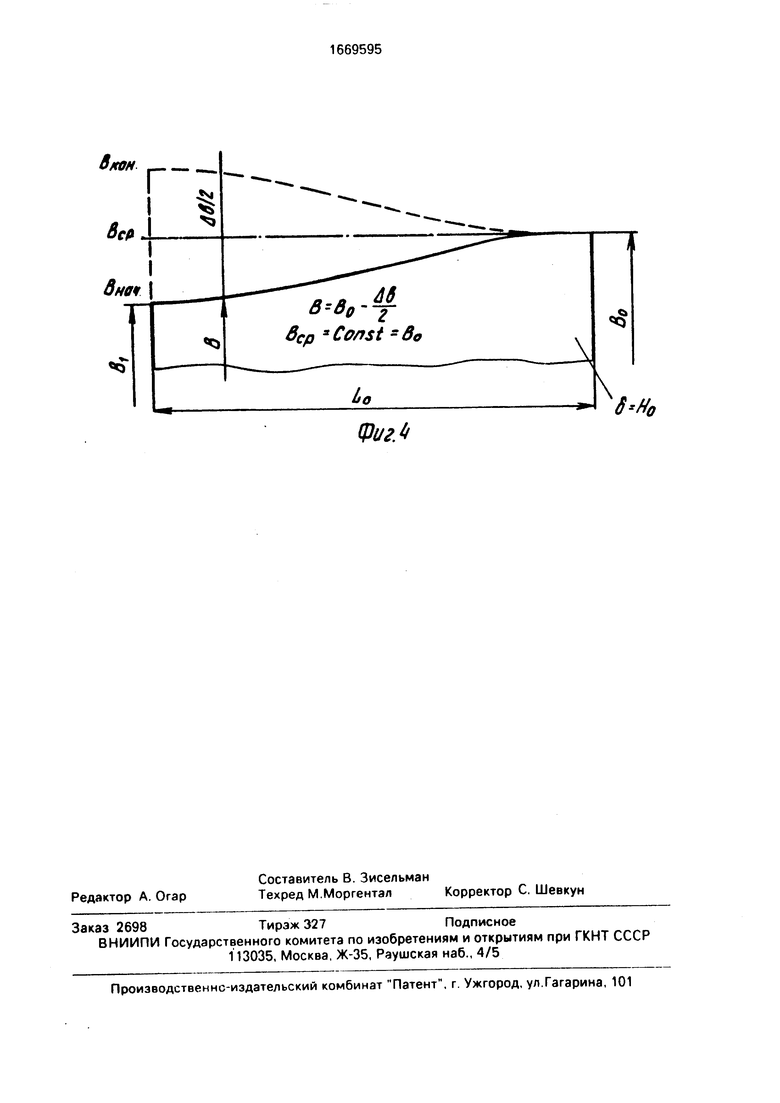
На фиг 1 изображен образец использу емый при осуществлении предлагаемого способа, вид в плане на фиг 2 - то же поперечный разрез, на фиг 3 схема определения размеров образца на фиг 4 - CAS- ма, поясняющая изменение максимальной и средней ширины предлагаемого образца в зоне деформации по длине ибртэца (пунктиром показано изменение максимальной ширины, штрихпунктиром изменение средней ширины образца)
Способ осуществляют с л еду ющим образом.
Изготавливают призматичг-ский образец с заданной длиной I, и вые отои Н0 переменной ширины На двух боковых сторонах 1 и 2 образца в средней их части и пс всей его длине выполнен выступы 3 и 4 шириной bo и высотой h0 Выступы служат для определения влияния боковых необжимныу зон на формоизменение при прокатке (ЛЬпму H0-ho),поэтому их размеры (высота h0 и ширина bo) выбирают в зависимости от конкретных условий исследований
Ширину образца выбирают из соотношения - -«-. Задавая высоту образца
Но, ширину Во, ширину выступов bo, длину образца LO равную например половине дли ы окружности валков, максимальную величину относительного обжатия
Д hmax Н0 - ho
е
О О
ю ел чэ ел
HOHO
и зная для исследуемого случая / и п рассчитывают эксцентриситет Ј валков заданного радиуса R и все остальные размеры образца (фиг 3)
Минимальное обжатие образца ( Е 0 ) будет при положении валков, показанном на фиг. 3 сплошными линиями, т. е. при СС, равном начальной высоте образца: СС Н0
Максимальное обжатие образца
Д hmax Но - h0 Emaxпп
Попо
будет при положении валков, показанном пунктирными линиями, т. е. когда точки В и В повернутся вокруг осей вращения точек О и О и займут положение соответственно Bi и BY Тогда BiB i будет равен высоте выступов образца: ВiB i h0
1. Высоту выступов на образце выбирают из соотношения
г Н0 - h0
f-max п
Ч о
; h0 H0(1-fmax)
2,Далее определяют длину образца L0 (2яР)лВ.
3.Величину эксцентриситета Ј определяют исходя из следующего с одной стороны, CBi - с другой стороны, CBi
OBi -ОС, но так как OBi R+ Ј , a Ј. то CBi ( R + ЈН R- |)2Ј ; приравнивая эти соотношения получают
А Птах Р t hmax HO ho
7г - / Ј , i; -
2 --
4. Затем определяют изменение ширины ДЬ по длине образца
(.
Величины rv на расстоянии Iv, от широкого конца образца В0 определяют исходя из геометрических соотношений в сел я я чениях, например, при / (J , п . т и т. д.
Так Ahf 2(rf -rmin): . Из треугольника ОА02(фиг.З)
ЫП(7 У
, Е . е
51Г70(- - Sinfi/ i) ,1П Ч
К
dU
are sm
-f sin ч)
4
vr/2
После подготовки образца производят er j прокатку в валках с непрерывным увеличением обжатия по длине образца. При этом вначале устанавливают эксцентричные валки в положение, обеспечивающее зазор . Затем начало образца с максимальной шириной Во помещают между валками по оси прокатки и производят прокатку. Показатель пластичности рассчитывают по формуле
Ј -
Нр - Нф
Но
0
5
0
5
0
5
где НТр - высота образца в месте появления первой трещины на боковой поверхности.
Так как уширение образца пропорционально его обжатию в соответствии с соотношением A ( A h), а ширина образца уменьшается пропорционально его среднему уширению, то во время деформирования образца его средняя ширина в зоне деформации будет постоянной, поэтому условия реформирования выступов и напряженное состояние в выступах по всей длине образца будут более однородными по сравнению с известными способами.
Пример.
I. При усовершенствовании технологического процесса изготовления коллекторных профилей из сплава БрКд-1 необходимо было уточнить максимально допустимую степень обжатия. Был изготовлен образец по предлагаемому способу.
Исходные данные для расчета ширины образца по его длине следующие: Н0 10мм; мм; fmaxO.S мм,/ 0,45; ,96.
Прокатку проводили на валках радиусом мм с эксцентриситетом
A
t. А Птах п
§ --л- 2 мм, где
Јглах-8
40
мм.
Длина образца составляла L0
мм.
Далее по описанной методике определили изменение ширины Д b по длине обра- ца:
с.- ЛIV, ч
А Ьч п е (Тц
2АГ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ СВОЙСТВ КАУЧУКСОДЕРЖАЩИХ СМЕСЕЙ | 1997 |
|
RU2127426C1 |
| Призматический образец для испытанияМАТЕРиАлОВ пРи пРОКАТКЕ B ВАлКАХ | 1979 |
|
SU853470A1 |
| Способ исследования пластичности при прокатке | 1990 |
|
SU1784290A1 |
| Способ прокатки тонкостенных профильных кольцевых конических изделий с фланцами | 1989 |
|
SU1683850A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2002 |
|
RU2210440C1 |
| Способ прокатки в вертикальных валках универсальных клетей | 1990 |
|
SU1734899A1 |
| Высокоэффективный термоэлектрический материал и способ его изготовления | 2016 |
|
RU2660223C2 |
| Способ прокатки двутавровых профилей | 1990 |
|
SU1764722A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Способ определения нормального контактного напряжения при прокатке | 1989 |
|
SU1771841A1 |
Изобретение относится к металлургии, в частности к экспериментальным способам исследования пластической деформации и определения пластичности металлов при прокатке. Цель изобретения - повышение точности исследования путем обеспечения постоянной ширины образца в зоне деформации. Способ состоит в том, что призматический образец изготавливают шириной, определяемой математическим выражением. Способ позволяет снизить неоднородность напряженного состояния. 2 табл., 4 ил.
А020 Уцг77 о(- (Г,-),
ми V,t
rf
,-п
binV,5
Г, К
, 5:Далее определяю, чирину рассматриваемых сечениях
АЬ
Bv
- R - btV1
Во 2
Таким образом, изменяя угол у от 0 до 180° находят изменение ширины образца по всей его длине с любой точностью.
Все расчеты приведены в табл. 1.
Прокатку образца осуществляли следующим образом.
Устанавливали эксцентричные валки в положение с зазором между ними мм (фиг. 3, сплошные линии). Затем начало образца с максимальной шириной Во помещали между валками по оси прокатки и производили прокатку.
После прокатки визуально определяли место появления первой трещины на боковой поверхности. Измеряли высоту образца
Нтр в 3iOM сечении и рассчитывали показа таль пластичноеги
с Чо м-р .
Спр°дл- рU //
Для сравнения чредлагаомого способа с известным был прок-гаи аналогичным чб разом прямоугольным брат-ц из сплава БрКд-1 с постоянной шири шй по длине, равной мм, 1 высотой мм. Показатель пластичное и в этом случае оставил Еизв ,66.
Таким образом, данный сгпа« можно прокатывать без нарушения сплошности металла с более высоким отн тигельным обжатием по сравнению с изгестным собом. Это позволяет инге гифипировать процесс производства коллекторных профилей
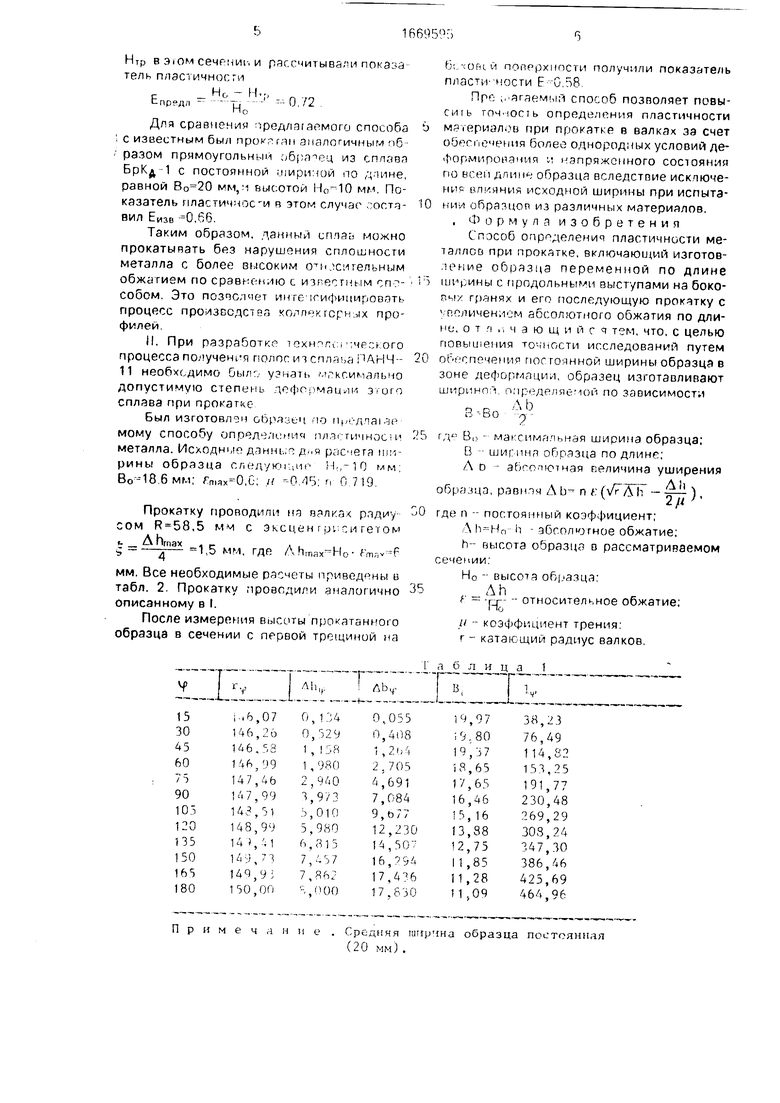
II. При разработке -четкого процесса получения полог ич сплаъа ПАНЧ- 11 необходимо Оыл узнать максимально допустимую степень чофг- мацли э.ого сплава при прокатке
Был изготовлзм оора-ьч .1о П(с-дпа1 .jf3 мому способу определения пллс тичнос И металла. Исходное даннь д..я расчета ширины образца следук ч ,ис Н.,-10 мм В0---186мм; fmax-O.G, // -044 г, 0719
Прокатку проводили на гзалкг3 рлдиу сом .5 мм с эксцен г pv ,и re i ом
г. А Пгпах , г-д LIIг
Л 5 ММ, где Ahmax H0- f mrv f
мм. Все необходимые расчеты приведены в табл. 2. Прокатку проводили аналогично описанному в I.
После измерения высоты прокатанного образца в сечении с первой трещиной на
Примечание
0
0
-
0
6; (ни поверхности получили показатель пласти ности F 0 т8
Прс ,: ягаеммй способ позволяет повы- сигь точность определения пластичности мр.ериэлов при прокатке в валках за счет качения более однородных условий де- Формиронянил и напряженного состояния по всеп длине образца вследствие искпюче- ниь влияния исходной ширины при испытании образцов из различных материалов. . Формула изобретения
Способ определения пластичности металлов при прокатке, включающий изготовимте образца переменной по длине ширины с продольными выступами на боко- пч/ гранях и его последующую прокатку с v п,оличен,1см абсолютного обжатия по длине, о т ч и ч а ю щ и и г я тем, что, с целью повышения точности исследований путем обеспечения поо гоянной ширины образца в зоне деформации, образец изготавливают шириной определяемой по зависимости
п с ЛЬ 3 -Во г,
гди Во магсимапьная ширина образца; В ширина образца по дпине: Ль- аЬ ппкмная величина уширения
образца, рэвшч Ab n г ( h у- ) .
где п - постоянный коэффициент;
И - абсолютное обжатие;
h- высота образца в рассматриваемом сечении
Н0 - высота образцаAh( - -гг- - относительное обжатие;
Ио
// - коэффициент трения г - катающий радиус валков.
а б л и ц а 1
Средняя штфчна образца постоянная
(20 мм) .
Примечание. Средняя ширина образца постоянная
(18,6 мм).
(Put. 2
p(/&3
6кон
Ад.
г
вср Const S8o
В -в0 $
Фиг.Ь
| Призматический образец для испытанияМАТЕРиАлОВ пРи пРОКАТКЕ B ВАлКАХ | 1979 |
|
SU853470A1 |
| Колмогорове Л БогатооА А , Мигачов Б А и др Пластичность и разрушение М Металлургия, 1977, с 93 | |||
