Известны способы автоматической коррекции движения гибочного инструмента в станках с непрерывным процессом деформации, например трубогибочных.
Описываемый способ отличается от известных тем, что программа движения гибочного инструмента составляется с учетом влияния изменений скорости подачи заготовки, для чего в систему управления вводят дополнительную обратную связь цо отношению фактической скорости подачи к заданной, подают сигнал получаемого рассогласования на вход системы управления и через усилитель с переменным коэффициентом усиления на вход блока интегрирования.
Это позволяет устранить ошибки положения гибочного инструмента, возникаюш,ие в результате изменений скорости подачи изгибаемой заготовки.
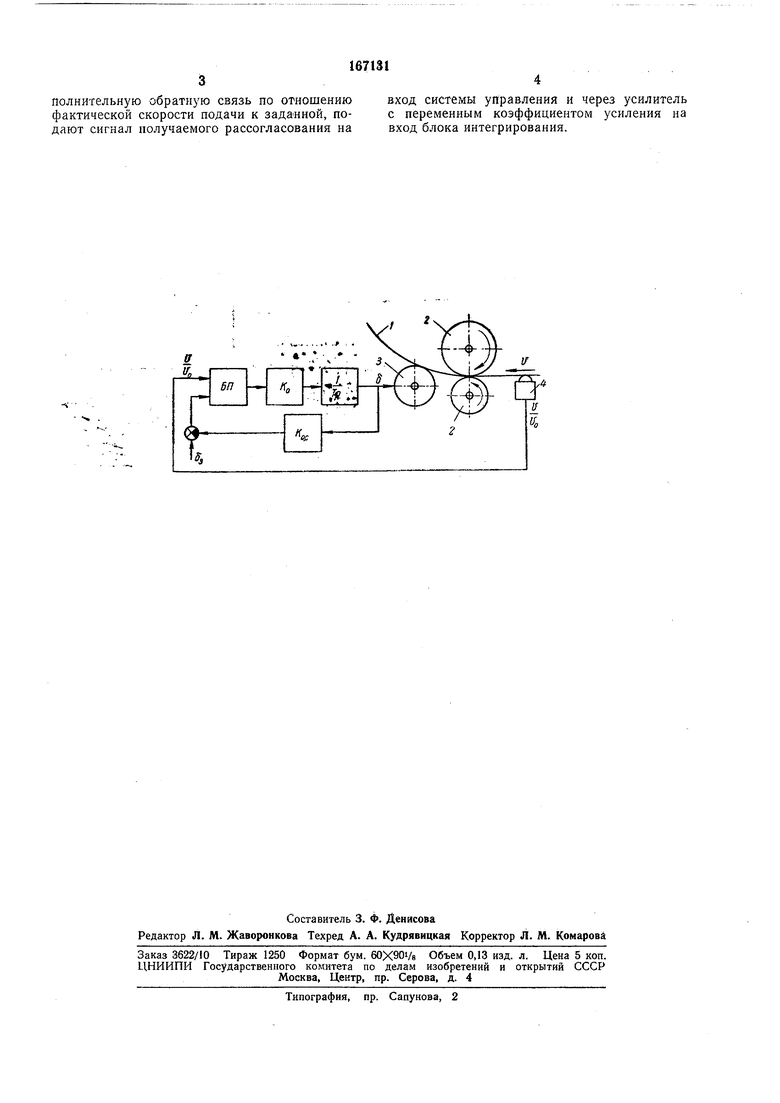
На чертеже изображена функциональная схема для осуществления предлагаемого способа.
Заготовка / прокатывается подаюш1ими роликами 2 и изгибается гибочным инструментом 3. Датчик скорости 4 выдает напряжение
- пропорциональное скорости гибки-прокатt/o. .
ет сигнал рассогласования между управляющим сигналом 6з и координатой рабочего органа (гибочного инструмента) б, умноженный на коэффициент обратной связи Ко.с., Блоком перемножения осуществляется ввод коэффициента сигнала ошибки KQ (бз - б/Со.с.). Из блока перемножения сигнал подается на вход блока интегрирования-.
Тр
Способ автоматической коррекции движения гибочного инструмента применим к любым процессам свободной гибки деталей переменной кривизны, сходным с гибкой - прокаткой, и к процессам прокатки деталей переменного сечения.
Предмет изобретения
Способ автоматической коррекции движения гибочного инструмента, например нажимного ролика, в станках с непрерывным процессом деформации, например в трубогибочных, в функции длины обработанного участка заготовки с обратной связью по пути и времени, отрабатываемой через усилитель
обратной связи и блок интегрирования, подающий сигналы на исполнительный орган, отличающийся тем, что, с целью устранения ошибок положения гибочного инструмента, возникающих в результате изменений скорополнительную обратную связь по отношению фактической скорости подачи к заданной, подают сигнал получаемого рассогласования на
вход системы управления и через усилитель с переменным коэффициентом усиления на вход блока интегрирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки изделий переменной кривизны и устройство для его осуществления | 1985 |
|
SU1355318A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ РЕЖУЩЕГО ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА СТАНКЕ | 2010 |
|
RU2432233C2 |
| СПОСОБ ГИБКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2095174C1 |
| СПОСОБ УПРАВЛЕНИЯ ВАЛКОВЫМ ГИБОЧНЫМ СТАНКОМ ДЛЯ НЕПРЕРЫВНОЙ ГИБКИ УДЛИНЕННОЙ ЗАГОТОВКИ С ПЕРЕМЕННЫМ РАДИУСОМ КРИВИЗНЫ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2497620C2 |
| Способ формообразования гибкой-прокаткой изделий из листового металла и устройство для его осуществления | 1988 |
|
SU1569053A1 |
| Способ автоматического управления процессом гибки листов | 1984 |
|
SU1232327A1 |
| Система программного управления листогибочной валковой машиной | 1973 |
|
SU504589A1 |
| Устройство для контроля углов пружинения к трубогибочному станку | 1979 |
|
SU836857A1 |
| Устройство для управления процессом гибки спирали | 1987 |
|
SU1648593A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ СЛЕДЯЩАЯ СИСТЕМА | 1996 |
|
RU2111521C1 |