Изобретение относится к промышленности резинотехнических изделий, в частности к способу ремонта гуммированной аппаратуры и является усовершенствованием известного способа,описанного в авт.св. № 1199658,
Цель изобретения - улучшение качества ремонта.
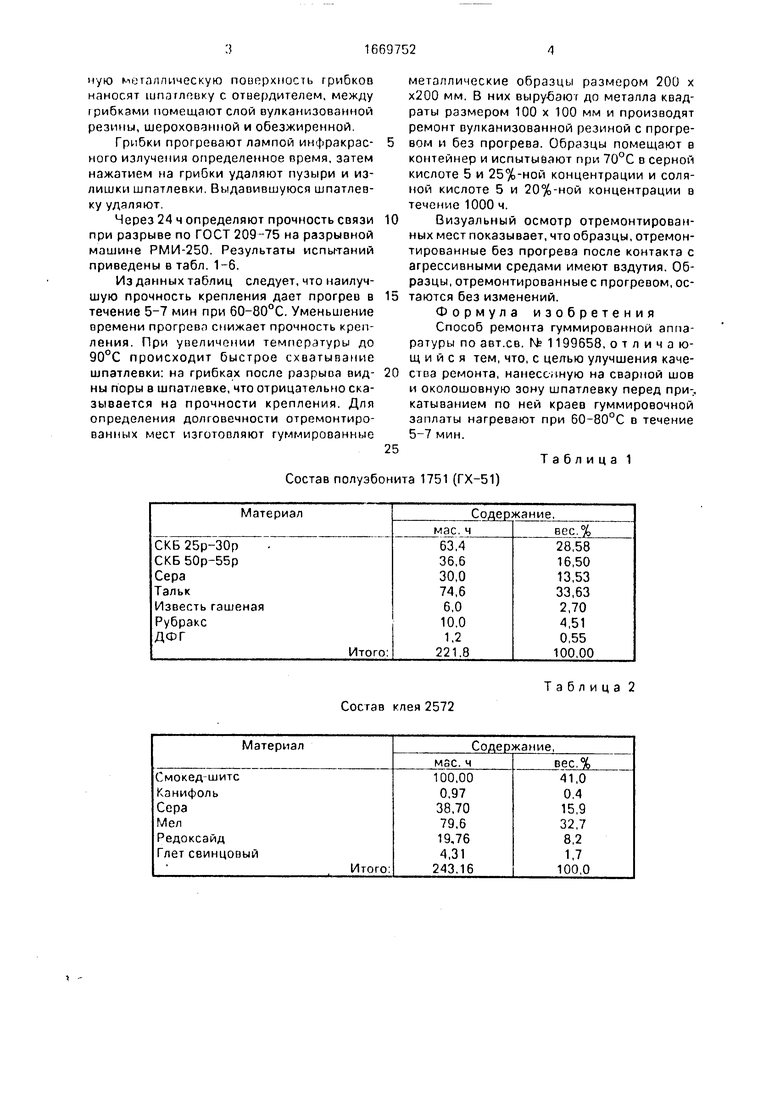
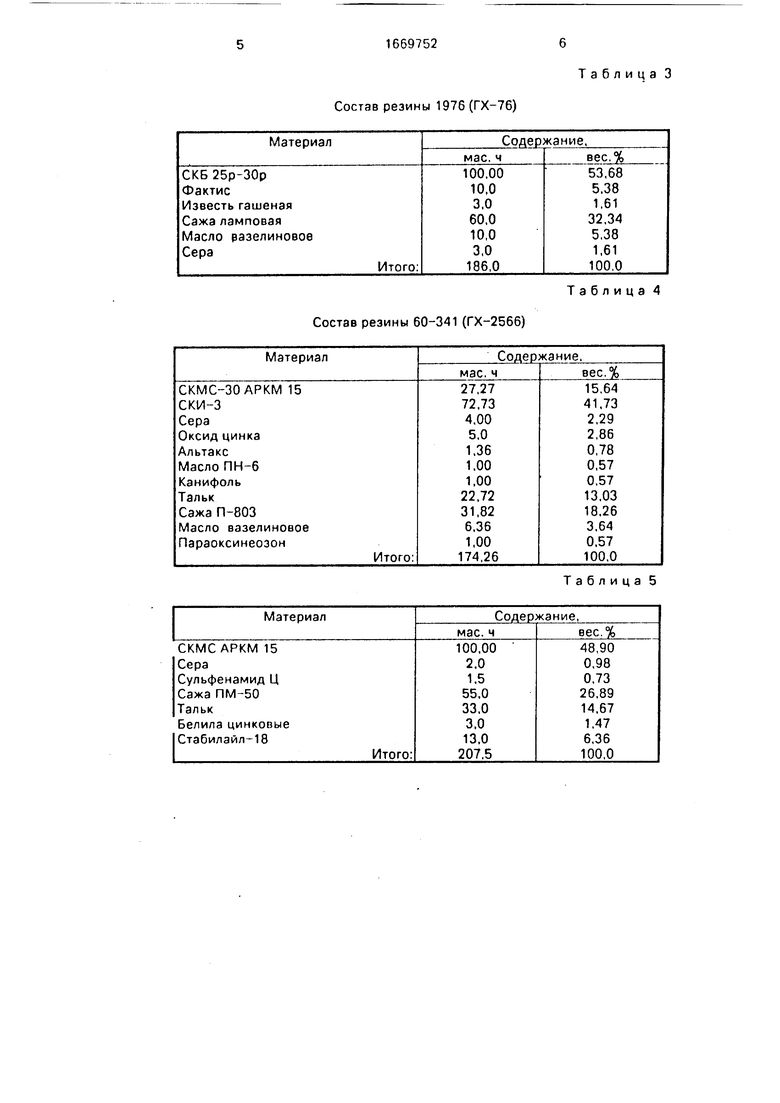
Пример. Вырубают отслоившееся и разрушенное гуммировочное покрытие на расстоянии не менее 80 мм от предполагаемой линии реза металла, получая прямоугольник размером мм, вырезают поврежденный металл, получая прямоугольник размером 320 х 360 мм. изготавливают металлическую заплату размером 320 х х 360 мм и подготаливают ее поверхность под покрытие. По краю металлической заплаты на 8Q мм от края наносят антиадгезионное покрытие. Покрывают металлическую заплату слоем полуэбонита 1751 по клею 2572 (рецептуры указаны в таблице). Затем вырезают заплату из мягкой невулканизованной резины, например 60-341 (или 60- 340, ГХ-76), равную площади удаленного гуммировочного покрытия, крепят к полуэбониту 1751, вулканизуют всю заплату в вулканизационном котле, положив ее на плоскую поверхность вниз и расправив свободные края мягкой резины.
После вулканизации заплату вваривают в поврежденное место, предварительно отогнув края гуммировочного покрытия и зафиксировав их. После сварки зачищают сварной шов и участок сварной зоны шириной 160 мм, расправляют загнутые края гуммировочного покрытия, подгоняют по размерам дефектного места гуммировки. Обезжиривают подготовленную металлическую поверхность сварной зоны, промазывают замазкой холодного отверждения, например шпатлевкой ЭП-0055 по ТУ 6-10- 1561-86, расправляют отогнутые края заплаты по шпатлевке, прогревают лампой инфракрасного излучения в течение 5-7 мин при 60-80°С на поверхности покрытия и прикатывают. Заплата из мягкой резины легко прикатывается, пузыри и вздутия удаляются. Выдавленную шпатлевку удаляют. Прочность связи гуммировочного покрытия со шпатлевкой ЭП - 0055 проверяют по ГОСТ 209-75 на грибках. На подготовлен(Л
С
о о ю ел го
ю
ную металлическую поверхность грибков наносят шпатлевку с отвердителем, между грибками помещают слой вулканизованной резины, шероховэнной и обезжиренной.
Грибки прогревают лампой инфракрасного излучения определенное время, затем нажатием на грибки удаляют пузыри и излишки шпатлевки. Выдавившуюся шпатлевку удаляют.
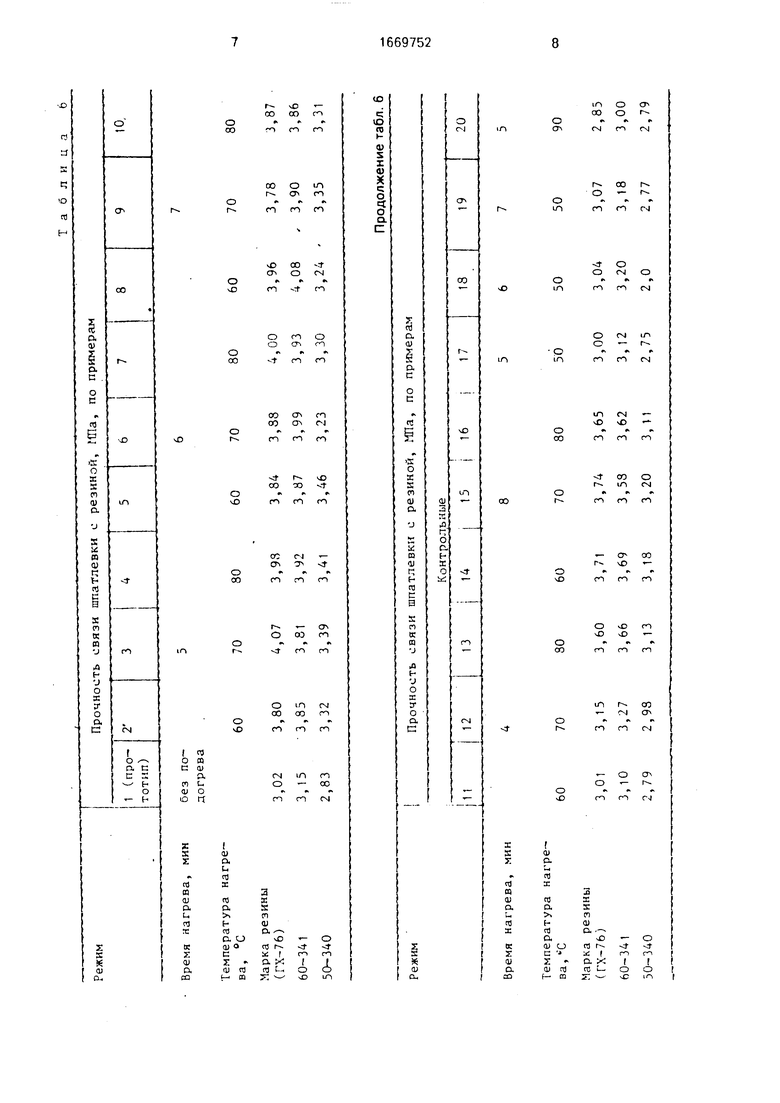
Через 24 ч определяют прочность связи при разрыве по ГОСТ 209-75 на разрывной машине РМИ-250. Результаты испытаний приведены в табл. 1-6.
Из данных таблиц следует, что наилучшую прочность крепления дает прогрев в течение 5-7 мин при 60-80°С. Уменьшение времени прогрево снижает прочность крепления. При увеличении температуры до 90°С происходит быстрое схватывание шпатлевки: на грибках после разрыса видны поры в шпатлевке, что отрицательно сказывается на прочности крепления. Для определения долговечности отремонтированных мест изготовляют гуммированные
металлические образцы размером 200 х х200 мм. В них вырубают до металла квадраты размером 100 х 100 мм и производят ремонт вулканизованной резиной с прогревом и без прогрева. Образцы помещают в контейнер и испытывают при 70°С в серной кислоте 5 и 25%-ной концентрации и соляной кислоте 5 и 20%-ной концентрации в течение 1000 ч.
Визуальный осмотр отремонтированных мест показывает, что образцы, отремонтированные без прогрева после контакта с агрессивными средами имеют вздутия. Образцы, отремонтированные с прогревом, остаются без изменений.
Формула изобретения Способ ремонта гуммированной аппаратуры по авт.св. № 1199658, отличающийся тем, что, с целью улучшения качесгва ремонта, нанесенную на сварной шов и околошовную зону шпатлевку перед при-;, катыванием по ней краев гуммировочной заплаты нагревают при 60-80°С в течение мин.
25
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиция для ремонта гуммировочных покрытий | 1986 |
|
SU1521744A1 |
| Способ ремонта гуммированной аппаратуры | 1978 |
|
SU674930A1 |
| Способ ремонта гуммированной аппаратуры | 1984 |
|
SU1199658A2 |
| Способ гуммирования металлического изделия | 1981 |
|
SU981011A1 |
| Способ визуального контроля качества прикатки резинового покрытия | 1973 |
|
SU488120A1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ГАЗОПРОВОДА С ЛОКАЛЬНЫМ СКВОЗНЫМ ДЕФЕКТОМ БЕЗ ПРЕКРАЩЕНИЯ ПОДАЧИ ГАЗА | 2017 |
|
RU2698537C2 |
| Эбонитовая смесь для ремонта гуммировочного покрытия | 1986 |
|
SU1454818A1 |
| Способ ремонта химического оборудования | 1991 |
|
SU1812127A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИКОРРОЗИЙНОГО ПОКРЫТИЯ И СОСТАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471839C2 |
| Способ ремонта оболочек шахтной крепи и устройство для его осуществления | 1989 |
|
SU1661438A1 |
Изобретение относится к промышленности резино-технических изделий, в частности к способам ремонта гуммированной аппаратуры. Изобретение позволяет улучшить качество ремонта за счет того, что в способе ремонта гуммированной аппаратуры нанесенную на сварной шов и околошовную зону шпатлевку перед прикатыванием по ней краев гуммировочной заплаты нагревают при 60 - 80°С в течение 5 - 7 мин. 6 табл.
Состав полуэбонита 1751 (ГХ-51)
Состав клея 2572
Таблица 2
Состав резины 1976 (ГХ-76)
Состав резины 60-341(ГХ-2566)
Таблица 3
Таблица 4
Таблица 5
Температура нагрева. °С
Марка резины
Время нагрева, мин
Температура нагрева, С
Марка резины (TX-76J
60-341 50-340
60
70
80
60
70
80
60
70
80
70
80
60
70
80
50
50
50
90
со
| Способ ремонта гуммированной аппаратуры | 1984 |
|
SU1199658A2 |
| Солесос | 1922 |
|
SU29A1 |
