Изобре ение относится к автоматиче ской электролуговой наплавке под флюсом деталей на кромки и может быть использо- «асо при наплавке валков и деталей мегал пунического оборудования.
Цель изобретения -улучшение качества формирования наплавленного металла при in i льзовании плавящегося электрода и ii -ь (шение производительности процесса
На чертеже доказана схема наплавки под флюсом на кромке деталей,
При наплавке под флюсом цилиндрических деталей на кромке флюс поддерживают наклонной металлической ппайкой 1, подпружиненной и установленной под уг лом 45-60° к игп электрода и торцовой по верхности детали 2, а длину плапки устанавливают разной длине сварочной ванны в установившемся режиме наплавки
Планку изготавливают из меди и крепп i к сварочном головке. Планка поджимай ф--ос к. торцовой поверхности детали
Поджат ие флюса медной подпружиненной под определенным углом и определенной длины пл-энюи создает условия, при которых обеспечивается надежная защита дуги от атмосферного воздействия и удер жание жидкого металла сварочной ванны от стекания. Надежная защита дуги слоем флюса обеспечивает стабильное горение дуги и погружение ее в сварочную ванну При этом жидкий металл на кромке ванны поддерживается от протекания слоем флюса, поджатым подпружиненной медной планкой
При длине подпружиненной планки менее длины сварочной ванны н трушэется за- щитэ дун флюсом, кото1 ый просыпается за пределами медной планки. Дуга переходит из погруженной в поверхностную возрастает напряжение на дуге, уменьшается пели чина споромного тока, н рушлется итаОилыюе горение ду( и В результате ухуа- шается качество формирования нэ лзрлен- ного металла Кроме, то. о, нарушается шлаковый пузырь, жидкий металл вытекает из сварочной ванны. Наплтвленный металл на кромке формируйся с протеками и бульбами закристаллизовавшегося на весу металла.
При длине подпружиненной планки более длины сварочной ваннь1 трудно обеспечить равномерное поджатме ее к кромке валка. Подпружиненнач медная планка вследствие увеличения длины и сопротирле ний трения при перемещении застревает нз неровностях кромки и смещается с области сварочной ванны и дуги В результате нарушаюггн защита сварочной дуги и ванны и формирование наплавленного металла.
При расположении медной планки под yi лом к торцовой поверхности ватка менее
45° недостаточное количество флюса засыпается и зазор между валком и медной планкой вследствие чего нарушается защита дуги or атмосферного воздействия. Перио- дичп 1-й нарушаются шлаковый пузырь и
0 фо( мирование швов. Медная планка начинает контактировать с жидким металлом и свариваться с ним. В результате поверхность планки становится неровной и флюс просыпается в неровности планки. Защита
5 дуги дополнительно нарушается и качество наплавленного металла снижается,
При расположении медной планки под углом более 00П к торцовой поверхности чалка медная планка только удерживает
0 флюс от просыпания, не обеспечивая его поджатие к боковой кромке ванны, Поэтому при увеличении высоты наплавленного слоя жидкий металл стекает через боковую кромку ванны и шов формируется с наплывами
5 по кромке.
Способ наплавки осуществляют следующим образом.
Медную планку подпружинивают KTOD- цовои поверхности валка под углом 45 -- 60°,
0 закорачивают электрод на валок и открывают бункер с флюсом. Засыпают зон горения дуги флюсом, который заполняет зазор между планкой и валком, и возбуждают дугу. В процессе наплавки валок вращается и
5 подпружиненная планка на всей длине сварочной ванны поджимает флюс к боковой кромке вз1ны После наплавки валика на кромке валка медную планку поднимают и продолжают наплавку остальной части вал0 ка без планки.
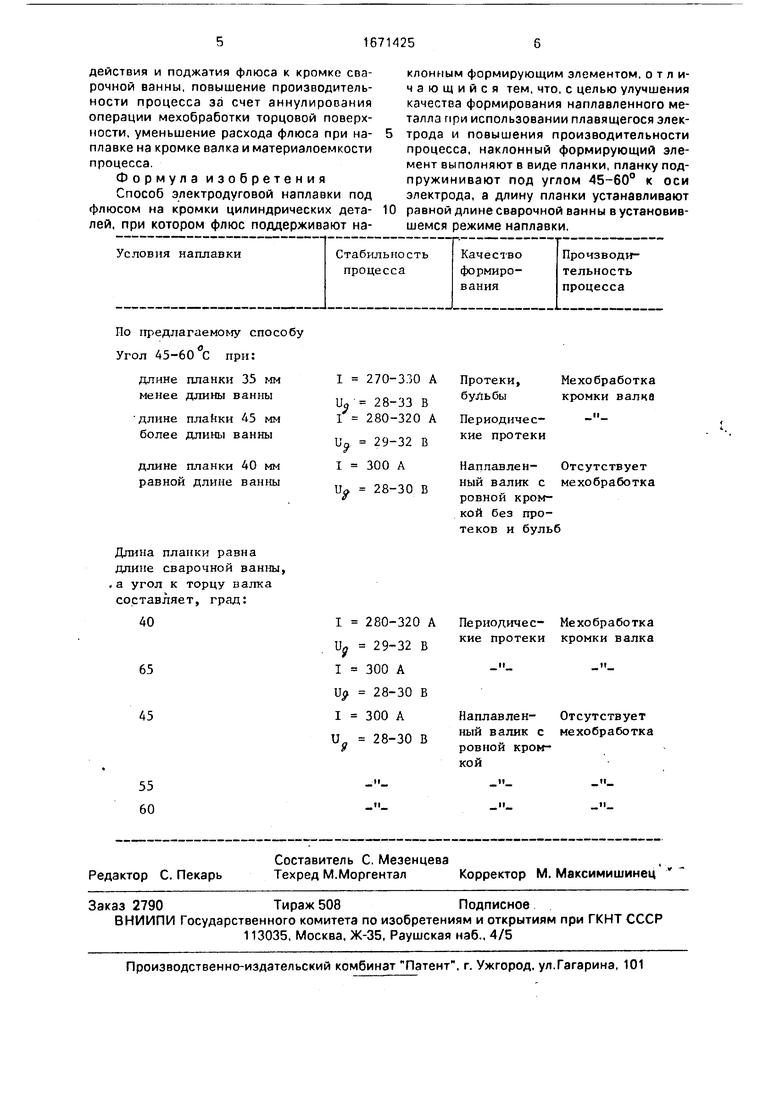
Пример. Производят наплавку валка диаметром 300 мм на кромке. Наплавку осуществляют на постоянном токе обратной полярности проволокой диаметром 3 мм.
5 Режим наплавки поддерживают постоянным: J - 300 A, Uy 28-30 В . VH 24,5 м/ч, длина сварочной ванны LB 40 мм. Исследо- вания влияния расположения относительно торцовой поверхности валка и длины подО пружиненнои медной планки на стабильность процесса и качество формирования наплавленного металла производят путем установки планок различной длины под различным углом к торцовой поверхности вал5 ,а Результаты проведенных исследований представлены в таблице.
Способ обеспечивает стабильное горение дуги и качественное формирование наплавленного металла за счет надежной защиты зоны сварки от атмосферного воздействия и поджатия флюса к кромке сварочной ванны, повышение производительности процесса за счет аннулирования операции мехобработки торцовой поверхности, уменьшение расхода флюса при наплавке на кромке валка и материалоемкости процесса.
Формула изобретения Способ электродуговой наплавки под флюсом на кромки цилиндрических деталей, при котором флюс поддерживают на0
клонным формирующим элементом, отличающийся тем, что, с целью улучшения качества формирования наплавленного металла при использовании плавящегося электрода и повышения производительности процесса, наклонный формирующий элемент выполняют в виде планки, планку подпружинивают под углом 45-60° к оси электрода, а длину планки устанавливают равной длине сварочной ванны в установившемся режиме наплавки,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| Способ многоэлектродной наплавки | 1989 |
|
SU1756054A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| Способ электродуговой наплавки | 1977 |
|
SU897431A1 |
| Способ автоматической электродуговой наплавки и установка для его осуществления | 1989 |
|
SU1741998A1 |
| Способ наплавки ленточным электродом | 1990 |
|
SU1731510A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1991 |
|
RU2016721C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОБ НАПЛАВЛЯЕМОГО МЕТАЛЛА | 2018 |
|
RU2710145C1 |
Изобретение относится к автоматической электродуговой наплавке под флюсом деталей на кромке и может быть использовано при наплавке валков и деталей металлургического оборудования. Цель изобретения - улучшение качества формирования наплавленного металла при использовании плавящегося электрода и повышение производительности процесса. При наплавке под флюсом цилиндрических деталей на кромке флюс поддерживают наклонной металлической (медной) планкой 1, подпружиненной и установленной под углом 45...60° к оси электрода и торцовой поверхности детали 2. Длину планки устанавливают равной длине сварочной ванны в установившемся режиме наплавки. Планку крепят к сварочной головке. При угле наклона 45...60° планка поджимает флюс к торцу детали, устраняет протеки жидкого металла, образование наплывов на наплавленной поверхности и исключает необходимость мехообработки. 1 ил., 1 табл.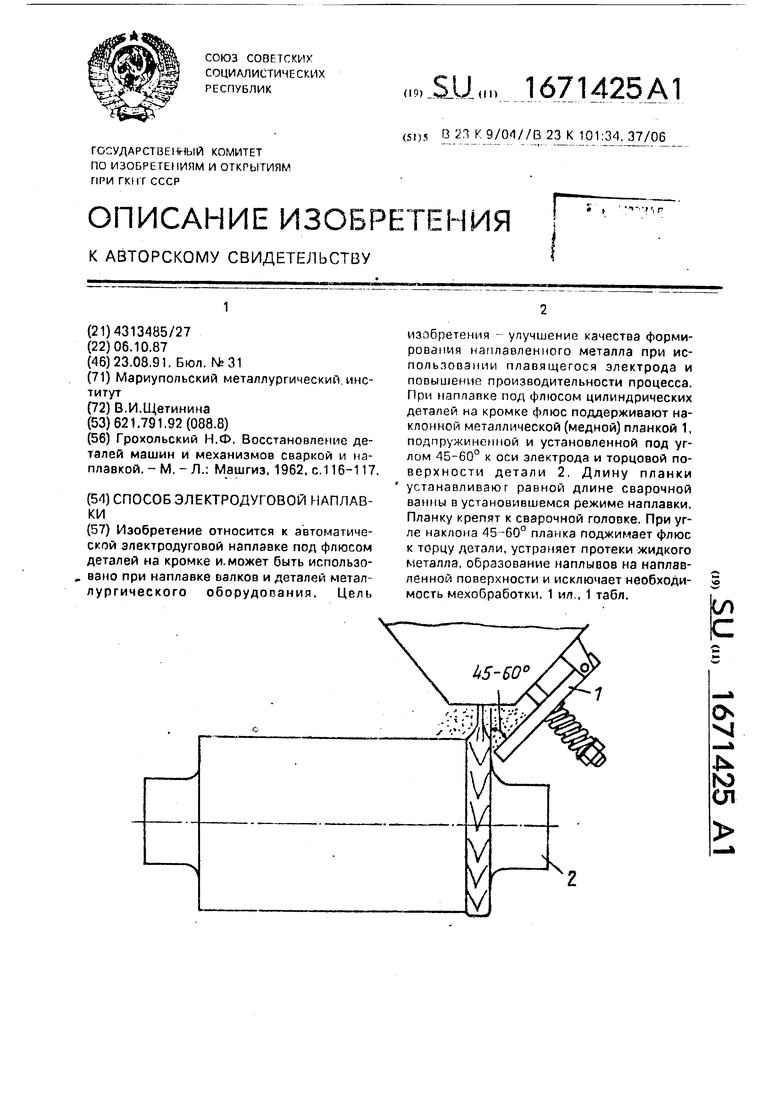
По предлагаемому спос Угол 45-60 С при:
длине планки 35 мм менее длины ванны
длине плайки 45 мм более длины ванны
длине планки 40 мм равной длине ванны
планки равна сварочной ванны, к торцу валка ляет, град:
I 280-320 А Up 29-32 В I 300 А Up 28-30 В I 300 А U 28-30 В
У
м II
Мехобработка кромки валка ||
Наплавлен- Отсутствует ный валик с мехобработка ровной кромкой без протеков и бульб
Периодичес- Мехобработка кие протеки кромки валка
Наплавлен- Отсутствует ный валик с мехобработка ровной кромкой
.
...
м II
| Грохольский Н.Ф | |||
| Восстановление деталей машин и механизмов сваркой и наплавкой | |||
| - М | |||
| - Л.: Машгиз, 1962, с.116-117. |
