Предлагаемое изобретение относится к области сортовой прокатки и может быть реализовано на непрерывных, полунепрерывных и последовательных станах при прокатке двутавровых, преимущественно широкополочных балок.
Известны способы прокатки двутавровых балок, по которым прямоугольную заготовку прокатывают вначале в открытом или закрытом разрезном калибре с целью получения чернового двутаврового профиля (разрезной заготовки), которую затем прокатывают в закрытых, открытых или универсальных балочных калибрах (кн. Смирнов В.К., Шилов В.А., Инатович Ю.В. Калибровка прокатных валков. М.: Металлургия, 1987, с. 255-267).
В разрезном калибре исходную прямоугольную заготовку обжимают в средней части двумя разрезными гребнями, расположенными на верхнем и нижнем ручьях калибра. Величина обжатия в разрезном калибре ограничивается условиями захвата металла валками: максимальный угол захвата по разрезным гребням не должен превышать 36o (кн. Бахтинов Б.П., Штернов М.М. Калибровка прокатных валков. М. : Металлургиздат, 1953, с. 574). Если по условиям захвата невозможно получить требуемую разрезную заготовку, то применяют разрезку в двух последовательно расположенных разрезных калибрах, имеющих гребни также на верхнем и нижнем ручье (см. там же, рис. 441, с. 575).
Наиболее близким аналогом, принятым в качестве прототипа изобретения, является способ прокатки широкополочных двутавров на непрерывных, полунепрерывных или последовательных станах, снабженных горизонтальными, вертикальными и универсальными клетями (см. кн. Смирнов В.К., Шилов В.А., Инатович Ю. В. Калибровка прокатных валков. М.: Металлургия, 1987, рис. 4.13-4.15), где в каждом калибре (клети) делают один проход, а в разрезном калибре требуется получить максимально высокие фланцы.
Недостатком прототипа является трудность получения в разрезном калибре требуемых высоких и симметричных фланцев, так как в этом случае необходима глубокая разрезка прямоугольной заготовки, которая иногда не обеспечивается из-за ограничений по углу захвата даже при применении двух разрезных калибров. При максимальных углах захвата (т.е. максимальном обжатии по гребню) получается большая и нестабильная утяжка фланцев по высоте, и требуемая высота фланцев не получается. Кроме того, процесс разрезания идет неустойчиво, и фланцы разрезного профиля получается несимметричными, что отрицательно сказывается на качестве готового профиля.
Технической задачей изобретения является создание благоприятных условий разрезания прямоугольной заготовки и получение симметричного разрезного двутаврового профиля с высокими фланцами, что способствует улучшению качества готовой широкополочной балки.
Решение поставленной задачи обеспечивается тем, что в способе прокатки двутавровых профилей, включающем разрезку прямоугольной заготовки в двух разрезных калибрах и последующую прокатку полученного разрезного профиля в прямых горизонтальных и универсальных балочных калибрах, разрезку прямоугольной заготовки проводят поочередно вначале с одной стороны, например с верхней, а затем с другой, нижней стороны, причем высоту разрезного гребня и ширину ручья с гребнем по дну определяют по соотношениям
Hг = (0,101÷0,191)•Dcp-δh,
Bдг = B0-2•Hг•tgϕ,
где Нг - высота разрезного гребня; Вдг - ширина ручья с гребнем по дну калибра; Dcp - средний диаметр валков; δh - обжатие фланцев с учетом утяжки; В0 - ширина исходной прямоугольной заготовки; tgϕ - выпуск (уклон) боковых стенок калибра.
Сущность изобретения поясняется чертежами на фиг.1 и 2. На фиг.1 показана схема прокатки в первом разрезном, открытом калибре с разрезным гребнем на верхнем ручье 1 и гладким дном нижнего ручья 2. Позицией 3 показана прямоугольная заготовка, входящая в калибр, а позициями 1' и 2' отмечено положение ручьев в момент захвата заготовки валками. На фиг.2 показана схема прокатки во втором разрезном калибре, который может быть как открытым (см. фиг. 2, а), так и закрытым (см. фиг.2, б). У этого калибра разрезной гребень находится на нижнем ручье 4, а на верхнем ручье 5 имеется вспомогательный, центрирующий гребень, форма и размеры которого соответствуют гребню первого калибра. Позициями 4' и 5' обозначено положение ручьев в момент захвата полосы 3, выходящей из первого разрезного калибра.
Для того чтобы обеспечить симметричную разрезку прямоугольной заготовки шириной В0 в первом калибре, ручей 2 с гладким дном должен иметь ширину по дну Вд, определяемую из известного соотношения
Вд=(0,95÷1,00)•В0, (1)
а ширина по дну ручья 1 с гребнем должна быть определена из условия одновременного касания заготовки при входе в валки боковыми стенками калибра (в точках А, В) и вершиной гребня (точка С), что обеспечивает устойчивое положение заготовки при разрезке. Такая ширина определяется из геометрического соотношения (см. фиг.1)
Bдг = B0-2•Hг•tgϕ, (2)
где Нг - высота гребня; tgϕ - выпуск боковых стенок ручья.
Высота разрезного гребня должна быть возможно максимальной, чтобы обеспечить получение высоких фланцев при прокатке широкополочных балок. Известно, что глубина разрезки (обжатие заготовки по гребню) Δhг за один проход ограничивается максимально допустимым углом захвата. Угол захвата α и обжатие по гребню связаны известным соотношением
где Dcp - средний диаметр валков по вертикальной оси калибра.
При условии разрезки одним гребнем в первом калибре высота заготовки (см. фиг. 1) H0 = H1+Hг+δh, где δh - утяжка или обжатие металла по краям заготовки. Подставляя это выражение в формулу (3), получим
откуда следует
Максимально допустимое значение угла захвата ограничено величиной 36o. Как показывает опыт, нижнее значение угла α при прокатке широкополочных балок составляет 26÷28o, потому что при меньших углах не гарантируется получение требуемой высоты фланцев. Подставляя предельные значения α = 26÷36° в формулу (4), получим
Hг = (0,101÷0,19)•Dср-δh. (5)
Полученная формула позволяет определить предельные значения высоты гребня при двух разрезных калибрах: при коэффициенте 0,191 получается максимально возможное значение Нг, а при коэффициенте 0,101 - минимальное значение, при котором целесообразно применение двух разрезных калибров (при меньших значениях этого коэффициента целесообразно применять один разрезной калибр).
Формулы (2) и (5) справедливы и для второго разрезного калибра.
Способ прокатки осуществляется следующим образом. Прямоугольную исходную заготовку с размерами Н0•В0 прокатывают в первом разрезном калибре с разрезным гребнем на верхнем ручье (см. фиг.1) и основными размерами Вд, Вдг и Нг, определенными по формулам (1), (2) и (5). Благодаря выполнению соотношений (1) и (2) обеспечивается надежное центрирование заготовки соответственно нижним и верхним ручьем калибра, что гарантирует симметричную разрезку прямоугольной заготовки; а так как заготовка при входе удерживается дном нижнего ручья и в трех точках верхнего ручья, то обеспечивается ее устойчивое положение в процессе прокатки, что гарантирует высокое качество разрезного профиля. Описанные условия центрирования заготовки обеспечиваются только в разрезном калибре, имеющем врез в верхний и нижний валок. Поэтому по предлагаемому способу первый разрезной калибр целесообразно иметь открытым. Предпочтительнее разрезку вначале делать с верхней стороны, поскольку при плоской нижней поверхности заготовки полоса более устойчива на рольганге.
Требуемую глубину разрезки заготовки определяют известными расчетными методами в зависимости от номера прокатываемой балки с учетом ограничений (5). Причем высоту гребня Нг в первом проходе принимают равной половине требуемой общей глубины разрезки.
Полученную разрезанную сверху заготовку прокатывают во втором разрезном калибре (см. фиг.2а или 2б), где она центрируется при входе в валки с верхней стороны стенками и гребнем верхнего ручья 5', а с нижней стороны удерживается боковыми стенками нижнего ручья 4' в точках А и В и вершиной разрезного гребня в точке С благодаря выполнению условия (2). Форма и размеры нижнего разрезного гребня соответствуют верхнему гребню. В результате прокатки в двух разрезных калибрах получают симметричную разрезную заготовку, причем утяжка металла по фланцам за два прохода получается меньше, чем при таком же общем обжатии в разрезном калибре за один проход.
Полученную описанным способом разрезную заготовку прокатывают в дальнейшем известными способами на готовый широкополочный двутавровый профиль.
Пример реализации. Сущность изобретения поясняется ниже на примере прокатки широкополочного двутавра 20Ш1 (ГОСТ 26020-83) из заготовки сечением Н0•В0= 250•250 мм на непрерывном среднесортнобалочном стане 450, в состав которого входит 7 универсальных баночных клетей и 9 горизонтальных и комбинированных (горизонтально-вертикальных) клетей.
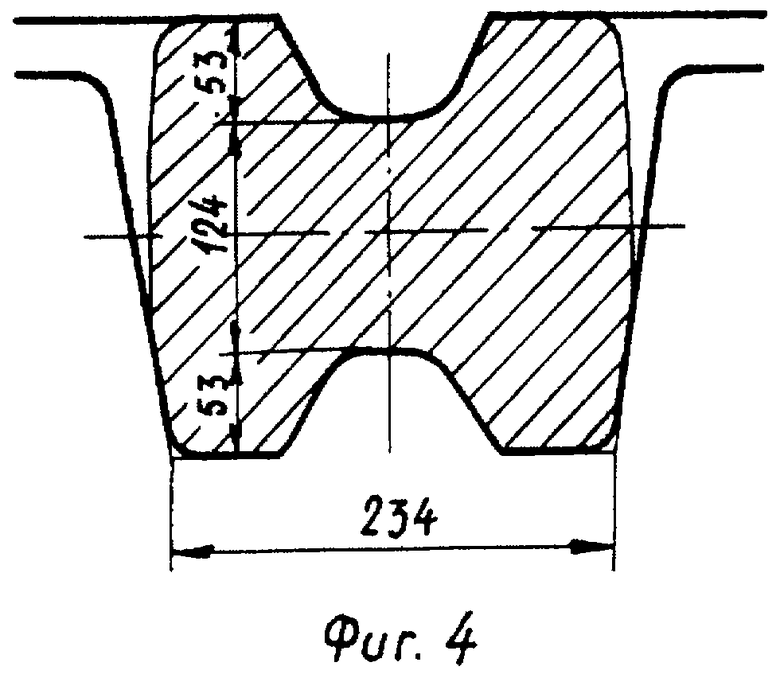
Для получения толщины стенки заданного профиля (S=6 мм) толщина шейки разрезной заготовки согласно расчету должна составлять H1=124 мм. Тогда высота гребня в каждом из двух разрезных калибров составит
где δh=10 - обжатие и утяжка заготовки по фланцам.
Полученное значение Нг необходимо проверить по уравнению (5) с точки зрения целесообразности и возможности применения двух разрезных калибров. Средний диаметр валков в черновых клетях составляет
Dcp=D0-H1=630-124=506 мм.
Тогда предельные значения высоты гребня по формуле (5) будут равны
Нг=(0,101÷0,191)•506-10=41,1÷86,6 мм.
Требуемое значение высоты гребня 53 мм попадает в полученные пределы: 41,1<53<86,6. Следовательно, применение двух разрезных калибров возможно и целесообразно, а получить разрезную заготовку за дин проход невозможно.
Для гарантии устойчивости заготовки от сваливания ширина разрезного ручья по дну согласно уравнению (2) должна составить
Вдг=250-2•53•0,15=234 мм.
Ширину ручья 2 без разрезного гребня в первом калибре (см. фиг.1) можно принять в соответствии с (1)
Вд=0,98•B0=0,98•250=245 мм.
Построенные по полученным размерам разрезные калибры представлены на фиг. 3 и 4. Полученную в них разрезную заготовку прокатывают известными способами на двутавр 20Ш1 в горизонтальных и универсальных балочных калибрах (см. , например, кн. Смирнов В. К., Шилов В.А., Инатович Ю.В. Калибровка прокатных валков. М.: Металлургия, 1987, рис. 4.13, проходы 3-16).
Технический эффект от предложенного способа прокатки двутавров состоит в улучшении условий захвата заготовки и повышении качества разрезного чернового профиля и готовой двутавровой балки, особенно при прокатке двутавров с высокими фланцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ДВУХГРЕБНЕВЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2005 |
|
RU2283706C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ БАЛОК | 1999 |
|
RU2168379C2 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| Способ прокатки фасонных профилей | 1987 |
|
SU1503903A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |


Изобретение относится к сортовой прокатке и может быть реализовано на непрерывных, полунепрерывных и последовательных станах при прокатке двутавровых, преимущественно широкополочных балок. Технической задачей изобретения является создание благоприятных условий разрезания прямоугольной заготовки и получение симметричного разрезного двутаврового профиля с высокими фланцами, что способствует улучшению качества готовой широкополочной балки. Решение поставленной задачи обеспечивается тем, что в способе прокатки двутавровых профилей, включающем разрезку прямоугольной заготовки в двух разрезных калибрах и последующую прокатку полученного разрезного профиля в прямых горизонтальных и универсальных балочных калибрах, разрезку прямоугольной заготовки проводят поочередно вначале с одной стороны, например с верхней, а затем с другой, нижней стороны, причем высоту разрезного гребня и ширину ручья с гребнем по дну определяют по соотношениям: Hг = (0,101÷0,191)•Dcp-δh, Bдг = B0-2•Hг•tgϕ, где НГ - высота разрезного гребня; Вдг - ширина ручья с гребнем по дну калибра; Dср - средний диаметр валков; δh - обжатие фланцев с учетом утяжки; В0 - ширина исходной заготовки; tgϕ - выпуск (уклон) боковых стенок калибра. Технический результат состоит в улучшении условий захвата заготовки и повышении качества разрезного чернового профиля и готовой двутавровой балки, особенно при прокатке двутавров с высокими фланцами. 4 ил.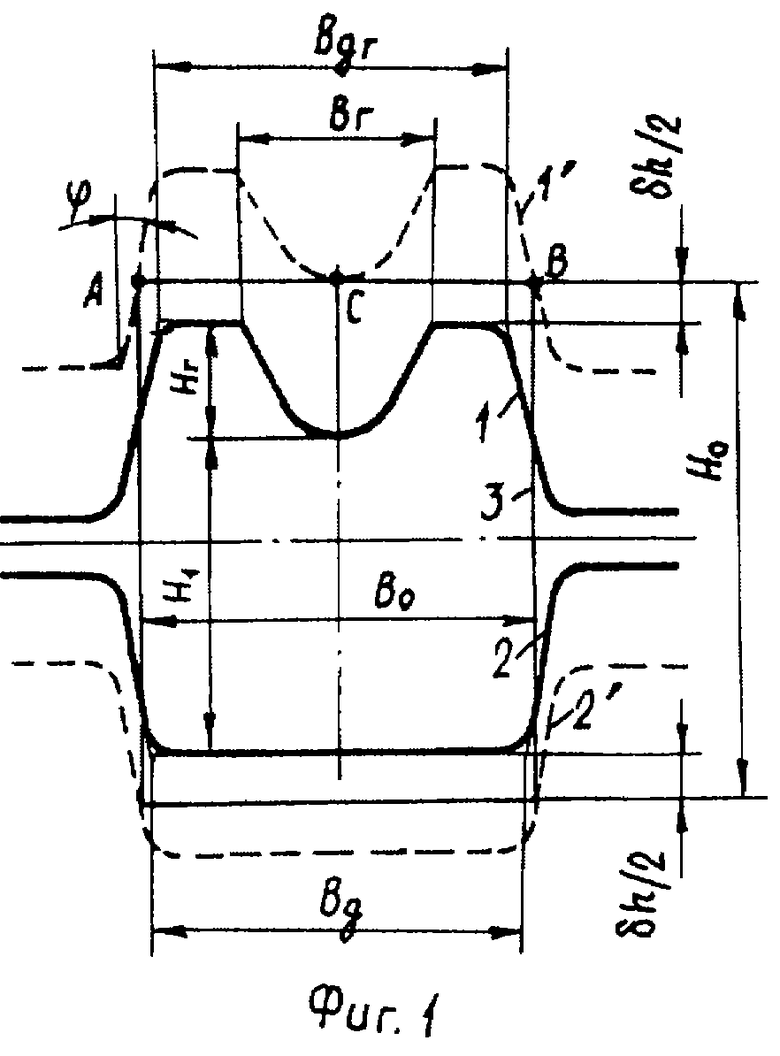
Способ прокатки двутавровых профилей, преимущественно широкополочных, включающий разрезку прямоугольной заготовки в двух разрезных калибрах и последующую прокатку полученного разрезного профиля в прямых горизонтальных балочных и универсальных балочных калибрах, отличающийся тем, что разрезку прямоугольной заготовки проводят поочередно вначале с одной, например верхней, стороны, а затем с другой, нижней стороны, причем высоту разрезного гребня и ширину ручья с гребнем по дну определяют по соотношениям
Hг = (0,101÷0,191)•Dcp-δh,
Bдг = B0-2•Hг•tgϕ,
где Нг - высота разрезного гребня;
Вдг - ширина ручья с гребнем по дну калибра;
Dср - средний диаметр валков;
δh - обжатие фланцев с учетом утяжки;
В0 - ширина исходной заготовки;
tgϕ - выпуск (уклон) боковых стенок калибра.
| СМИРНОВ В.К | |||
| и др | |||
| Калибровка прокатных валков | |||
| М.: Металлургия, 1987, рис | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ БАЛОК | 1999 |
|
RU2168379C2 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| Соединение деталей, имеющих концевые конические утолщения | 1972 |
|
SU439666A1 |
| DE 3419501, 27.11.1985. | |||

