Изобретение относится к сварке, в частности к поточной линии для изготовления металлических конструкций, преимущественно для сбор ки и сварки элементов трубопроводов. Известна поточная линия для изтотовлеьшя элементов и узлов трубопроводов, содержащая установленное по ходу техяологическото процесса оборудование для резки и обработки кон цов труб, оборудование для сварки, установочные приспособления, стенды для сборки и свар ки элементов и узлов трубопроводов, выполненные, например, в виде продольных направляющих, на которых установлены, подвижные каретки с направляющими, несущими подъемно поворотные опоры для размещения на них отрезков труб, элементов и узлов трубопроводов а также транспортные и трузоподъемные средства 1. Однако использование в известной линии установочных приспособлений различной конструк ции приводит к необходимости частой перестановки отрезков труб и элементов по мере продвижения их по потоку, а также частой настройки и ретулировки этих приспособлений. Кроме тото, перемещение труб, элементов и узлов с одной позиции на другую по ходу технолотическото процесса осуществляется различными подъемно-транспортными средствами, например, тележками, рольгангами, кран-балками цеха, мостовыми кранами и др. Это связано с больщими затратами труда на транспортные и такелажные операции, а также с непроизводительными потерями времени на ожидание крана. Больщие производственные площади требуются не только .-под технологическое оборудование, но и для размещения различных установочных приспособлений, а также приемочных и накопительных стеллажей. Все это создает неудобства, снижает производительность труда из-занедостаточного использования производственных площадей. Известна поточная линия для изготовления металлических конструкций, преимущественно для сборки и (Сварки элементов, трубопроводов, содержащая расположенное на основании вдоль потока по обеим ето сторонам технологическое оборудование, перемещаемые вдоль потока по направляющим приспособления - спутники для
371
закрепления элементов трубопроводов, дополнигельные направляющие, расположенные перпендикулярно основным направляющим, подъемно-транспортное средство для загрузки к разгрузки приспособлений - спутников, а также возврата приспособлений - спутников с конца на начало потока 2.
Однако известная поточная линия малопроизводигельна, так как не обеспечивает выполнение сборочных операций элементов трубопроводов на приспособлениях-спутниках.
Цель изобретения - повышение производителносш, благодаря совмещению сборочных и транС1юр1ных операций злеменгов трубопроводов на приспособлениях - спутниках.
: Поставленная цель достигается тем, что каждбе приспособлецие-спутник выполнено в виде перемещаемой по основным и дополнительным направляющим каретки, на которой в направлении, перпендикулярном перемещению каретки, смонгарована вспомогательная каретка, несущая подъемный от привода корпус с двумя роликовыми опорами для вращения элементов трубонроводов вдоль оси, перпендикулярной основным и дополнительным направляющим.
Основные и дополнительные направляюцше в начале и конце потока выполнены с разрывом, в каждом из которых усгановлен поворотный в шюскосга, параллельной основанию, круг, снабженный двумя взаимно-перпендикулярнымн планками, служацщми продолжением основных и дополнительных направляющих.
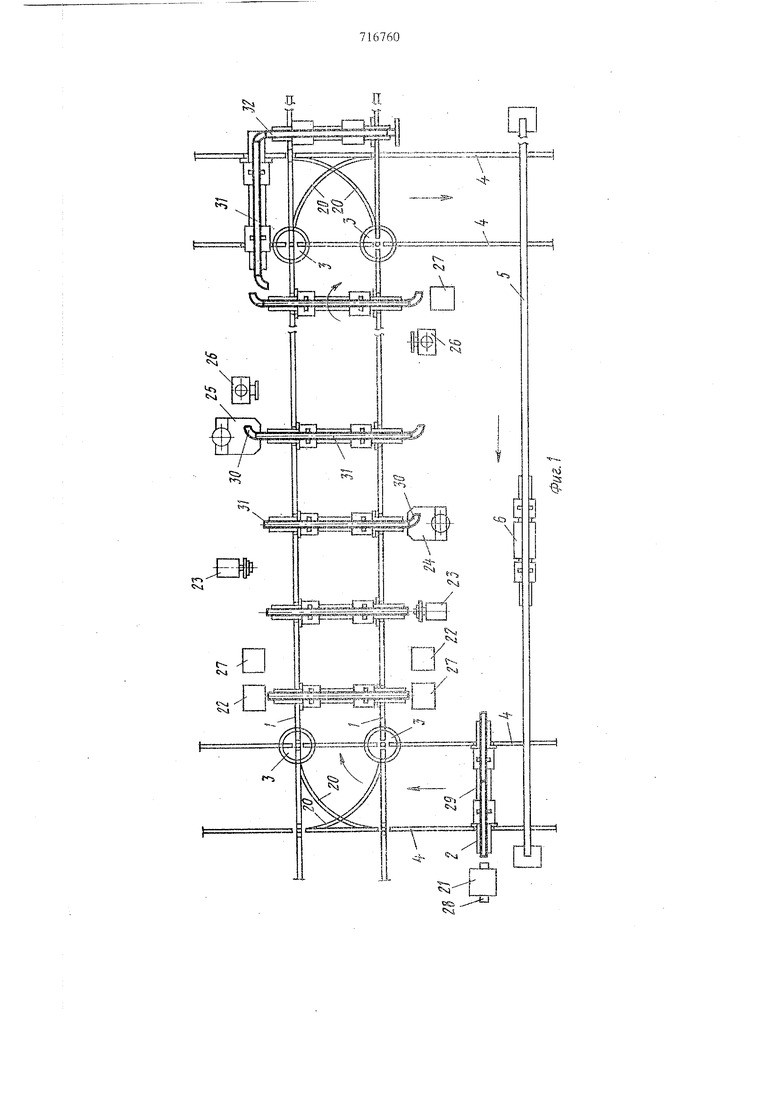
На фит. 1 показана поточная линия, вид сверху; на фиг. 2 - приспособление-спутш-тк, вид с торца; на фиг. 3 - фрагмент направляющих с поворотными кругами; на фиг. 4 - разрез А-А на фиг. 3.
Поточная линия включает расположенные на основании вдоль потока направляющие 1, на которых размещены приспособления-спутники 2, выполненные в виде цодвижных кареток. Направляюшд1е 1 по концам имеют поворотные круги 3 и совмещенные с этими устройствами дополнительные направляющие 4, связанные между собой подъемно-транспортным средством например монорельсом 5 с тельфером 6. Каждое нриспособление-спутник 2 включает раму 7 с опорными катками 8 и вспомогательн}ю каретку 9, на которой размещены по меньщей мере .для подъемных от привода корпуса 10 на роликах 11. Каждый подъемный от привода корпус 10 имеет подъемный механизм 12 для верхней установочной части 13 с двумя холость щ роликовыми опорами 14, обеспечивающими возможность вращения труб и элементов трубопроводов.
Каждый поворогный круг 3 имеет две вза.имно перпевдикулярные планки 15 и 16. Пово|рО1Ный круг смонтирован на оси 17, размещен4
пой на пересечении иаирав.чиклцих 1 и 4 во вгулке 18.
Для фиксации приспособления-спутника 2 при переводе ею с основных направляющих 1 на дополни сльные направляющие 4 или обратно предусмофен фиксатор 19.
Между направляющими 1 и 4 на участках их пересечения устанавливается металлический лист или, как показано на чертежах, радиусные направляюшие 20, центр которых совпадает с ценфом вращения круга 3. Радиусные направляющте служат опорой для катков 8 приспособлений-спутников 2.
По обеим сторонам основных 1 и дополнительных 4 направляющих по ходу технологического процесса установлено технологическое оборудование, например фубоотрезной станок 21 (с приемным стеллажом и подаюцтим рольгангом для труб, на чертеже не показаны), станки 22 для зачистки кондов труб, станки 23 для калибровки концов труб, приспособлетшя 24, 25 и 26 для сборки отрезков труб с отводом и фланцем, а также сварочное оборудование (на чертеже не показано), позволяющее осуществлять сварку собранных элементов, а также автоматическую сварку путем их вращения, для чего в линии предусмотрен вращатель 27.
Поточная линия работает следующим образом.
От трубы 28 на трубоотрезном станке 21 отделяют отрезок трубы 29, который размещают на приспособлении-спутнике 2 и это приспособление-спутник перемещают по дополнительным направляю1дим 4 до совмещения правых опорных катков 8 с участками планок 16 на поворотном круге 3. Затем приспособле тие - спутник 2 фиксируют фиксатором 19 и поворачивают совместно с кругом 3 на оси 17, при этом левые опорные катки 8 перемещаются по радиусной направляющей 20 до их совмеще шя с основной направляющей 1. Фиксатор 19 снимают и приспособление-спутник 2 перекатывают по направляющим 1 на следующую позицию к станку 22 для зачистки одного конца отрезка трубы, а затем другого конца на станке 23, расположенном по обратную сторону направляюцдих 1. Подача отрезка трубы непосредственно к режущему инструменту станка осуществляется путем перемещения корпусов 10 по вспомогательным кареткам 9 без съема отрезков труб 29 с приспособления--спутника 2, которое затем перемещают поочередно к станкам 23 для калибровки концов труб. Затем подготовленный отрезок трубы 29 перемещают к приспособлению 24 для его сборки на прихватках с отводом 30 и получают элемент 31, а затем к приспособлению 25 для присоединения второго отвода 30 к другой стороне тру бы 29. Если для данного элеменш 31 не требуется присоединять фланец, то приспособление спутник 2 минует приспособлеьше 26, предназначенное для сборки труб с фланцами, переходами и другими деталями. На следующей позиции осуществляют в процессе вращения сварку собранного элемента 31, используя при этом вращатель 27 и сварочный автомат (на чертеже не показан). Для получения узла трубопровода, состоящего, например, из элемента 31 и элемента 32 (отрезка трубы с фланцем), собранного ранее, элемент 31 на приспособлении-спугаике 2 переводят с направляющих 1 на направляющие 4 с помощью поворотных кругов 3 и производят сборку указанных элементов трубопроводов на прихватках и последующую сварку. Готовый узел трубопровода снимают , а освободивщиеся приспособления-спутники подкатывают к тельферу 6, ко торым переставляют их в начало поточной линии. В предлагаемой линии приспособления-спутн ки 2 одновременно выполняют роль транспортных средств, предназначенных в существующих линиях для перемещения труб, элементов и узлов с одной позиции на другую. Это позволит сократить больщую часть грузоподъемного и гранспортното оборудования цеха, а также сократить производственные площади на 25-30%. По предварительным подсчетам производительность труда может быть повыщена на 30- 40% за счет резкого сокращения времени на транспортные и установочные операции, а также за счет создания удобств в работе и лучшей ортанизации труда. Опытное изготовление узлов трубопроводов осуществлено на макете участка поточной линии в грубозаготовительном цехе Воскресенско го монтажного управления ордена Ленина треста № 7 Главнефгемонгажа Минмонтажспецстроя СССР. В результате опытной проверки ус тановлено, что все операции по подготовкег концов труб под сварку, сборку и сварку элементов и их укрепление в узел удобно осуществить на предлагаемых установочных приспособлениях, размещенных на рельсах. При этом }ie требуется пересгановка ле(Ш1ей и j:ic.менгов, а для съема узла.не нужны грузоподъемные устройства, отпадает необхолимость в промежуточных стел.чажях. Формула и 3 о б 1 е т е н и я . Поточная линия для изготовления мс1аллических конструкций, преимущественно цля сборки и сварки элементов трубопроводов, содержащая расположенное на основании вдоль потока по обеим его сторонам технологическое оборудование, перемещаемые вдоль потока по направляющим приспособления-спутн1 ки дня закретшения элементов трубопроводов, дополниic.ibiibie направляющие, расположенные перпендикулярно ооювны.м направляющим, подъемнотранспортное средство для загрузки и разгрузки приспособлении-спутников, а также возврата прнспособлений-снутинков с конца на начало потока, отличающаяся тем, что, с целью повышения производительности путем совмещения сборочных н транспортных операций на приспособлениях-спутниках, каждое приспособление-спутник выполнено в виде перемещаемой по основным и допол ;и тельным направляющим каретки, на которой в направлении, перпендикулярном перемеп1ению кареткн, смонтирована вспомогательная каретка, несущая подъемный от привода корпус с двумя роликовыми опорами для вращения элементов трубопроводов вокруг оси, перПсндикулярьой основны.м и дополнительным направляютцнм. 2. Линия по п. 1, о т л и ч а ш щ а я с я тем, что основные и дополнительные направляющие в начале и в конце нотока выполне(ы с разрыво.м, в каждом из которых установлен поворотный в плоскости, параллельной основанию, круг, снабженный взаимно-перпсндикулярныл-щ планками, служащими продолжением основных и дополнительных направлятощих. Источники и)формации, принятые во внимание при экспертизе 1.Справочник по специальным работам. Технологические трубопроводы промышленных предприятий. М., Стройиздат, 1972, с. 487. 2.Вороничев Н. М и др. Автоматические линии из атрегатных станков. М.,Мащиностроение, 1971, с. 478, рис. ХХ-20 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Поточная линия изготовления узлов трубопроводов | 1982 |
|
SU1057248A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Передвижной агрегат для строительства надземного трубопровода | 1990 |
|
SU1783218A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Транспортная система поточной линии | 1981 |
|
SU998089A1 |