Изобретение относится к промышленности строительных материалов и может быть использована при изготов - лении многослойных изделий из железо - бетона и полимергипсобетона на заво«- дах стройиндустриио
Цель изобретения - повышение тер- мического сопротивления и качества изделий за счет увеличения адгезион1- ной прочности слоев, ускорение цесса изготовления и снижение влаж - ности изделий.
Способ осуществляют следующим образом.
В форму укладывают слой конструк ционного бетона (в качестве конструю- ционного бетона может быть нсполь - зован легкий бетон, тяжелый и др. виды бетона), уплотняют, затем дывают эвукотеплоизоляционньй слой из полистиролпеногипсобетона, выдер живают в течение 25-40 мин для полу чения начальной прочности 3-5 кгс/см
Os О О
о о о
Далее изделие подвергают тепловой обработке. Для этого его помещают в щелевую камеру непрерывного действия оборудованную ТЭНамис Температура в камере составляет 55-65°С при отно сительной влажности воздуха Слой конструкционного бетона разогре вают до 70-90°С с помощью подогрева со дна формЫс
По мере разогрева конструкционно - го бетона фронт температур продви- гаётся во внутренние слои материала, при этом исходная фаза за счет градиента давлений частично диффундирует к поверхности сопряжения керам - зитобетонной и теплоизоляционного слоев, частично насыщая граничную зону теплоизоляционного слоя, упроч - няя тем самым область контакта, повременно за СЧРТ температуры в Камере теплоизоляционный слой, дясь в среде с влажностью 15-20% и температурой 55-65°С, подвергается частичному высушиванию, при этом влажность его снижается до 5-8%. Ука занный эффект ведет к повышению термического сопротивления полисти- ролпеногипсового слоя до м2°С/Вт По истечении 1, ч слой керамзито бетона полностью прогревается до 70Н}0°С, влажность его при этом жается до 12-15%, электроподогрев формы прекращают и изделие твердеет термосным путем в течение ч.
По мере выдержки в щелевой камере в конструкционном бетоне, погра - ничном слое и полистиролпеногипсобе- тоне происходят процессы, формирующие структуру материала: гидратация и твердение ппр гпщдцомрнта, сушка звукотеплоизоляпиош ого слич, отверк дение термореактивной смолы, проис - ходящие процессы finn.ee интенсивны в контактной ЗОНР за счет большой температуры,.
Полистиролпеногипс, обладая доста точно высоким термическим сопротивлением, препятствует быстрому остыванию керамзитобетона, чем достигается термосный эффект„
К концу тепловой обработки изде лие обладает прочностью 70-80% от конечной„
По окончании тепловой обработки изделие выгружают и на его поверхность наносят защитно-отделочный слой, например полимергипсь
0
5
0
Пример 1 „ В форму укладывают слой керамзитобетонной смеси толщиной 0,15 м, уплотняют на вибро площадке, затем укладывают слой по листиролпеногипсобетона толщиной 0,15 м со следующими характеристик ками: средняя плотность в сухом стоянии 250 кг/м3, теплопроводность 0,09 Вт/м°Со Одновременно с укладу кой устанавливают термопары на стоянии 1 см от верхней и нижней плоскости и между слоями„
Форму с отформованным образцом выдерживают 25 мин и помещают в сушильный шкаф, обеспечивающий температуру внутри шкафа 55-60°С и относительную влажность воздуха 15-20%„ Одновременно включают ниж«- ний подогрев формы и нагревают в течение 2-3 ч до достижения темпе - ратуры керамзитобетона 90°С по казаниям регистрирующего прибора. Затем подогрев отключают и форму с образцом выдерживают в ппшьном шкафу 4 чс
Пример 2 Изготовление делия осуществляется в той же следовательности, что и в примере 1, но отличается тем, что время варительной вьдержки составляет 40 мин, температура разогрева ке- рамзитобетона 70°С и выдержка в камер е 10 ч о
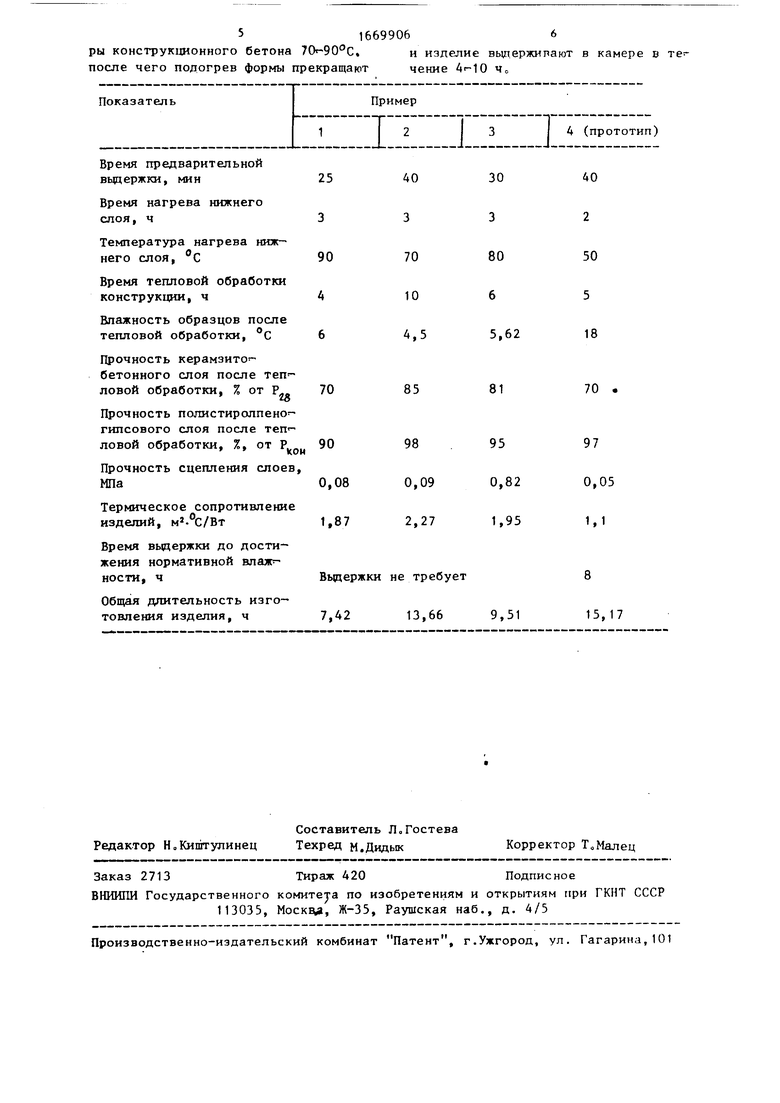
Примеры осуществления способа и результаты испытаний приведены в таблице.
Формула изобретения
Способ изготовления слоистых строительных изделий, включающий укладку в форму слоя конструкционно го бетона и теплоизоляционного слоя, уплотнение и тепловую обработку, отличающийся тем, что, с целью повышения термического сопро тнвления и качества изделий за счет увеличения адгезионной прочности слоев, ускорения процесса изготовь ления и снижения влажности изделий, в качестве теплоизоляционного слоя укладывают полистиролпеногипсобетон, после уплотнения выдерживают в те чение мин, а тепловую обработ ку осуществляют в камере сухого грева с одновременным подогревом снизу формы до достижения температур
516699066
ры конструкционного бетона 7О-90°С,н изделие выдержипают в камере в тег
после чего подогрев формы прекращаютчекие ч„
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТРОЙСТВА ТРЕХСЛОЙНОЙ ОГРАЖДАЮЩЕЙ КЕРАМЗИТОБЕТОННОЙ ПАНЕЛИ | 2002 |
|
RU2215649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО ИЗДЕЛИЯ | 2005 |
|
RU2286249C2 |
| КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКОЛОГИЧЕСКИ ЧИСТЫЙ ПОЛИСТИРОЛБЕТОН, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ И СПОСОБ ВОЗВЕДЕНИЯ ИЗ НИХ ТЕПЛОЭФФЕКТИВНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ ПО СИСТЕМЕ "ЮНИКОН" | 2002 |
|
RU2230717C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2132834C1 |
| Сырьевая смесь для изготовления керамзитобетонных изделий | 1988 |
|
SU1601095A1 |
| Способ изготовления бетонных и железобетонных изделий | 1985 |
|
SU1339020A1 |
| Сырьевая смесь для изготовления поризованного керамзитобетона | 1984 |
|
SU1301822A1 |
| Способ изготовления облегченных панелей | 1986 |
|
SU1472280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2444435C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2259272C1 |
Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении многослойных изделий из железобетона и полимергипсобетона на заводах стройиндустрии. С целью повышения термического сопротивления и качества изделий за счет увеличения адгезионной прочности слоев, ускорения процесса изготовления и снижения влажности изделий при изготовлении изделий в форму последовательно укладывают и уплотняют слои конструкционного бетона и теплоизоляции с последующей тепловой обработкой, в качестве теплоизоляционного слоя укладывают полистиролгипсобетон, после уплотнения выдерживают в течение 25 - 40 мин, а тепловую обработку осуществляют в камере сухого прогрева с температурой 55 - 65°С и относительной влажностью 15 - 20%, с одновременным подогревом снизу формы до достижения температуры конструкционного бетона 70 - 90°С, после чего подогрев формы прекращают и изделия выдерживают в камере в течение 4 - 10 ч. 1 табл.
| Способ формования многослойных панелей сложной конфигурации | 1973 |
|
SU500060A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
