Изобретение относится к обработке металлов давлением из труднодеформируемых металлов, в частности к способам изготовления деталей типа стаканов с фланцем, например заготовок неподвижного ножа электробритв.
Цель изобретения - повышение стойкости рабочего инструмента при изготовлении деталей из труднодеформируемых материалов.
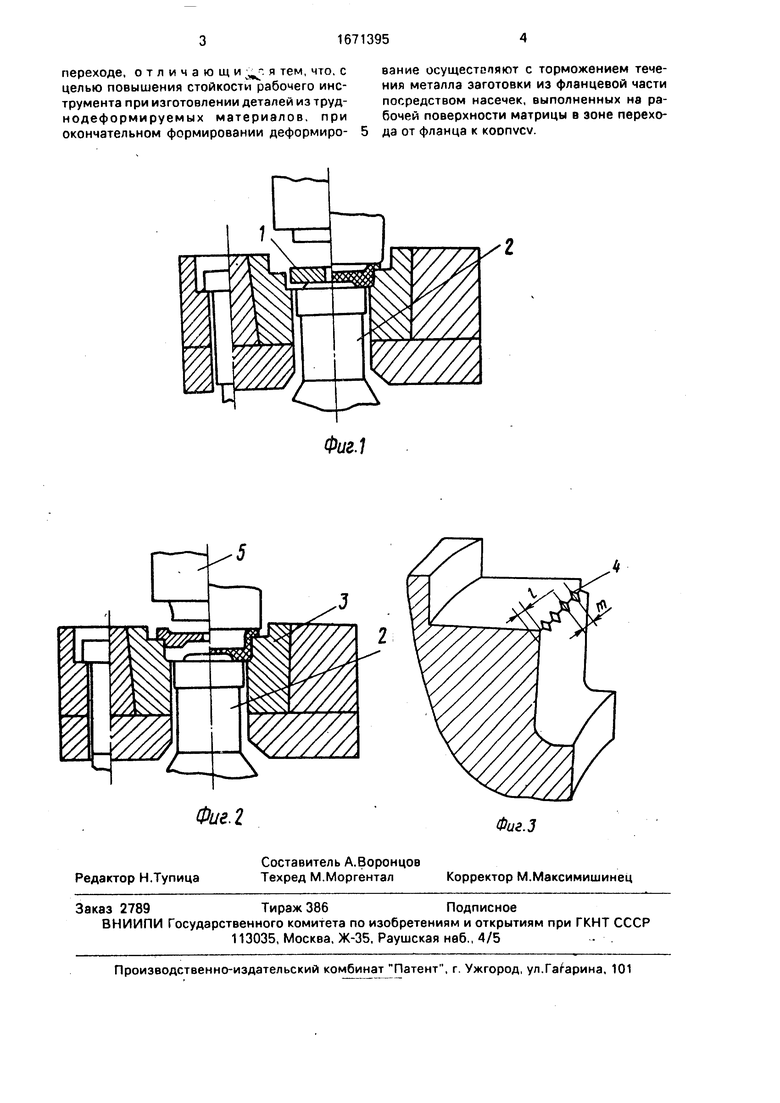
На фиг. 1 изображен штамп предварительной формовки; на фиг.2 - шатмп окончательной формовки; на фиг.З - угловые насечки на матрице.
Полученную любым способом плоскую с отверстием цилиндрическую заготовку 1 подвергают предварительному формированию (фиг.1), образуя фланец и корпус стакана. Изменение формы донной части заготовки 1 происходит от выталкивателя 2, имеющего осевое перемещение. Окончательное формирование заготовки 1 производится в штампе совмещенного действия (фиг.2), в котором применяется матрица 3 с
угловыми насечками 4 в зоне радиусного перехода от фланца к корпусу (фиг.З).
При рабочем ходе пресса пуансон 5 внедряется в предварительно формованную заготовку 1. Угловые насечки 4 матрицы 3 создают сдвиговую деформацию наружных слоев металла, образуя радиус под фланцем и тормозя течение металла из фланцевой части.
Пример. Изготавливают изделия из стали 30X13. Используют штамп с матрицей, имеющей радиус перехода 0,1 мм с угловыми насечками глубиной 0,1-0,2 мм, нанесенными с шагом 0,3 мм. Штамп выдерживает 14 тыс. ударов.
Формула изобретения Способ изготовления деталей типа стаканов с фланцем, заключающийся в деформировании цилиндрической заготовки едва перехода с предварительным формированием фланца и корпуса стакана на первом переходе и окончательным формированием указанных элементов в матрице на втором
СП
С
о VI
со ю ел
переходе, отличающи я тем, что, с целью повышения стойкости рабочего инструмента при изготовлении деталей из труд- нодеформируемых материалов, при
вание осущестсляют с ния металла заготовки и посредством насечек, в бочей поверхности матр
окончательном формировании деформиро- 5 да от фланца к КОРПУСУ.
вание осущестсляют с торможением течения металла заготовки из фланцевой части посредством насечек, выполненных на рабочей поверхности матрицы в зоне перехо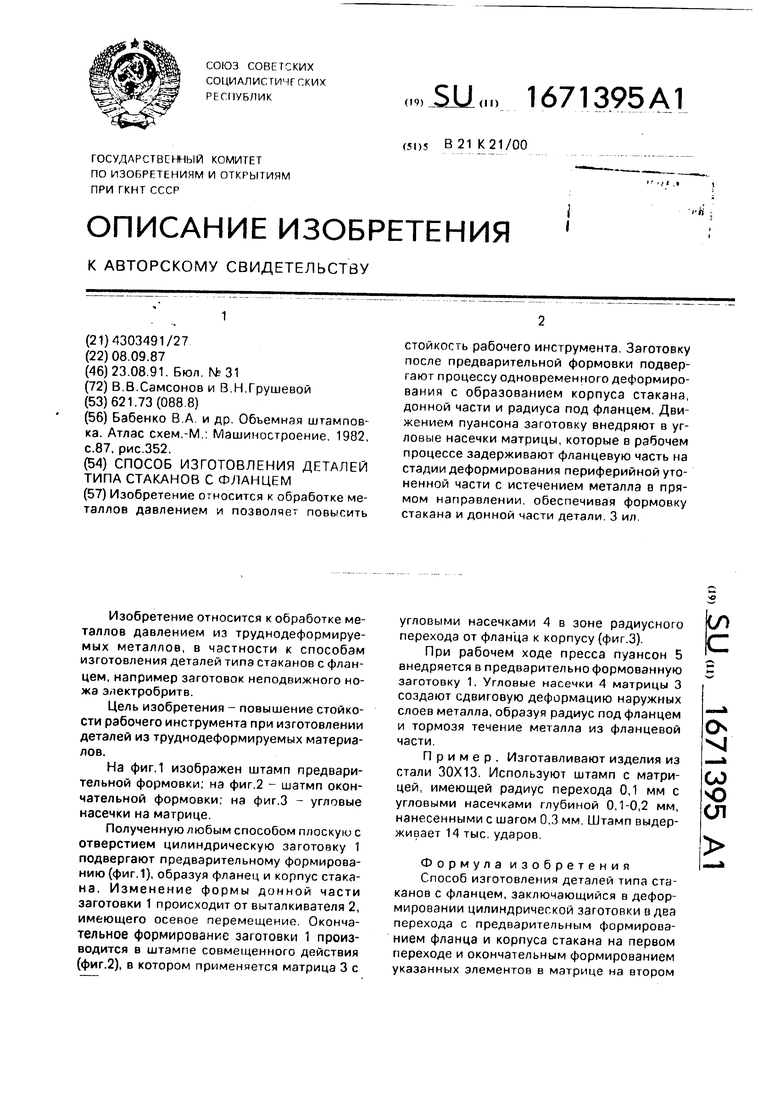
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Способ вытяжки полых изделий из листовой заготовки | 1989 |
|
SU1754280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| Способ изготовления деталей типаСТАКАНОВ | 1979 |
|
SU837532A1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ | 1992 |
|
RU2009757C1 |
| СПОСОБ ВЫТЯЖКИ | 1989 |
|
SU1800717A1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| ШТАМП ДЛЯ ПНЕВМОТЕРМИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2016 |
|
RU2630156C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
Изобретение относится к обработке металлов давлением и позволяет повысить стойкость рабочего инструмента. Заготовку после предварительной формовки подвергают процессу одновременного деформирования с образованием корпуса стакана, донной части и радиуса под фланцем. Движением пуансона заготовку внедряют в угловые насечки матрицы, которые в рабочем процессе задерживают фланцевую часть на стадии деформирования периферийной утоненной части с истечением металла в прямом направлении, обеспечивая формовку стакана и донной части детали. 3 ил.
Фиг.1
| Бабенко В.А, и др | |||
| Объемная штамповка | |||
| Атлас схем.-М.: Машиностроение, 1982, с.87, рис.352. |
