Изобретение относится к сварочному производству и применимо, в частности, при восстановления наплавкой под флюсом внутренних поверхностей цилиндрических отверстий водоопускных труб барабанов котлов высокого давления, используемых в электроэнергетике.
Из литературы и в практике известны устройства для наплавки вертикальных цилиндрических поверхностей отверстий.
В описании изобретения к авторскому свидетельству СССР N 1.491.637 на способ электродуговой наплавки внутренних цилиндрических поверхностей и устройство его осуществления дана конструкция устройства наплавки с охлаждаемым кристаллизатором, деформирующим наплавленный металл за счет эксцентричного размещения кристаллизатора относительно оси наплавляемого отверстия. По мнению авторов, сотрудников Волгоградского политехнического института, заявленный способ и устройство для его реализации позволяют совместить процесс формирования и деформации наплавленного слоя с использованием охлаждаемого кристаллизатора.
Однако следует отметить, что это устройство рассчитано на использование защитных газов и в принципе неприемлемо для наплавки под флюсом. Второе обстоятельство, которое по нашему мнению будет сдерживать использование заявляемого способа и устройства, это возможность работы установки только в стационарных условиях (водяное охлаждение и необходимость использования вращателя). Третье обстоятельство, ограничивающее применение изобретения, связано с тем, что формирование наплавляемого слоя происходит плавлением проволоки и наплавляемой поверхности. Последнее не гарантировано, так как горелка расположена вертикально, а скорость охлаждения велика. И, наконец, четвертое обстоятельство, препятствующее использованию данного способа и устройства (даже в среде защитного газа) при восстановлении отверстий в барабанах котлов высокого давления состоит в том, что устройство не предусматривает вращательное движение наплавочной головки относительно неподвижного отверстия (большие габариты, вес).
Ближе к заявленному сварочный аппарат "IDWELD 25" Швейцарской фирмы "Castolin S.A". Аппарат предназначен для наплавки неподвижных цилиндрических поверхностей диаметром 70 - 200 мм в среде защитных газов. Он содержит блок питания, источник питания дуги, механизм подачи электродной проволоки, пульт управления. На основании расположена направляющая стойка, на которой размещены на общей платформе наплавочная головка с механизмом вращения и вертикального перемещения. Наплавочная головка имеет систему сменных сопел и регулятором радиуса вылета сопла. Для осуществления вращения без вертикального перемещения головки аппарат имеет устройство отключения вертикального перемещения в виде делительного пальца, входящего во взаимодействие с механизмом вертикального перемещения. Аппарат зарекомендовал себя положительно при восстановлении вертикальных отверстий бронзовых втулок с открытым доступом к зоне наплавки, но для наплавки в стесненных условиях (например внутри барабана) этот аппарат мало пригоден. Во-первых, он работает с защитным газом и не приспособлен для работы с флюсом; во-вторых, без переналадки нельзя выводить наплавочную головку из зоны наплавки, чтобы осуществить контроль и очистку от шлака; в-третьих, единый привод вращения и вертикального перемещения головки не позволяет гибко варьировать режимы (это затруднительно обеспечить при изменении двух параметров: диаметра отверстия и диаметра электродной проволоки). В-четвертых, установка крепится электромагнитом только за ровную, чистую поверхность, что не всегда возможно.
Для повышения качества наплавки и расширения технологических возможностей установки, содержащей функционально взаимосвязанные между собой блок питания и управления установки, источник питания дуги, механизм подачи электродной проволоки, регулятор режима наплавки, пульт управления и автомат наплавки, последний выполнен с самостоятельными приводами механизма вертикального перемещения и механизма вращения наплавочной головки. Причем двигатель с редуктором механизма вертикального перемещения установлен на направляющей стойке. Редуктор соединен с винтом, на котором размещен ползун. Ползун имеет консоль, к которой подсоединена диэлектрическая площадка. На площадке смонтированы наплавочная головка, механизм вращения.Наплавочная головка связана с механизмом подачи электродной проволоки посредством кабельшланга и снабжена скользящим токопроводом. Диэлектрическая площадка соединена с консолью ползуна шарнирно, что обеспечивает отвод площадки в сторону и фиксирование ее в рабочем положении. Направляющая стойка выполнена пустотелой с прорезью. Внутри направляющей стойки установлен винт с ползуном, консоль которого выходит через прорезь наружу.
Такое конструктивное выполнение позволяет варьировать режимы наплавки при использовании различной электродной проволоки, при разбросе диаметров восстанавливаемых отверстий. Отвод и фиксирование в заданном положении наплавочной головки позволяет оперативно осуществлять визуальной контроль и вводить коррективы в процесс наплавки, проводить работы по очистке наплавленного слоя от шлаковой корки, что значительно повышает качество наплавленного металла. Известно, что барабаны котлов подведомственны Федеральному горному и промышленному надзору России, поэтому к качеству наплавленного слоя предъявляются очень высокие требования.
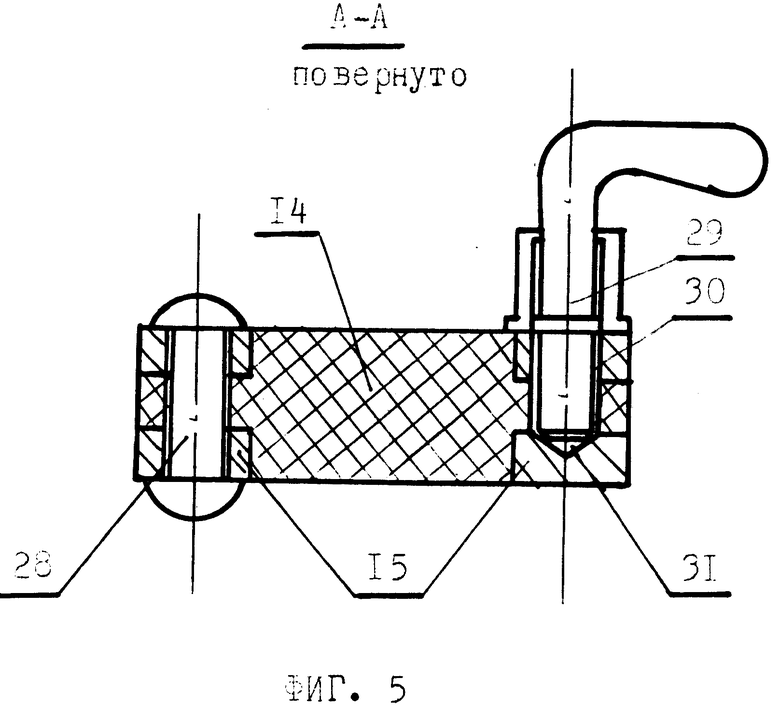
На фиг. 1 показана общая схема установки, функциональные связи ее основных узлов; на фиг. 2 - условное размещение отдельных узлов установки внутри восстанавливаемого барабана котла высокого давления; на фиг. 3 - автомат наплавки в продольном вертикальном разрезе; на фиг. 4 - автомат наплавки, вид сверху; на фиг. 5 - разрез А-А на фиг. 4, на котором показан шарнирно, соединяющий диэлектрическую площадку с консолью ползуна механизма вертикального перемещения; на фиг. 6 - примеры наплавки восстанавливаемых отверстий.
Установка для наплавки внутренних цилиндрических поверхностей в общем виде содержит показанные на фиг. 1 взаимосвязанные функционально между собой узлы: блок питания и управления установки 1, выходы которого соединены с источником питания дуги 2 и с автоматом наплавки 3. Источник питания дуги 2 в свою очередь соединен с механизмом подачи электродной проволоки 4, а тот с автоматом наплавки 3 и с ампервольтметром 5. Автомат наплавки 3 помимо упомянутых связей имеет соединение с пультом управления 6. К механизму подачи электродной проволоки 4 подключен регулятор режима наплавки 7.
Все узлы установки, за исключением блока питания и управления установки 1 и источника питания дуги 2, выполнены компактными и позволяют разместить их внутри восстанавливаемого барабана котла высокого давления. Барабан (фиг. 2) условно показан тонкими контурными линиями. В лазовое отверстие барабана диаметра 350 - 400 мм возможно введение и выведение элементов установки и проникновение операторов установки (фиг.2).
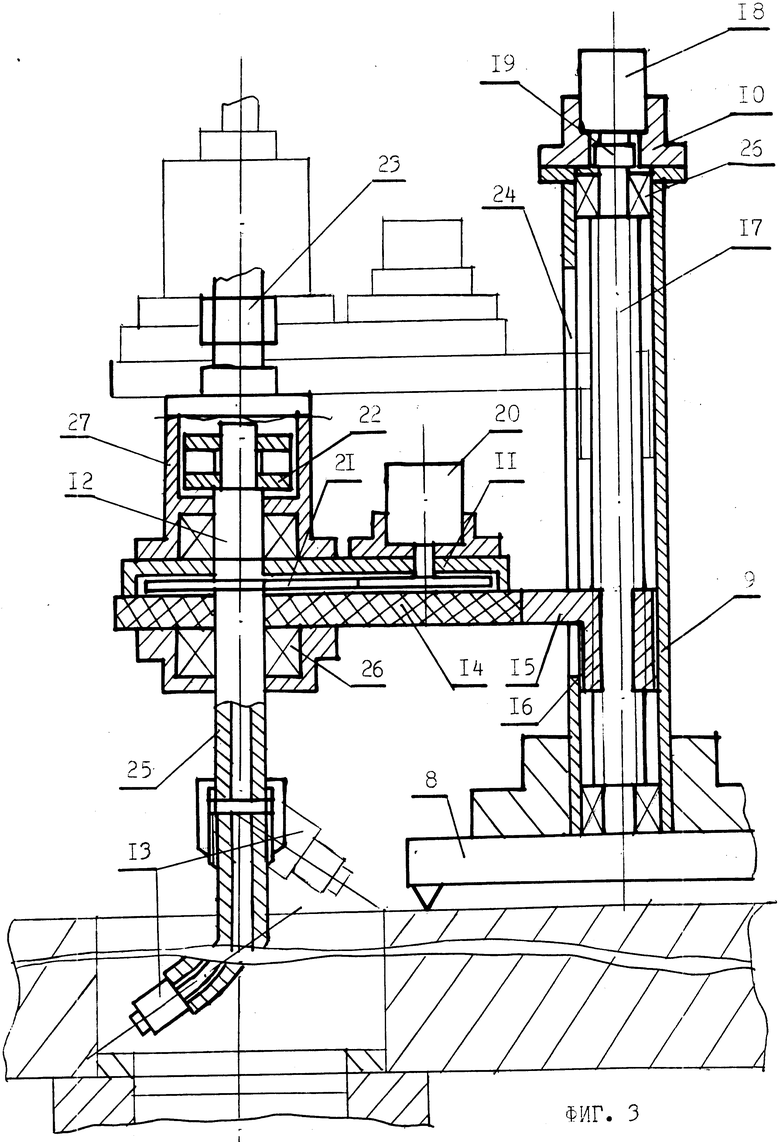
Отличительные признаки изобретения сосредоточены в основном в автомате 3. На фиг. 3 показаны конструктивные особенности автомата наплавки. На основании 8 смонтирована направляющая стойка 9 с расположенным внутри механизмом вертикального перемещения 10. Механизм вращения 11 наплавочной головки 12 со сменным соплом 13 размещены на диэлектрической площадке 14, которая в свою очередь установлена на консоли 15 ползуна 16. Ползун 16 представляет винтовую пару с винтом 17 механизма вертикального перемещения 10, связанного с двигателем 18 через редуктор 19. Механизм вращения 11 имеет двигатель 20, связанный с наплавочной головкой через редуктор 21. В верхней части наплавочной головки 12 установлен скользящий токопровод 22 и кабель-шланг 23. На фиг.3 показано рабочее (нижнее) положение наплавочной головки 12 с соплом 13 и тонкими линиями - исходное положение (верхнее). Условно показано наплавляемое отверстие в барабане, разрезанное по оси, где слева от оси изображена стенка до наплавки (в исходном положении), а справа от оси - стенка отверстия после наплавки одного слоя на вертикальную стенку отверстия. В верхней части отверстия показано сопло 13 на выходе из отверстия после наплавки (сопло показано тонкими линиями). В направляющей стойке 9 имеет прорезь 24, в которую выходит консоль 15 ползуна 16. Винт 17 и трубка 25 для электродной проволоки (не показана) установлены в подшипниках 26. Трубка 25 размещена в пустотелом корпусе 27.
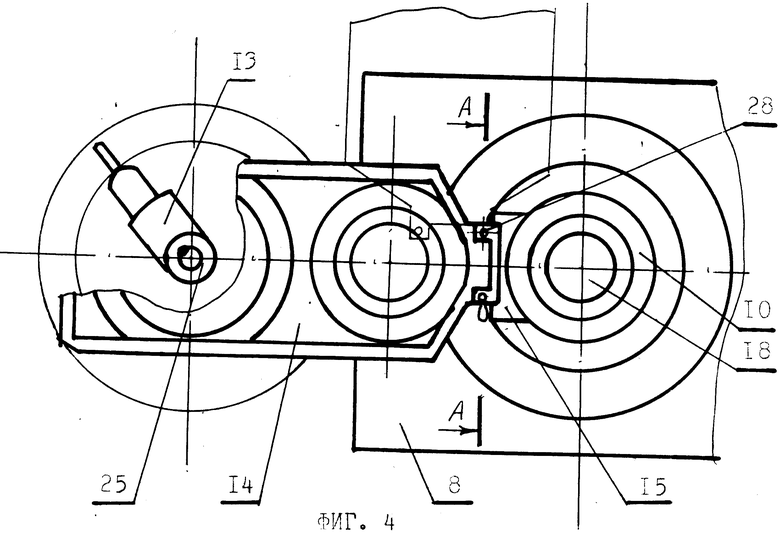
Диэлектрическая площадка 14, несущая механизм вращения 11 наплавочной головки 12, соединена с консолью 15 вертикальным шарнирным соединением 28 (фиг.4 и 5). На консоли 15 установлен подводимый фиксатор 29, взаимодействующий с отверстием 30 в диэлектрической площадке 14 и гнездом 31 в консоли 15. На фиг.4 тонкими линиями показана диэлектрическая площадка 14 в отведенном положении (для осмотра и доступа к наплавляемому отверстию).
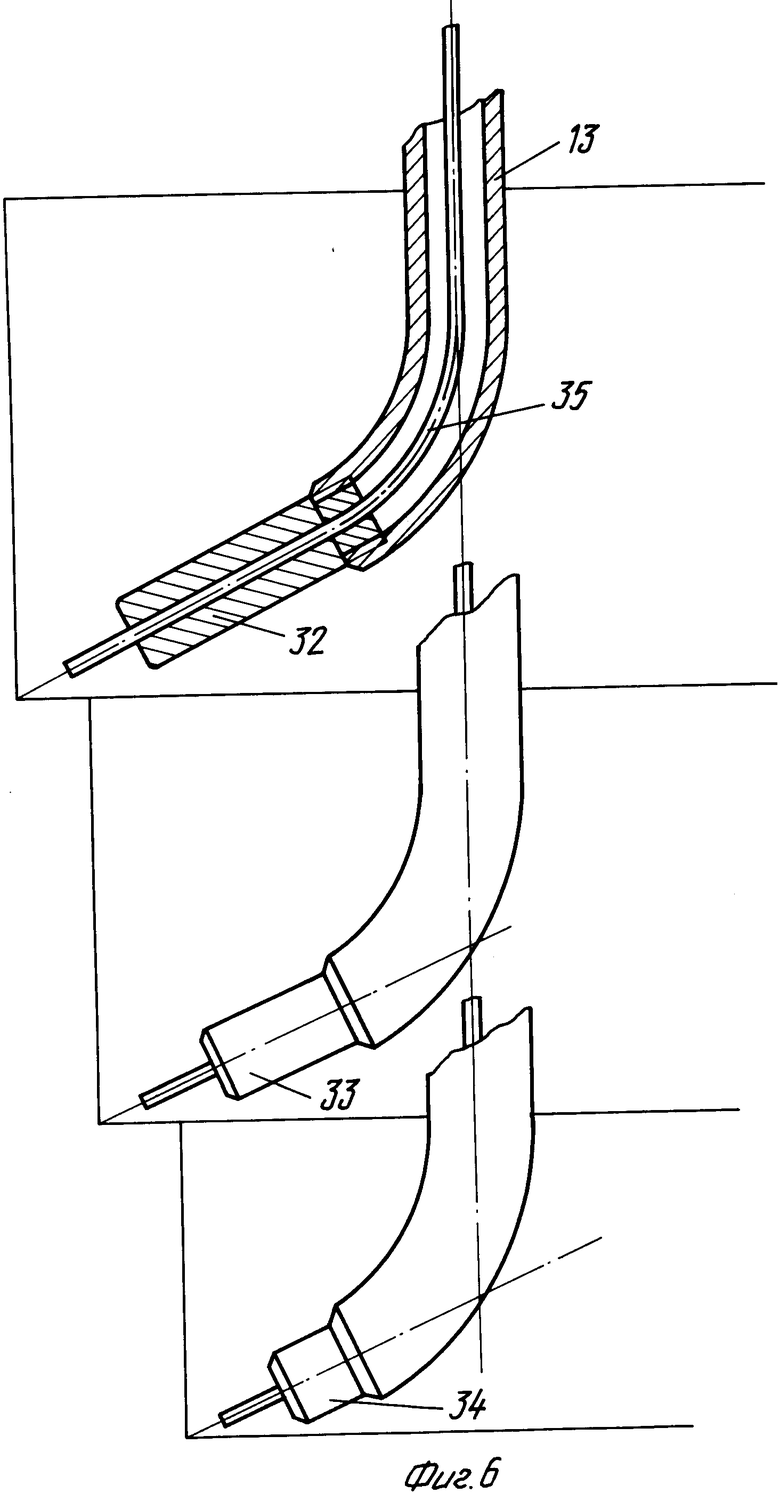
Сменное сопло 13 (фиг.6) имеет систему мундштуков 32, 33 и 34, отличающуюся друг от друга длиной. Сопло и мундштуки служат для направленной подачи электродной проволоки 35 и передачи на нее сварочного напряжения. На фиг. 6 показаны различные варианты наплавки вертикальных отверстий: с мундштуком 34 - малое отверстие, с мундштуком 33 - среднее и с мундштуком 32 - большое отверстие или варианты наплавки нескольких слоев наплавляемого материала со сменой мундштуков по мере уменьшения диаметра наплавляемого отверстия.
Установка для наплавки внутренних цилиндрических поверхностей работает следующим образом.
В ремонтное отверстие барабана котла высокого давления операторы подают автомат наплавки 3, механизм подачи электродной проволоки 4, амперметр 5, пульт управления 6, регулятор режима наплавки 7. Производят подключение автомата наплавки 3 и механизм подачи электродной проволоки 4 с источником питания дуги 2 и блоком питания и управления установки 1. У подготовленного к восстановлению отверстия устанавливают автомат наплавки 3 (фиг.2). Выставляют по отверстию сопло 13 и закрепляют автомат наплавки 3 (фиг.4). В отверстие предварительно установлена заглушка под флюс (не показана). После соответствующих проверок подачи электродной проволоки и характеристик тока и напряжения производят включение установки. Опускают в исходное положение сопло 13 (фиг.3). Для этого механизм вертикального перемещения 10 спускает ползун 16 по винту 17. Включают рабочий режим наплавки и подачу электродной проволоки. Одновременно включается в работу механизм вертикального перемещения 10 и вращения 11 наплавочной головки 12. При этом механизм вертикального перемещения 10 действует от двигателя 18 через редуктор 19, вращая винтовую пару: винт 17 и ползун 16, на консоли 15 которого установлена диэлектрическая площадка 14. А механизм вращения 11 действует от двигателя 20 через редуктор 21, вращая горелку 25, установленную в подшипниках корпуса 27 наплавочной головки 12. При наплавке по винтовой линии на поверхности отверстия образуются валики наплавочного металла. При выходе сопла из отверстия подача электродной проволоки 35 прекращается. Установка отключается.
Оператор расфиксирует наплавочную головку 12, вынимая фиксатор 29 из отверстия 30 в диэлектрической площадке 14, и отводит диэлектрическую площадку 14 в сторону. Она отводится за счет шарнирного соединения 28. При этом освобождается зона наплавки для осмотра и контроля, а также для настройки на следующий слой наплавки, если в этом есть необходимость (это показано на фиг. 3, 4 и 5).
Для подачи сварочного напряжения на электродную проволоку 35 от кабель-шланга в верхней части наплавочной головки 12 размещен скользящий токопровод 22 (фиг.3).
Для соблюдения соосности оси направляемого отверстия и оси наплавочной головки 12 автомат наплавки предусматривает известные системы корректировки положения основания 8, например, регулируемые опорные винты (не показаны). Для точного ориентирования наплавочной головки 12 по отверстию после ее отвода в сторону (на шарнирном соединении 28) обычно предусматривается базирование консоли 15 относительно одного из краев прорези 24 в стойке 9 с поджимом консоли к этому краю (не показано).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| НАПЛАВОЧНАЯ УСТАНОВКА | 2006 |
|
RU2327552C2 |
| СПОСОБ НАПЛАВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РАДИАЛЬНЫХ ОТВЕРСТИЙ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2520882C2 |
| Устройство для обработки отверстий | 1986 |
|
SU1428540A1 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
| СПОСОБ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ АВТОМАТИЧЕСКОЙ ДУГО-КОНТАКТНОЙ НАПЛАВКИ ПОД ФЛЮСОМ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2613800C2 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ, ИМЕЮЩИХ ФОРМУ ТЕЛ ВРАЩЕНИЯ | 2005 |
|
RU2277460C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| Наплавочная головка для наплавки заготовок контакт-деталей | 1977 |
|
SU955251A1 |

Использование: наплавка под флюсом внутренних поверхностей цилиндрических отверстий. Сущность изобретения: установка для наплавки содержит сварочную головку, расположенную на поворотной площадке из диэлектрического материала. В установку входит направляющая стойка, установленная на основании. На стойке установлен механизм вертикального перемещения сварочной головки, а также ползун, соединенный консолью с площадкой из диэлектрического материала и кинематически связанный с механизмом вертикального перемещения. Механизм вращения сварочной головки установлен на площадке. Конструкция установки позволяет менять режимы наплавки при восстановлении поверхностей различных диаметров, а также проводить визуальный контроль и очистку наплавленного слоя от шлаковой корки. 3 з.п.ф-лы. 6 ил.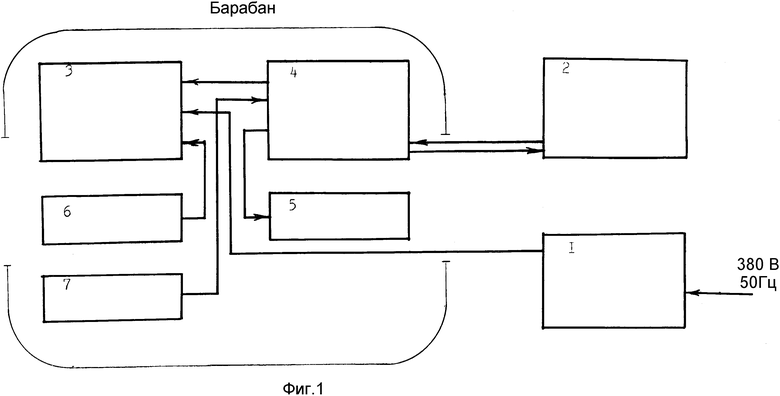
| SU, авторское свидетельство, 1491637, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
