Изобретение относится крбработке металлов давлением, может быть использовано для получения фланцев разнообразной формы на трубах в условиях серийного, мелкосерийного производства и является усовершенствованием изобретения по авт.св. № 1447492.
Цель изобретения - расширение технологических возможностей за счет обеспечения получения фланцев ступенчатой формы.
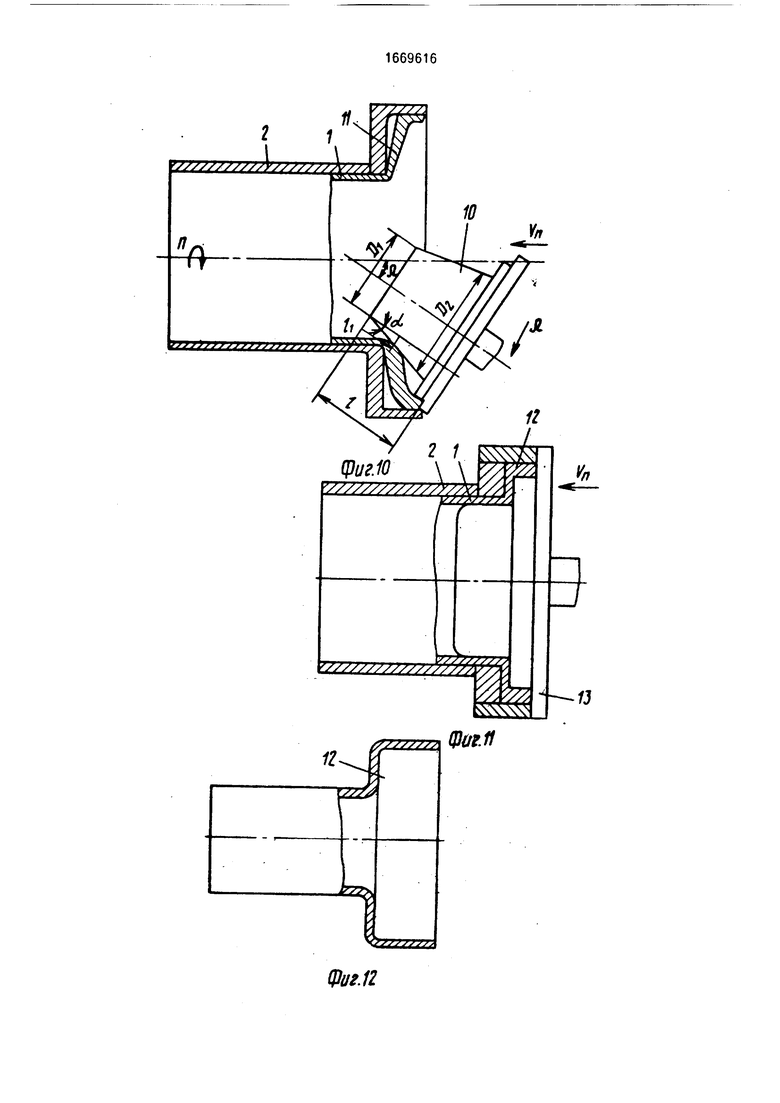
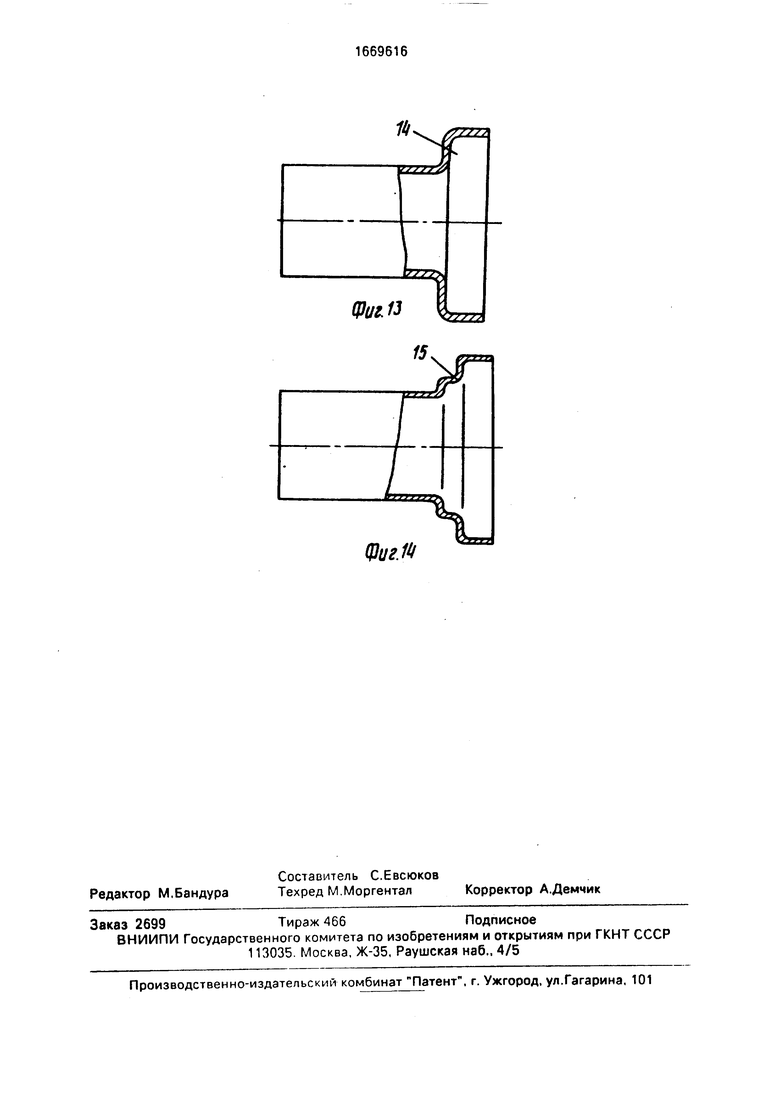
На фиг. 1-11 представлены этапы обработки заготовки; на фиг 12-14 - варианты получаемых изделий.
Трубу 1 зажимают в матрице 2 с целью ее последующего деформирования Затем производят нагрев индуктором 3 приведенной во вращение трубы 1, осадку нагретого участка 4 пуансоном 5, последующий нагрев осаженного участка 4 индуктором 3 и начальную стадию формообразования, отбор- товку нагретого конца вращающейся трубы 1 коническим участком 6 пуансона 7, заканчивающуюся образованием торообразного фланца 8 На фиг 6 показана заключительная стадия образования фланцевого элемента 9 с одновременным смещением участка 6 конического пуансона 7 Затем производят нагрев индуктором 3 участка, примыкающего к образованному фланцевому элементу 9, осадку нагретой части трубы 1 под действием сжимающе о усилия со стороны поступательно движущегося пуансона 5 и начальную стадию процесса отгиба участка под воздействием ступенчатого пуансона 10, расположенного под углом Q к продольной оси вращающейся трубы 1. На фиг 10 представлен этап последовательного формообразования участка 11 трубы 1 в закрытой полости матрицы 2 в результате последовательного воздействия на нее пуансона 10 при колебательном изменении угла наклона пуансона 10 и его последовательного смещения вдоль оси трубы 1. На фиг 11 представлена последняя стадия
о
ON ЧЭ О
сь
ю
разования ступенчатого фланца 12 при полностью введенном внутрь трубы 1 ступенча том пуансоне 13, .
П р и м е р. В качестве заготовки используют трубу 108 х 5, материал сталь 20.Труба устанавливается в матрице таким образом, что вылет свободного конца составляет В-0,4 Do, где Do - диаметр трубы. На выдвинутый конец трубы надвигается индуктор и труба приводится во вращение со скоростью п 80-100 об/мин. Таким образом достигается прогрев трубы до ковочной температуры t 950-1200 С.
После окончания нагрева трубы индуктор отводится в начальное положение, а вращение трубы прекращается.
К нагретому участку трубы со стороны ее торца подводится пуансон, имеющий цилиндрический заходный участок, который совершает поступательное движение со скоростью мм/с вдоль продольной оси трубы, тем самым осаживая ее до толщины фланца , где So - толщина исходной заготовки за один ход пуансона. За второй ход пуансона толщина стенки фланца трубы достигает значения . После окончания осадки пуансон отводится. К осаженному концу трубы подводится индуктор, труба приводится во вращение и нагревается индуктором до температуры t 1200°C. Далее индуктор отводится от трубы, а к торцу трубы подводится пуансон с коническим заходным участком.
Пуансон совершает поступательное движение вдоль продольной оси трубы, раздавая ее с торца, отгибая при этом участок набора металла в сторону торцовой поверхности матрицы. В дальнейшем при подаче пуансона со скоростью ,5 мм/с он локальным образом воздействует на кромку заготовки, отгибая осаженную и фланцевую часть до тех пор, пока концевая часть фланца не соприкоснется с торцовой поверхностью матрицы.
Пуансон 10 подводится затем к вращающейся трубе и. деформируя ее, совершает поступательное движение со скоростью ,5 мм/с по направлению продольной
оси трубы 1, совмещая его одновременно с вращательным движением по направлению к продольной оси трубы со скоро- . стью 20 до угла Q 30°. При этом пуансон совершает деформирование трубы локальным образом, отгибая фланцевый участок в закрытую полость матрицы. В дальнейшем он в процессе возвратно-вращательного движения по направлению к оси трубы формирует ступенчатый участок
фланца необходимой формы. Затем ступенчатым пуансоном, перемещая его со скоростью мм/с, заканчивают образование фланца, При этом форма пуансона должна совпадать с формой зад ч ного ступенчатого
фланца 12.
Способ достаточно прост и может быть реализован в условиях мелкосерийного и серийного производства на практически любом прессовом оборудовании с использованием незначительных дополнительных приспособлений.
Способ позволяет получать конструкцию ступенчатого фланца цельной, без использования сварочных и других операций.
Применение способа обеспечивает уменьшение механообработки при изготовлении соответствующих деталей. Формула изобретения Способ получения фланца на трубчатой
заготовке по авт.св. N 1447492, отличающийся тем, что, с целью расширения технологических возможностей, дополнительно осуществляют раскатку фланца сферодвижным инструментом в две по- .
следовательные стадии: в открытой и закрытой полости матрицы, где затем производят окончательную торцовую осадку конца заготовки ступенчатым пуансоном с диаметром, меньшим диаметров ступеней фланца.
о © о
7
ш
i
7
Ч|
C4J
I
Ј
ог 1
31 9 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения фланца на трубчатой заготовке | 1987 |
|
SU1447492A1 |
| Способ получения плоского фланца на трубе | 1988 |
|
SU1655628A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Способ изготовления деталей типаСТАКАНОВ | 1979 |
|
SU837532A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Способ изготовления металлических полых ступенчатых изделий из трубных заготовок | 1986 |
|
SU1375391A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| Способ изготовления изделий типа стержня с утолщением | 1985 |
|
SU1248717A1 |


Изобретение относится к области обработки металлов давлением и может быть использовано для получения фланцев разнообразной формы на трубах в условиях серийного и мелкосерийного производства. Цель изобретения - расширение технологических возможностей за счет получения фланцев ступенчатой формы. Фланец ступенчатой формы получают на вращающейся трубной заготовке из предварительно полученного плоского фланца пуансоном, совершающим одновременно поступательное и возвратно-вращательное движение относительно продольной оси заготовки, а заканчивается деформирование поступательно движущимся пуансоном с образованием ступенчатого фланца в закрытой полости матрицы. 1 з.п.ф-лы, 14 ил.
Фиг. 8
Фиг. 9
ЯФиг.12
YZZ&
K /szzza
±§
ЛЛЛЈ0
#(/Ј#
| Способ получения фланца на трубчатой заготовке | 1987 |
|
SU1447492A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
